车载真空泵泵体压铸模具设计方案研究
2021-09-10 09:14颜俊
内燃机与配件 2021年10期
颜俊




摘要:本文设计压铸模具基于数字化工具Unigraphics NX平台,以真空泵壳体为研究对象。针对目前国内商用车及工程车辆需求的快速变化,如何快速高效的进行配套泵体设计,提高设计效率和生产效率,并开发了一整套压铸模具系统,包括铸件的主要模具零件设计、浇注系统的设计、冷却和脱模结构设计等,确保生产出来的真空泵的壳体能迅速满足客户需求,为真空泵的设计思路和方法提供有价值的参考。
关键词:商用车;真空泵;模具设计;NX
中图分类号:TG249.2 文献标识码:A 文章编号:1674-957X(2021)10-0098-03
0 引言
真空泵是产生真空形成负压,从而增加制动力。对于商用车和工程车等柴油发动机驱动车辆,由于发动机采用压燃式,在进气歧管处不能提供所需的真空压力,因此需要安装真空泵。同样为了环保要求而设计的汽油直喷发动机GDI,在进气歧管处同样不能提供有效的真空压力来满足制动助力系统的要求,因此也需要真空泵来提供真空源。我国是生产制造大国,目前国内商用车汽车市场需求较大,行业竞争激烈,随着商用车应用的发展,需要根据不同的工况配套开发对应需求的真空泵。本文以真空泵泵体设计为例,基于数字化工具Unigraphics NX,通过摸索开发出一整套压铸模具系统,实现了模具设计的数字化模式,提高模具的设计和生产效率。
1 主要模具零件设计
1.1 工艺分析
本论文设计的真空泵壳体零件如果采用普通的冲压和锻造工艺并不能够达到用户实际需求,同时考虑到产品的批量生产时的经济效益,因此通过采用压铸模具的制造方式,在保证压铸零件的尺寸精度、表面光洁度的同时提高生产效率,降低生产成本。图1为真空泵壳体零件图,材质为锌合金,其铸造精度要求级别为CT5级,零件铸造要求为表面光滑,成型质量良好。真空泵的壳体零件外观表现为不规则型体,包含有孔槽结构、异形面和凸台等,在工艺设计上通过采用侧向抽芯结构方案达到顺利脱模。此外該铸件要求壁厚均匀,厚度尺寸为3mm。根据文献[1][3],取最小铸造圆角rmin=1mm,和最大铸造圆rmax=3mm,取压铸件的弯曲处外壁圆角半径R=2mm。考虑到锌合金材料和拔模斜度的比例,最终确定该压铸件的拔模斜度为1°。
1.2 铸件的原材料分析
压铸零件所用的合金材料最基本的铸造特性:①首先必须具有良好的金属液体的流动性和填充的性能:金属液体在铸造模具内的流通长度要长、金属液体的凝固时间相对较短、表面的张力和粘力要小;②压铸模的浇注口的补充效果要大,凝固时的收缩率要小;③热裂要少,能够防止在压铸过程中产生热裂:高温时的强度要大、固相率要小、热膨胀系数要小;④压铸零件与金属模的附着力要小。同时压铸零件所使用的合金材料所应该具备的特性:良好的机械性质、质地较轻、耐腐蚀性能好、拔模的斜度较小、大小尺寸精度较好、被切削的性能良好。
1.3 分型面结构设计
分型面是指压铸模的定模与动模的接触面,也是指零件成型后从模具中取出铸件和凝料的接触面。型腔分型面的位置取决于压铸件的形状结构、零件的压铸制造工艺和浇注系统的布置位置。型腔分型面的位置对于压铸模具成型有重要参考,因此一般选择型腔分型面作为压铸模具制作的基准平面。
铸件模具的型腔采用分型面设计,这种设计使上、下模具在分模时不会影响铸件,且分型面在铸件断面轮廓较大的地方,属于直线型单分型面。另外,分型面在上、下模内的深度也不深,有利于锌合金液体顺畅的进入型腔。
1.4 成型零件的结构设计
根据成型要求,将成型零件的结构大体分为动模和定模。其工作原理为铸件在压铸机开模力的驱动下,铸件模具沿着分型面分开,整体动模部分移动,随后压铸机中心顶杆带动动模顶出底板,带动顶针向前移动,顶动壳体铸件,使铸件从模具中脱离。
1.4.1 动模的结构设计
图2为动模结构设计图。锌合金真空泵壳体压铸模具设计有型芯,所以模具的动模采用整体式的动模,不易变形,有利于保持模具的整体强度和刚度,制造简单。
1.4.2 定模的结构设计
图3为定模结构设计图。零件压铸模从模具取出后,模具从分模线分开,零件另一边是固定不动端就是定模。一般来说定模的结构大致分为整体式和组合式定模。根据零件成型要求,设计该成型零件定模为整体式。
2 浇注系统的设计
浇注系统是指将制作零件的合金材料融化后的液体从压铸机口开始到型腔入口为止的流动通道,一般可以分为普通流道和无流道两种类型。本次设计考虑到设计复杂性、成本和生产周期等原因选用的是普通流道的浇注系统[2]。
2.1 直浇道设计
直浇道是浇注系统设计中的一部分,它在其中起到的作用是将金属液从浇口引入横浇道和内浇道,以及提供足够的压力使金属液可以克服流通中的阻力在规定的时间注满整个型腔[4]。由于要确定直浇道口的尺寸,而它的尺寸又由浇口套的尺寸来确定,浇口套内径与压室冲头内径相同,由压铸机型号里选用的压室冲头内径为 Φ60mm。所以选取Φ60mm为直浇道口直径。
2.2 横浇道的设计
横流道根据它的作用可以分成主横流道和过渡横流道,但是在本次设计不用考虑过渡横流道。根据机械设计手册横流道截面形状。
其中α为10~15°,由于已知内浇口的截面积,我们可以根据式(1)计算出横浇道的面积:Ar=2Ag=127.6mm2 (式1),然后我们可以根据Ar计算出图中W和D的值,具体计算如下式(2)、式(3)所示,其中C1为0.922,C2为1.247。
2.3 内浇口设计
内浇口作为浇注系统的最后部分,直接连接到了型腔部位。它所起到的作用是把横浇道中的低速金属液体转化为高速,并且使之变为理想中的流动形态顺序的填充到型腔里[5-6]。①内浇口位置:一般选择在铸件厚壁处开设浇口,有利于压力传递,减少或避免产生缩孔,因此内浇口设置在铸件侧面。②内浇口截面积:根据F内=2Q/RVT,式中:F内为内浇道的截面积(mm2),Q为铸件质量45g,R为金属液的密度(g·cm-3),取2.4g·cm-3;V为内浇口处金属液的填充速度(m/s),取20m/s;T为型腔的充填时间(s),取0.15s;从而计算出内浇口截面积F内=12.5mm2。
2.4 溢流槽
溢流槽的主要所起到的作用为排除掉型腔中的气体和存储废弃的金属液、控制型腔中的金属液的流动状态防止产生涡流、调节型腔温度改善冷热平衡状态等。设计中模具取溢流槽宽度为10mm,深度取0.15mm。
3 冷却和脱模机构设计
3.1 模具的冷却设计
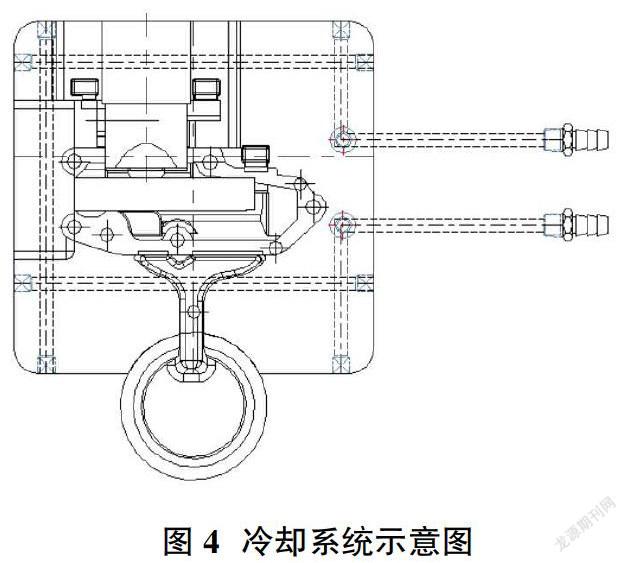
在压铸模中,冷却系统是用来冷却模具,降低熔融金属液带给模具的热量,将模具的温度下降到最佳工作状态的一个系统。本次压铸模具的冷却系统采用的最常用的水冷方式,通过在定模镶块、定模套板上设置水道,接入胶管通入冷却水给模具的镶块和型芯降温,达到冷却的效果,如图4所示。冷却水道布置于型腔上方,沿型腔均匀布置,使冷却更加均匀,防止铸件因冷却不均产生缺陷。
3.2 脱膜机构设计
为了使压铸成型后的压铸件方便从凸模或凹模上脱出,压铸模具中需要设置脱模机构。推杆脱模机构需要借助开模时候的力量去驱动脱模的装置完成脱模这一动作,同时在选择顶出位置的时候最好设立在铸件的内部这些对外观造成不了太大影响的位置。基于以上原则,选用推杆推出结构作为脱模机构类型。
3.3 抽芯机构的设计
本产品有一侧孔需要抽芯,采用侧抽芯方式,具体设计如下:
①脱模机构行位及其组件的性能要求:1)耐磨性:滑块表面硬度必须大于HRC50,以保证其耐磨性能;2)加工性:除行位以外的零件都是单一简单结构零件,热处理变形小,可加工性优异。而行位的成型部分可以通过电火花加工,其余结构对于传统加工也容易保證其加工精度;3)配合要求:行位与压板有相对运动,其配合采用H7/f7的间隙配合。与下模镶件的配合以保证不溢料尽量保证动作稳定灵活。详细见模具总装的配合要求。
②设计采用斜导柱侧向分型机构。其由五个部分组成:斜导柱、楔紧块、挡块和弹簧、滑块导向块、侧抽芯及滑块等。
③斜导柱侧向分型机构主要设计技术参数。
α为斜导柱的倾角:15°<α<25°,抽芯距M为胶件侧向凹凸深度为+(1.5~5)mm,铸件抽芯距离为41mm,加上安全距离则设计实际需要抽芯距离约为45mm。斜导柱的长度L,查模具制造技术得公式:L=M/sinα+H/cosα (式4),计算得出L=170mm。
4 压铸机的选择与依据
本文设计的真空泵壳体的压铸模具所选择的压铸机类别是卧式冷式压铸机,主要原因是常用的压铸机大致为冷压式和热压式,由于热式压铸机并不适合本次设计采用的锌合金材料的制造,所以选择冷压式相对更好。其中冷压式压铸机又大致分为卧式冷式压铸机和立式冷式压铸机,其中卧式与立式相比,卧式相较于来说操作更为简单,这样能提高生产效率,而且卧式一般都会有偏心与中心的两个浇注位置,这样可以方便随意调节浇铸位置。
4.1 主涨型力的计算
4.2 计算锁模力
根据锁模力计算公式:F锁?叟K(F主+F分)(式6)。式中F锁为压铸机应有的锁模力(kN),为安全系数(取k=1.25),F主为主胀型力、铸件在分型面上的投影面积,包括浇注系统、溢流、排气系统的面积乘以比压(kN)本次设计取零件的三分之一。F分为分胀型力,作用在滑块锁紧面上的法向分力引起胀型力之和(kN),计算得出:F锁?叟K(F主+F分)=1.25×(541.15+0.33×545.15)=901.3kN
4.3 确定型腔数选择压铸机
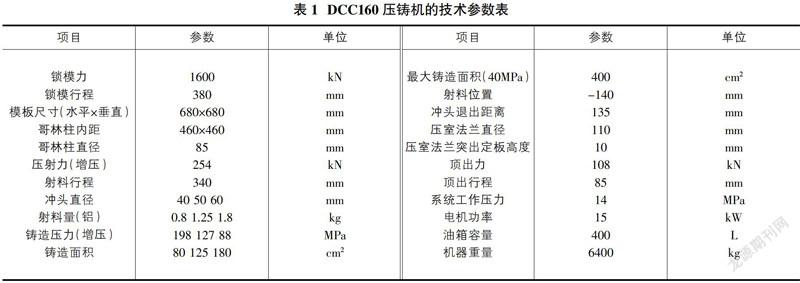
根据计算出来锁模力的数据,选用锁模力为1600kN的DCC160型卧式冷室压铸机。表1就是压铸机的技术参数。
5 结语
本文应用数字化技术进行压铸模具设计与制造,可更好地对产品外形、模具结构、成形工艺等进行优化,以适应商用车目前快速发展的市场需求,通过缩短模具设计与制造周期,保证产品质量的前提下,大大降低工厂生产成本。运用该方法设计出的真空泵泵体模具,调试生产出的铸件,质量优良,缩短了其在汽车领域应用的开发周期,达到企业降本增效的目的。
参考文献:
[1]李金友.压铸模具3D设计与计算指导[M].北京:化学工业出版社,2010.
[2]胡滨铠,林明山.锌合金手表壳体数字化压铸模具设计[J].特种铸造及有色合金,2019,39(10):1094-1096.
[3]铸造工程师手册编写组编.铸造工程师手册[M].北京:机械工业出版社,2003.
[4]朱磊,林红旗,李冀刚,魏二平.薄壁锌合金箱罩金属型铸造模具设计[J].铸造技术,2018,39(03):597-600.
[5]李弘英,赵成志.铸造工艺设计[M].北京:机械工业出版社, 2005.
[6]朱超,韩雄伟.锌合金压铸模具浇注系统改进设计[J].特种铸造及有色合金,2015,35(02):164-166.
猜你喜欢
汽车观察(2020年4期)2020-05-27
发明与创新·中学生(2019年9期)2019-09-12
造纸信息(2019年7期)2019-09-10
汽车与安全(2019年3期)2019-06-21
汽车与安全(2019年12期)2019-05-14
知音励志·社科版(2016年11期)2016-12-20
知音励志·社科版(2016年8期)2016-11-05
科技视界(2016年18期)2016-11-03
建筑工程技术与设计(2015年20期)2015-10-21
汽车之友(2014年21期)2014-11-03