
不同保护气体对无磁钢20Mn23AlV焊接接头组织及力学性能的影响
2021-09-10 07:22:44陈丽园郭瑞青郝晓卫侯金柱孙逸凡
电焊机 2021年4期
陈丽园 郭瑞青 郝晓卫 侯金柱 孙逸凡

摘要:采用φ(Ar)97%+φ(CO2)3%和φ(Ar)97.5%+φ(CO2)2.5%两种保护气体对厚12 mm的20Mn23AlV无磁钢板进行焊接,对比不同保护气体下20Mn23AlV无磁钢焊接接头的显微组织及力学性能。结果表明:采用φ(Ar)97.5%+φ(CO2)2.5%保护气体焊接的试板焊缝表面成形更优,焊缝内部气孔少;两种保护气体下的焊接接头都具有良好的塑性、韧性及抗拉强度,φ(Ar)97.5%+φ(CO2)2.5%保护气体下的接头的抗拉强度略大,焊缝组织为白色的奥氏体基体+δ铁素体。综合来看,采用φ(Ar)97.5%+φ(CO2)2.5%保护气体更为合理,满足无磁钢焊接生产要求。
关键词:无磁钢20Mn23AlV;焊接接头;力学性能;保护气体
中图分类号:TG444+.72 文献标志码:A 文章编号:1001-2003(2021)04-0086-04
DOI:10.7512/j.issn.1001-2303.2021.04.17
0 前言
20Mn23AlV无磁钢属Fe-Mn-Al-C系列奥氏体,其组织稳定、塑性好、韧性高、加工硬化倾向大、受热膨胀系数大、磁导率低而电阻率高,在磁场中的涡流损耗极小,现已广泛应用于许多电气产品中。无磁钢焊接时的收缩应力及收缩率比碳钢大,产生热裂纹的倾向也大,并且含有Al元素,故容易出现气孔。目前还没有针对无磁钢的成熟的焊接工艺及专用焊接材料,通常采用不锈钢焊接材料。ER307Si不锈钢焊丝锰含量高,故裂纹敏感度低,适用于无磁钢等难以焊接的钢材[1-5]。文中采用MAG焊,分别在φ(Ar)97%+φ(O2)3%和φ(Ar)97.5%+φ(CO2)2.5%保护气体下对厚度12 mm的20Mn23AlV无磁钢板进行焊接,对比两种焊接接头的显微组织及力学性能,以期为20Mn23AlV无磁钢板焊接提供参考。
1 试验材料及方法
1.1 试验材料
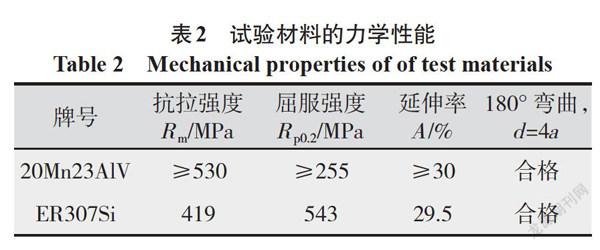
试验母材为20Mn23AlV无磁钢,焊丝选用的是ER307Si。母材及焊丝的化学成分和力学性能分别如表1、表2所示。
1.2 焊接工艺试验
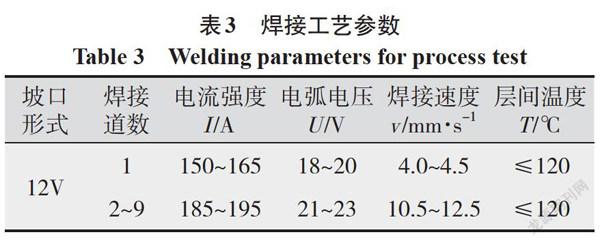
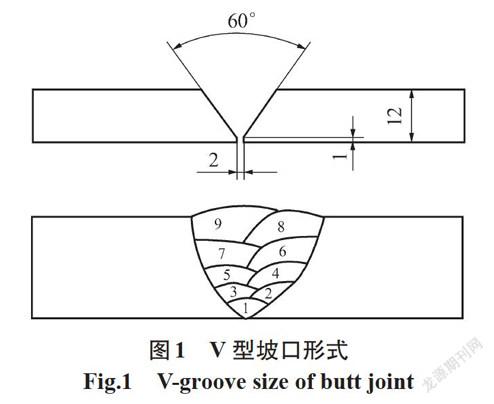
焊接设备采用Panasonic YD-350GM3焊机,MAG焊,坡口形式为12V,60°坡口,钝边2 mm。焊接位置为平焊,保护气体选用φ(Ar)97%+φ(O2)3%和φ(Ar)97.5%+φ(CO2)2.5%,气体流量为18 L/min。由于无磁钢20Mn23AlV电阻率大、热导率低,故焊接时焊缝金属流动性差。另外,焊接气相中的氢能大量溶解于液态Al,且易导致焊缝出现气孔。故采用脉冲、大电流、快速焊接,每一道焊缝必须足够薄,层间必须打磨、清理干净,避免气孔产生。焊接工艺参数如表3所示,坡口形式如图1所示。
1.3 试验方法
试板焊接完成后根据ISO 15614-1《金属材料焊接工艺规程和评定—焊接工艺试验—第一部分:钢的电弧焊和气焊以及镍及其合金的电弧焊》标准要求进行相关检测。首先进行无损检测(外观检测、渗透检测、射线检测),然后进行拉伸(ISO 4136)、弯曲(ISO 5173)、金相、硬度(ISO 9015)等破坏性试验。
2 试验结果及分析
2.1 无损检测试验
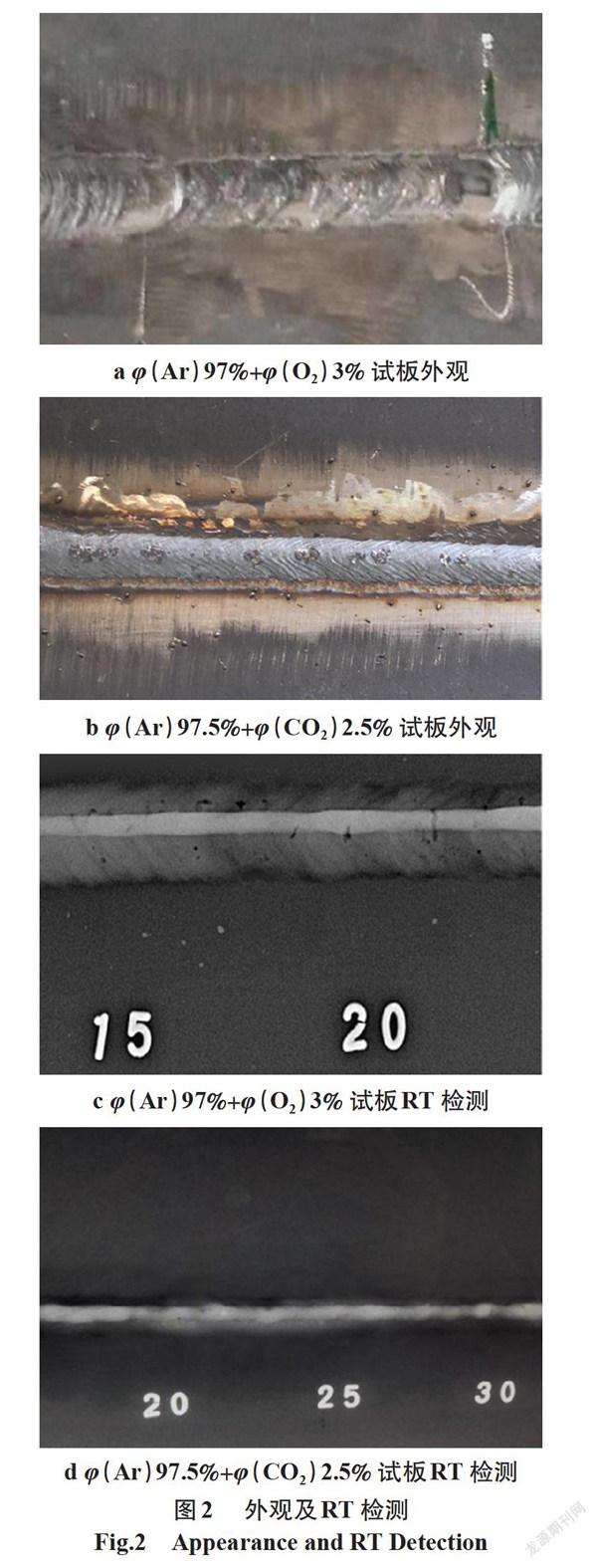
不同保护气体焊接接头试板外观及RT检测结果如图2所示。由图2a、2b可知,采用φ(Ar)97.5%+φ(CO2)2.5%保护气体的试板焊缝表面成形更优,这是由于O2含量多,极易和Mn、Al等元素发生氧化反应,使表面发黑,氧化物、夹杂增多。由图2c、2d可知,采用φ(Ar)97%+φ(O2)3%保护气体的试板焊缝内部存在大量气孔,而采用φ(Ar)97.5%+φ(CO2)2.5%保护气体的试板焊缝内部气孔较少。
2.2 拉伸试验
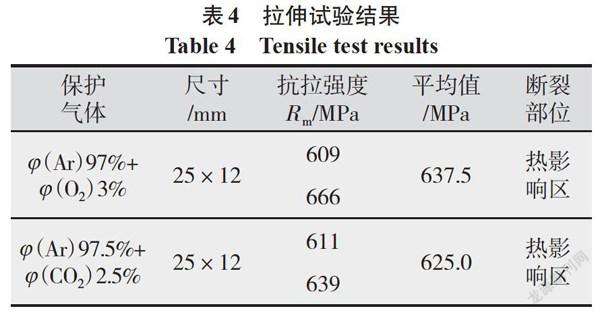
使用EV45.305电子拉伸试验机分别对采用两种保护气体的20Mn23AlV无磁钢对接试板焊接接头进行拉伸试验,结果如表4所示。两种试板的焊接接头抗拉强度均高于母材(≥530 MPa),都具有良好的抗拉强度。
2.3 弯曲试验
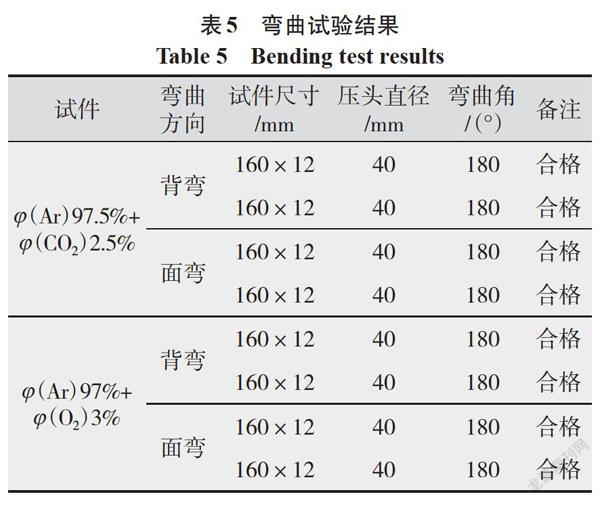
根据标准ISO 15614-1《金属材料焊接工艺的规范和评定—焊接工艺试验—第 1 部分:钢的电弧焊和气焊以及镍及其合金的电弧焊》,采用2个面弯试样,2个背弯试样,试验环境温度为23 ℃。试验结果表明:不同保护气体条件下,焊接接头弯曲试件都经过180°的弯曲变形,并且在试件的外表面和侧面均未发现裂纹,说明采用不同保护气体得到的焊接接头均满足标准要求,都具有良好的塑性和延展性。弯曲试验结果如表5所示。
2.4 硬度试验
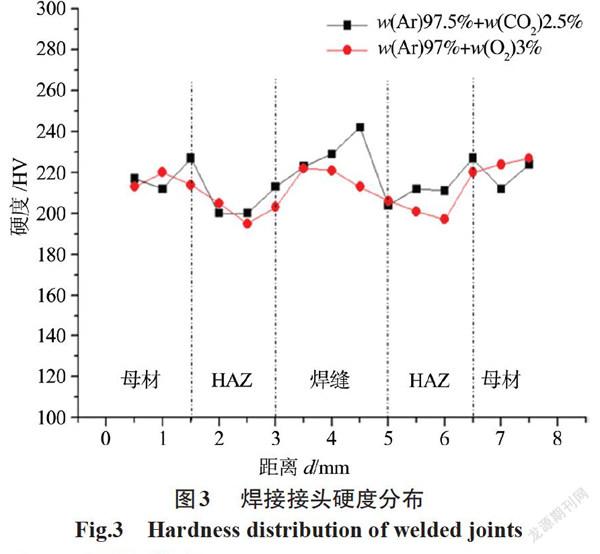
试验采用EV800数字式维氏硬度计,硬度试样母材和焊接接头区域步长选用500 μm,载荷为500 gf,加载15 s。焊接接头硬度分布如图3所示,可以看出,两种保护气体条件下获得的焊接接头的硬度分布相差不大,焊缝的硬度最高,母材次之,热影响区最低。这是由于焊缝显微组织由奥氏体、骨骼状δ铁素体组成,晶粒均匀细小,故硬度值高;热影响区组织形态与母材相同,都是单一的奥氏体,只是晶粒受热长大,所以热影响区的硬度低于母材。
2.5 金相试验
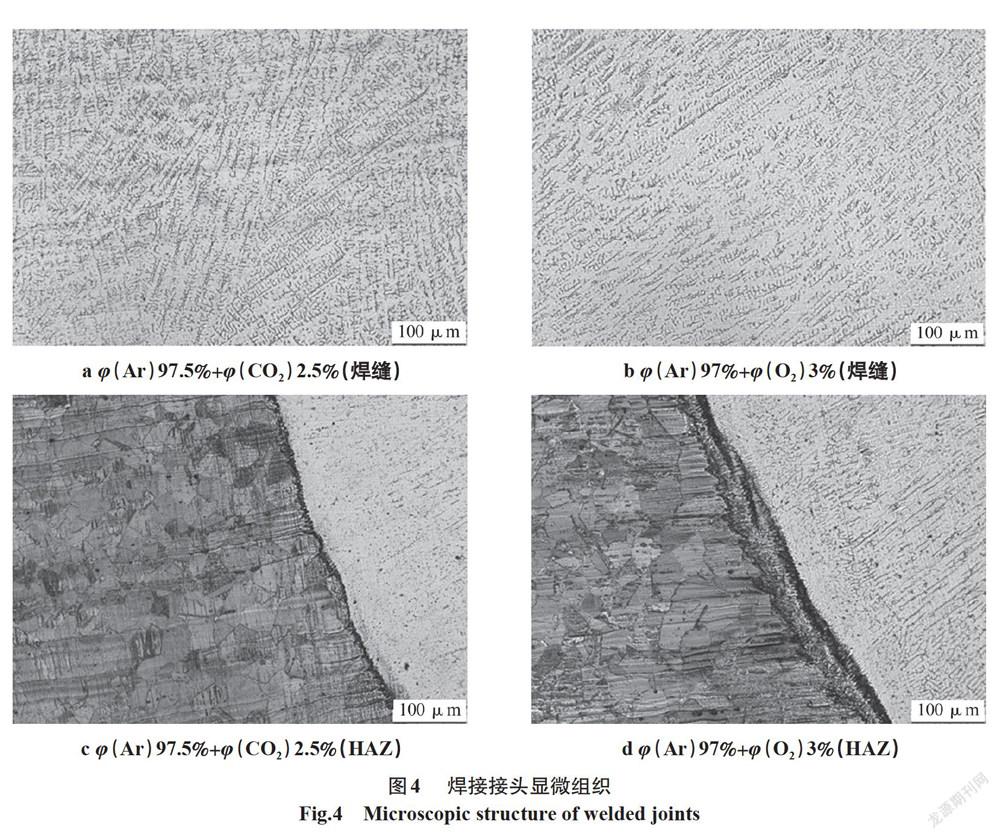
采用两种保护气体焊接的20Mn23AlV无磁钢焊接接头区显微组织如图4所示。由图4a、4b可知,焊缝的显微组织由奥氏体和骨骼状δ铁素体组成,δ铁素体分布于奥氏体基体中。可以看出,不同保护气体对20Mn23AlV无磁钢焊缝的组织形态影响不大。图4c、4d为20Mn23AlV无磁钢熔合区显微组织。热影响区组织与焊缝组织以一条清晰的熔合线为分界线,熔合线右侧为焊缝区,组织在垂直于熔合线方向先以柱状晶的形式向焊缝中心区域生长,熔合线左侧为热影响区,组织为晶粒粗大的奥氏体和呈带状分布的铁素体组织。采用φ(Ar)97.5%+φ(CO2)2.5%保護气体的接头的熔合区宽度较窄、晶粒较小。不同保护气体对20Mn23AlV无磁钢熔合区的组织形态影响不大。这是因为20Mn23AlV无磁钢是单一奥氏体组织,没有组织转变,除了过热区晶粒有所长大外,热影响区组织形态与母材相同。
3 结论
(1)采用φ(Ar)97.5%+φ(CO2)2.5%保护气体焊接的试板焊缝表面成形良好,且气孔相比φ(Ar)97%+φ(O2)3%保护气体的减少。
(2)φ(Ar)97.5%+φ(CO2)2.5%保护气体所获焊接接头的抗拉强度略大于φ(Ar)97%+φ(CO2)3%保护气体的,弯曲试验均合格、未出现裂纹。
(3)两种保护气体下焊接接头的硬度分布相差不大,焊缝的硬度最高,母材次之,热影响区最低。
(4)不同保护气体对20Mn23AlV无磁钢焊缝的组织形态影响不大,焊缝的显微组织由奥氏体和骨骼状δ铁素体组成,δ铁素体分布于奥氏体基体中;采用φ(Ar)97.5%+φ(CO2)2.5%保护气体焊接的接头熔合区宽度较窄,晶粒较小。
参考文献:
张敏,张涛,王莹,等.不同焊接方法下20Mn23Al无磁钢焊接接头的显微组织与性能[J].机械工程材料,2018,42(11):22-27.
殷荣幸. 20Mn23Al无磁钢与Q235低碳钢的埋弧焊焊接工艺[J].热加工工艺,2011,40(19):156-157.
李创基. 20Mn23Al无磁钢焊接专用焊条[J].焊接,2004(11):46-47.
刘顺洪,余圣甫,胡乾午,等. 20Mn23Al钢及其异种钢焊接性能研究[J].新技术新工艺,1998(2):3-5.
李立新. 20Mn23Al无磁钢的焊接[J].变压器,1996(2):24-26.
收稿日期:2020-07-25;修回日期:2021-01-10
作者简介:陈丽园(1984—),女,硕士,高级工程师,主要从事焊接工艺及研究工作。E-mail:c-l-yuan@163.com。
通讯作者:孙逸凡(1996—),男,在读硕士,主要从事轨道交通关键材料连接的研究。E-mail:1377748054@qq.com。
猜你喜欢
材料科学与工程学报(2022年4期)2022-08-25 08:51:08
山东冶金(2022年3期)2022-07-19 03:24:54
理化检验(物理分册)(2022年3期)2022-03-31 07:07:48
科学技术创新(2021年13期)2021-05-16 10:33:28
防爆电机(2020年4期)2020-12-14 03:11:08
压力容器(2019年1期)2019-03-05 11:12:06
微特电机(2019年1期)2019-02-25 02:09:44
四川冶金(2018年1期)2018-09-25 02:39:24
焊接(2015年2期)2015-07-18 11:02:38
上海电机学院学报(2015年4期)2015-02-28 14:30:01
