某制茶公司生产废水处理工程实例
2021-09-07 08:56:42周焕勇夏君
工业用水与废水 2021年4期
周焕勇, 夏君
(贵州中车绿色环保有限公司, 贵阳 550081)
贵州某制茶公司主要从事茶与草本植物的精深加工业务, 以鲜茶叶及草本植物(如三七、 桂花、金银花等)为原料, 开发具有特定保健功效的植物活性成分, 以植物活性成分为基础, 设计、 开发健康食品饮品和功效化妆品, 工艺过程主要包括摊青、 粉碎、 萃取、 膜分离与浓缩等。 该企业生产废水来源较为复杂, 主要由膜分离截留液废水、 膜清洗废水、 设备及车间冲洗水、 研发中心废水组成。由于生产废水COD 含量高、 色度高, 若不加以处理直接排放, 将严重污染周围水环境。 通过对生产废水进行水质分析并结合国内外处理技术, 确定采用气浮-厌氧折流反应器(ABR)-A/O-MBR 组合工艺对生产废水进行处理, 产生的污泥用板框压滤机处理, 臭气采用UV 高效光解废气净化装置进行处理, 出水达到GB 8978—1996《污水综合排放标准》一级标准后排入市政污水井。
1 设计进出水水质
生产废水由截留液废水、 膜清洗废水、 设备及车间冲洗水、 研发中心废水等4 股废水组成, 截留液废水为陶瓷膜微滤、 管式膜超滤分离、 浓缩工序产生的截留液, 排放量为34 m3/d; 膜清洗废水包括膜酸洗废水、 膜碱洗废水和膜透析废水, 产生量为46 m3/d; 设备及车间冲洗水为项目车间及设备冲洗废水, 排放量为150 m3/d; 研发中心废水为研发中心在试验过程中产生的废水, 排放量为8 m3/d。 每天废水产生量约为238 m3, 设计余量为20%,设计进水量为285 m3/d。
根据当地环保局要求, 出水应达到GB 8978—1996一级标准后排入市政污水井。 综合各组成废水水质及出水标准, 设计进出水水质如表1 所示。

表1 设计进出水水质Tab. 1 Design influent and effluent water quality
2 处理工艺流程
废水COD 和SS 浓度较高, 高SS 对生化法去除COD 影响较大, 同时去除COD 和SS 成为本工程的难点。 进水m(BOD5)/m(COD)值为0.5, 可生化性好, 且来水COD 质量浓度达到4 000 mg/L,属于有机物浓度较高的废水, 因此宜采用厌氧及好氧生化法作为主体处理工艺; 但因为SS 浓度高,对生化系统影响较大, 所以采用预处理工艺(浅层气浮)与生化法相结合, 先去除废水中的SS, 再对COD 和氨氮进行梯度降解, 以满足出水要求。
主要处理工艺选择如下:
(1) 预处理工艺。 由于生产废水主要由设备及车间冲洗水、 膜清洗废水及截留液废水组成, 其中含有大量的茶叶及草本植物残渣, 这些悬浮物密度小、 含量高, 因此采用浅层气浮作为预处理工艺,可大量去除生产废水中的悬浮物及其产生的COD。
(2) 厌氧生化工艺。 厌氧生化工艺主要有EGSB、IC、 UASB、 ABR 等, 由于本项目要求所有废水处理装置均设置在地下, 而EGSB、 IC、 UASB 等厌氧反应器设备的高度大, 全建在地下工程难度大、费用高, 因此选择装置高度相对较低的ABR 厌氧反应器。 ABR 是一个由多隔室组成的高效反应器,具有水力条件好、 生物固体截留能力强、 微生物种群分布好、 结构简单、 启动较快及运行稳定等优良性能[1], 适合处理水质变化较大的废水。 利用ABR将废水中不易降解的难生化的大分子有机物, 水解成易生化的小分子有机物, 一方面降低了污染负荷, 另一方面提高了废水的可生化性[2-3], 从而提高后续好氧处理对COD 的去除率。
(3) 好氧生化工艺。 好氧生化工艺主要有氧化沟、 SBR、 A2/O、 A/O 工艺等, 本项目处理规模小,不宜采用氧化沟及SBR 法, 同时废水中氨氮含量高、 总磷含量极少, 因此选择A/O 工艺作为本项目的好氧生化工艺。 A/O 工艺固液分离主要采用二沉池及MBR 工艺, 由于本装置占地面积小、 A/O池高度低, 为了提高A/O 污泥浓度、 处理负荷及固液分离效果, 采用MBR 法作为A/O 的固液分离。 MBR 作为一种生物技术与膜技术相结合的高效生化水处理技术, 因其污染物去除效率高、 净化水质好、 水质稳定和净化水宜于回用等特点[4-5]而广受关注。 MBR 结合了生物处理技术与膜分离技术的特点, 在有机物降解和脱氮除磷等方面发挥出独特的技术优势, 使得出水水质更加稳定优越[6-7]。
最终本项目采用气浮预处理-ABR 厌氧处理-A/O 好氧处理-MBR 工艺对废水进行处理, 工艺流程如图1 所示。

图1 废水处理工艺流程Fig. 1 Process flow of wastewater treatment
3 主要构筑物及设备参数
(1) 调节池。 1 座, 钢筋混凝土结构, 尺寸为15.0 m × 5.0 m × 4.5 m, 有效容积为300 m3, HRT为24 h。 内置QJB0.85/8-260/3-740S 型潜水搅拌机2 台, 功率为0.85 kW; 提升泵2 台(1 用1 备),流量为15 m3/h, 扬程为15 m, 功率为1.5 kW。
(2) 浅层气浮。 处理水量为12 m3/h, 1 座, 碳钢材质, 尺寸为φ3.0 m×1.0 m, 有效水深为0.7 m,HRT 为0.58 h, 表面负荷为1.7 m3/(m2·h), 回流比为50%~100%。 主电机功率为0.75 kW, 刮渣机功率为0.75 kW, 溶气水泵功率为1.5 kW, 空压机功率为0.75 kW, 配有PAC 及PAM 投加系统各1 套。
(3) ABR 反应器。 2 座, 钢筋混凝土结构, 单座尺寸为10.0 m × 5.0 m × 5.5 m, 单座分为4 格,尺寸分别为3.0 m×5.0 m×5.5 m、 3.0 m×5.0 m×5.5 m、 2.0 m × 5.0 m × 5.5 m、 2.0 m × 5.0 m × 5.5 m, 有效容积为250 m3, 隔室上升流速为1.2 m/h,HRT 为40 h, 容积负荷为1.37 kg[BOD5]/(m3·d),配套φ100 mm ABS 弹性生物填料300 m3, 设置温度在线分析仪、 pH 在线分析仪及ORP 在线分析仪。
(4) A 池。 1 座, 钢筋混凝土结构, 尺寸为5.0 m×5.0 m×4.5 m, 有效容积为100 m3, HRT 为8 h, 污泥质量浓度为3 000 mg/L, 设计BOD5污泥负荷为0.2 kg[BOD5]/(kg[MLSS]·d), 溶解氧质量浓度控制在0 ~0.5 mg/L, 混合液回流比为100%~300%。 内置QJB0.85/8-260/3-740S 型潜水搅拌机1 套, 功率为0.85 kW。
(5) O 池。 1 座, 钢筋混凝土结构, 尺寸为10.0 m×5.0 m×4.5 m, 有效容积为200 m3, HRT 为16.5 h, 污泥质量浓度为3 000 mg/L, 设计BOD5污泥负荷为0.3 kg[BOD5]/(kg[MLSS]·d), 溶解氧质量浓度控制在2 ~5 mg/L。 内置管式曝气器30 根, 尺寸为φ94 mm × 1 000 mm; 配套罗茨风机2 台(1用1 备), 风量为4.17 m3/min, 风压为0.05 MPa,功率为5.5 kW; 设置溶解氧在线分析仪。
(6) MBR 反应池。 1 座, 钢筋混凝土结构,尺寸为5.0 m × 4.0 m × 4.5 m, 有效容积为80 m3,内置PVDF 中空纤维膜2 组, 膜通量为15 L/(m2·h), 总面积为1 000 m2。 设管式曝气器15 根, 尺寸为φ94 mm×1 000 mm; 罗茨风机1 台, 风量为4.17 m3/min, 风 压 为0.05 MPa, 功 率 为5.5 kW;产水泵2 台(1 用1 备), 流量为15 m3/h, 扬程为20 m, 功率为2.2 kW; 污泥回流泵2 台(1 用1 备), 流量为20 m3/h, 扬程为7 m, 功率为1.5 kW; 反洗泵2 台(1 用1 备), 流量为20 m3/h, 扬程为20 m,功率为2.2 kW; 次氯酸钠投加装置1 套。
(7) 污泥处理系统。 污泥池1 座, 钢筋混凝土结构, 尺寸为2.0 m×2.0 m×3.5 m。 选用2 台污泥泵(1 用1 备, 流量为5 m3/h, 扬程为100 m, 功率为5.5 kW), 将污泥抽至隔膜式板框压滤机(过滤面积为50 m2)进行脱水, 泥饼外运处理。
(8) 除臭装置。 采用UV 高效光解废气净化装置, 1 套, SS304 材质, 处理能力为1 000 m3/h, 尺寸为900 mm×525 mm×670 mm, 功率为1.28 kW。
4 设计特点
(1) 该项目生产废水进水量小、 有机物浓度较高, 采用气浮预处理大量降低了废水中的悬浮物,同时降低了BOD5、 COD、 色度等污染物, 减少运行成本。 通过ABR 厌氧处理可去除大部分COD,提高废水可生化性。 A/O-MBR 膜处理利用好氧活性污泥将废水中的有机物、 氨氮、 悬浮物等进一步去除, 出水满足GB 8978—1996 一级标准要求。
(2) 装置基本设置在地下, 生产中产生的臭气单独收集后进入UV 高效光解废气净化装置进行处理, 整套装置无异味, 保证了厂区的清洁生产。
5 运行效果
调试期间接种的厌氧及好氧污泥均来自市政污水处理厂活性污泥, 经过65 d 调试, 装置达到设计负荷, 出水达到GB 8978—1996 一级标准, 各工段处理效果见表2。
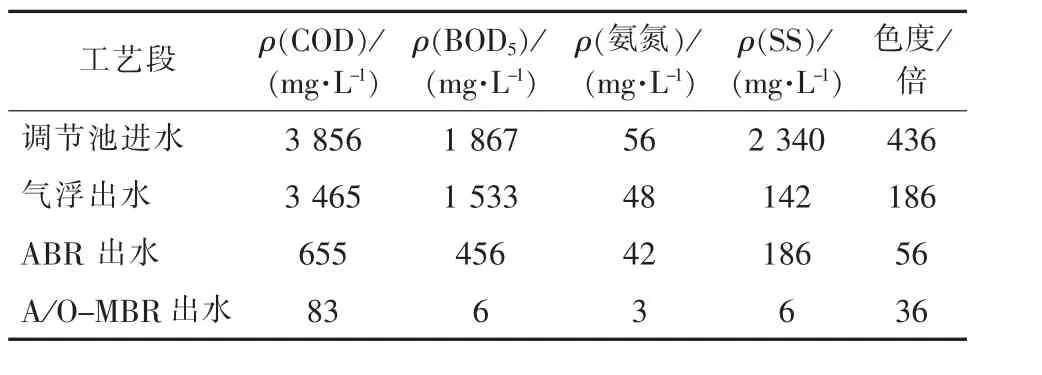
表2 各主要处理单元出水水质Tab. 2 Effluent water quality of each main treatment unit
由表2 可知, 采用浅层气浮-ABR-A/O-MBR工艺对废水进行处理时, 气浮运行较为关键, 直接影响到各项出水指标, 在项目调试初期, 溶气水释放头孔距较小, 运行中经常出现堵塞, 影响生化系统的调试效果, 后更换为较大孔距(5 mm)的释放头得以解决。 系统整体运行及出水水质稳定, COD、BOD5、 氨氮、 色度、 SS 去除率分别达到97.84%、99.73%、 94.62%、 91.74%、 99.74%, 出水水质均满足GB 8978—1996 一级排放标准。
6 技术经济分析
该项目总投资约为500 万元。 运行电费为0.87元/m3, 药剂费约为0.32 元/m3(含PAC、 PAM、 次氯酸 钠 的 费 用), MBR 膜 更 换 费 用 为0.49 元/m3,人工费为1.20 元/m3, 总运行费用为2.88 元/m3。
7 结语
(1) 草本植物深加工生产废水水质比较恶劣,COD 和SS 含量高, 采用浅层气浮预处理-ABR-A/O-MBR 组合工艺对其进行处理是可行的, 出水水质稳定达到GB 8978—1996 一级标准。 该工艺运行稳定, 处理效果好, 维护简单。
(2) MBR 膜深度处理可以很好地控制出水SS浓度, 并避免了污泥膨胀导致出水不达标等风险。
猜你喜欢
潍坊学院学报(2020年2期)2021-01-18 07:02:00
科学(2020年6期)2020-02-06 08:59:58
少儿美术(2019年1期)2019-12-14 08:01:32
小哥白尼(趣味科学)(2018年6期)2018-09-14 06:10:58
中学生数理化·高一版(2018年6期)2018-07-09 06:00:52
中学生数理化·高一版(2017年10期)2017-12-19 12:16:52
中国资源综合利用(2016年3期)2016-01-22 07:28:17
环境科技(2015年3期)2015-11-08 12:08:34
环境科技(2015年4期)2015-11-08 11:10:48
专用汽车(2015年2期)2015-03-01 04:06:52