
电力机车转向架组装台车动力改造设计方案
2021-09-10 19:54张晓政牛森
家园·电力与科技 2021年5期
张晓政 牛森
摘要:现有转向架组装台车通过人工推动移动至不同车间工位进行电力机车转向架组装工序,通过本方案设计、工装改造,经过现场验证,完全可以满足生产需要。
关键词:电力机车;转向架组装台车;电机;传动比;蓄电池
1引言
转向架车间建设转向架组装精益生产示范线的过程中,需将转向架组装台车(图一)从驱动单元摆放工位发运至轉向架落成工位,以及转向架落成后发送下工位,提出了转向架组装台车动力的需求,将现有转向架组装台车通过增加电机、齿轮、蓄电池等部件达到可自动移动的功能。
2改造方案总体设计
2.1改造内容
改造方案为:增加电机、减速器、主动链轮、从动链轮等部件,使用链传动,采用蓄电池供电,工装更改具体见图二、图三。
2.2改造指标
通过现场调研及计算确定改造的各项指标:
①转向架组装台车的行进速度:0.2m/s;
②转向架组装台车的牵引力:500kg(通过拉力计测量为270kg);
③动力轮安置在中间轴右侧位置;
④蓄电池尽量安置在车架内部,避免安全隐患,容量至少满足使用两周(使用时间:2min/次×2.5次/天×14天=72min(1.2h));
⑤电机应该带有制动功能,同时在不供电的情况下,电机可以自由旋转,不得应外部旋转损伤电机。
2.3计算说明
2.3.1电机参数计算
指标:转向架组装台车行进所需牵引力500kg。
根据组装台车前进的需求,可计算所需电机的功率[1]:
2.3.2.减速机及链轮计算
指标:①电机转速:1500r/min;
②组装台车行进速度:0.2m/s;
③组装台车主动轮直径:300mm。
可算得 [1]
采用两级减速:一级有减速器完成,一级有链轮传动完成。
根据机械设计手册链轮传动设计计算推荐选择主动链轮齿数Z1=17、从动链轮齿数Z2=34、传动比i=2、链号选择16A,链轮中心距350mm、链条节数54、链条排数1排。
链轮安全校核
已知:16A链号极限拉伸载荷Qmin=55.6KN、节距P=25.4mm、电机效率η=0.8
计算链条拉力 [1]
由于链速V<0.6m/s是低速链传动,其主要失效形式是链条的静拉断,故安全系数应S≥[S]=3~6
校核安全系数 ≥[S][1]
结果满足要求,链条故能够安全使用。
主动链轮与减速机用M12×40螺栓紧固;从动链轮与车轮用M12×60螺栓紧固。
2.3.3蓄电池计算
指标:①电机电压48V;
②至少能够使用两周(使用时间:2min/次×2.5次/天×14天=72min(1.2h))。
电池组的理论电瓶容量为1500W*1.2h=1800 Wh=1800 VAh
电池组的理论额定电量为1800 VAh /48V=37.5 Ah
电池组的实际额定电量为 37.5 Ah*1.5=56.5 Ah
2.3.4.动力部分接线
指标:电路系统布线位置以及方法应符合安全管理要求(图四)。
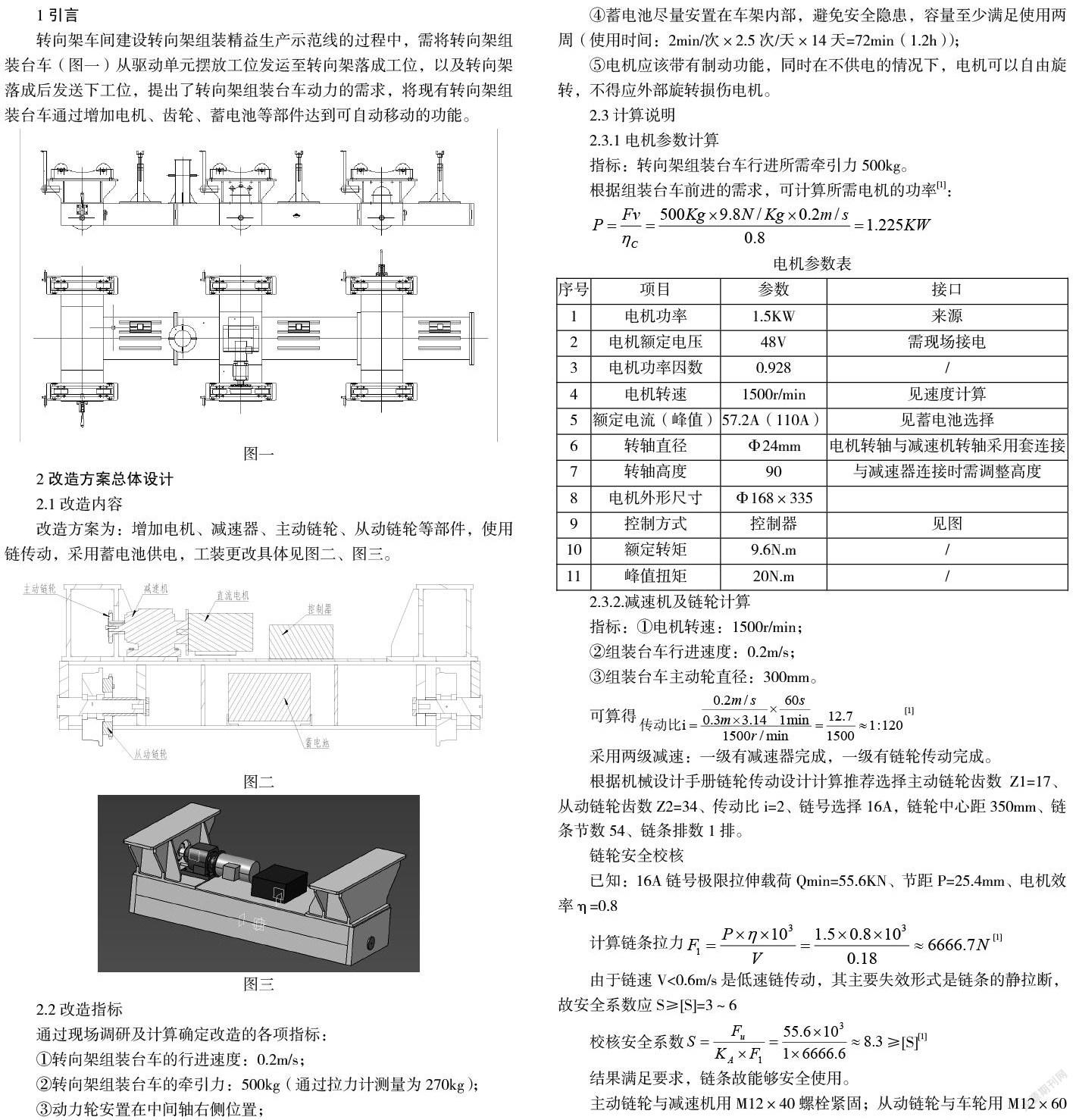
2.3.5制动
指标:①转向架组装台车应有制动系统。
制动装置(图五)安置在转向架组装台车一、三轴左右两侧位置。
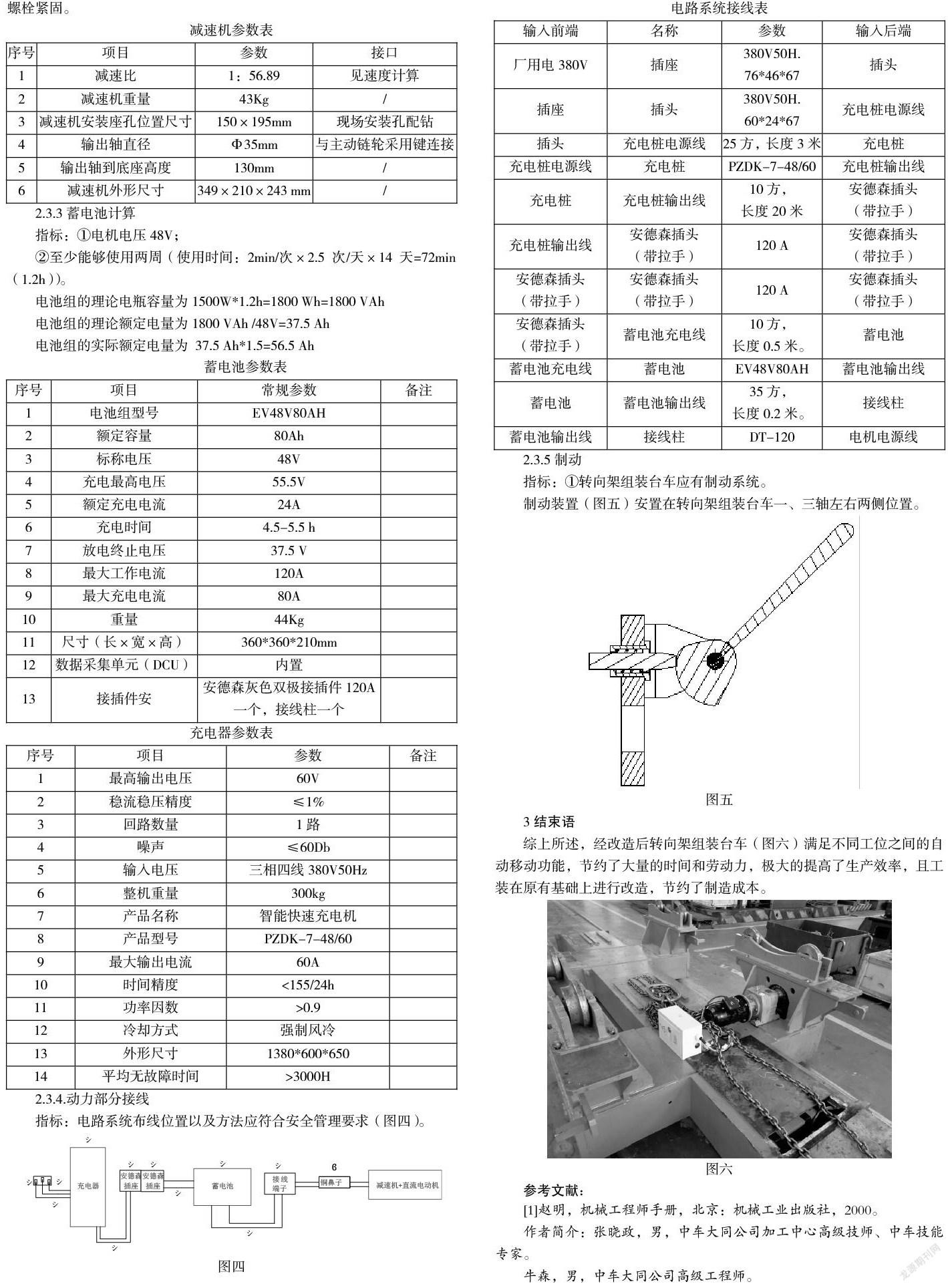
3结束语
综上所述,经改造后转向架组装台车(图六)满足不同工位之间的自动移动功能,节约了大量的时间和劳动力,极大的提高了生产效率,且工装在原有基础上进行改造,节约了制造成本。
图六
参考文献:
[1]赵明,机械工程师手册,北京:机械工业出版社,2000。
作者简介:张晓政,男,中车大同公司加工中心高级技师、中车技能专家。
牛森,男,中车大同公司高级工程师。
猜你喜欢
信息技术时代·上旬刊(2020年1期)2020-09-10
红领巾·探索(2020年2期)2020-05-19
汽车与驾驶维修(维修版)(2019年4期)2019-09-10
电脑报(2019年10期)2019-09-10
消费导刊(2019年6期)2019-08-22
中国高新技术企业(2017年3期)2017-03-30
发明与创新·大科技(2016年11期)2016-11-19
航空模型(2016年1期)2016-03-01
股市动态分析(2015年24期)2015-09-10
共产党员·上(2014年1期)2014-01-22
