
一种增压缸及其制造工艺
2021-09-07 03:41闫金良余志海
锻压装备与制造技术 2021年4期
闫金良,余志海,董 娜
(合肥合锻智能制造股份有限公司,安徽 合肥 230601)
本文所研究增压缸采用单动式增压器提供成型用内高压,根据帕斯卡能量守衡原理,利用低压腔(A腔)与高压腔(B 腔)活塞面积不同进行增压,因为压力不变,当受压面积由大变小时,则压强也会随受压面积大小不同而变化,从而达到将压力提高到数十倍的压力效果,低压腔(A 腔)与高压腔(B 腔)活塞面积之比,即增压倍数。如图1 所示。

图1 增压缸
低压腔(A 腔)液体介质为液压油,高压腔(B 腔)液体介质为乳化液,最高设计压力可达400MPa。高压出口装有压力传感器,可以检测压力。低压腔油缸为高精度伺服油缸,内置高精度磁致伸缩数字位移传感器,低压腔安装有比例方向阀,通过比例方向阀实现压力伺服控制。补液端来自于水压系统,内置高性能单向阀,保证充液成形压力和补液回路的有效隔离。
高压缸体是增压缸设计制造的难点之一。B 腔(高压腔)可达到400MPa 的压力,要求增压缸的高压缸体必须有较高的强度。高压缸体由三层缸体组合而成,外层采用优质合金钢,经调质处理来提高整体力学性能,中间层采用优质合金钢,并经淬火处理来提高腔体强度,中间层与外层配合面采用大过盈量的配合方式,利用外层缸的“抱紧力”来给中间层缸提供预应力以抵抗高压腔的高压力,高压缸两端采用组合密封圈,中段采用硬铝套来挡压组合密封圈,组合密封圈两端用压盖压紧定位来达到密封要求,硬铝套与内腔采用过盈配合。如图2 所示。采用三层通孔缸结构,降低了材料的应力,增加了可靠性,提高了使用寿命。

图2 高压缸体
因为高压缸三层之间均为过盈配合,所以均需要采用特殊方法进行组配,根据三层缸材料的属性不同,外层缸体与中间缸体之间通过热装组合,组合之后再与内层缸冷装组合。
1 热装
1.1 热装前准备工作
首先分别把外缸及内缸进行初加工。外缸内孔及外圆均加工到尺寸,两端留精加工余量;内缸经粗加工后整体淬火处理,淬火硬度在HRC50 以上,淬火前外圆要留出适当精加工余量,以调和工件淬火变形量大和淬火后硬度高而难以加工矛盾,淬火后外圆精加工到尺寸,内孔及两端均留精加工余量(外层缸及内缸等高)。加工完成后,清理干净外层缸及内缸配合表面,复查直径,圆角,倒角等配合尺寸,以备热装。
1.2 热装温度计算
根据外层缸材料的性质,计算出热装所需的温度T
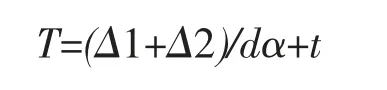
式中:T 为零件所需的热装温度,℃;α 为被加热件的线膨胀系数,见表1;Δ1 为配合件的最大过盈,mm;Δ2 为热装时的间隙,mm,一般取配合直径的0.9‰~1.4‰,取1.4‰;d 为配合直径,mm;t 为室温,取20°。

表1 膨胀系数表
1.3 加热时间和保温时间
零件的加热时间与零件的结构、壁厚、材质,加热方法有关,一般可按零件的壁厚考虑,经验数据是每厚10mm 需15min 的加热时间。
保温与壁厚有关,经验数据是每厚10mm 需保温5min。
1.4 绘制加热保温曲线
绘制保温曲线图如图3 所示。

图3 保温曲线图
1.5 加热方法选择
根据零件外形,可采用电感应加热、电炉加热、煤气炉加热、油箱中加热等方式加热工件。因电感应加热成本较高,而煤气炉加热、油箱中加热无设备及相关经验,结合公司现有设备,采用台式电炉加热。
把外缸放置在工装平台上,工装平台随件外层缸同时进炉加热,零件加热过程中,必须严格按照加热曲线图加热。
1.6 加热后的组装
(1)外层缸加热透后随台车快速开出炉腔,开出后必须经双重检测,以保证热膨胀量达到要求值。首先,用测温枪测出工件温度,检测是否达到要求的加热温度,然后再用热装样板测量孔的胀量。当样板能顺利通过时,才能进行热装。否则要延长加热时间,直到膨胀量达到要求值为止。检测示意及检具图如图4 所示。

图4 检测示意及检具图
其中测量杆的尺寸L 按下式计算:

式中:L 为热装尺寸,mm;d 为配合直径,mm;Δ1为配合件的最大过盈,mm;Δ2为热装时的间隙,mm。
(2)外层缸孔的膨胀量达到要求后要立即进行热装,热装操作者应穿戴好防护用具,动作要快而准确,一次装到底,中途不得停留,如发生故障,不许强迫装入,排除后再热装,热装前最好进行一次预演练。热装完成后自然冷却,以备冷装(注意合金钢材料不能用风吹冷却)。热装示意图如图5 所示。

图5 热装示意图
2 冷装
2.1 冷装前准备工作
把铝套进行初加工,铝套内孔及外圆均加工到尺寸,两端留精加工配车余量,加工完成后,清理干净铝套和已经热装好的缸组件配合表面,复查直径,圆角,倒角等配合尺寸,以备冷装。
2.2 冷装温度计算
冷装温度计算公式:

式中:T 为零件所需的冷装温度,℃;α 为被冷装件的线膨胀系数,见表2;i 为配合件的最大过盈,mm;d为配合直径,mm。

表2 线膨胀系数
2.3 冷却剂的选择
常见的冷却剂有:
(1)干冰——固体二氧化碳,能将零件冷却至零下75℃,因温降低而只适用于过盈小的套类零件。
(2)液态氨,能将零件冷至-120℃,直接同零件接触会腐蚀零件,具有强烈的臭味,影响工人操作。
(3)液态氮,能将零件冷至零下195℃,用它做冷却剂较液态氨稳定,对零件、冷却箱不起腐蚀作用,是理想的冷却剂,我公司具有相应设备及操作经验。
(4)液态氧,能将零件冷至零下180℃,略低于液氮,能助燃不能自燃。
根据步骤2 计算所得温度值,结合各冷却剂的特性及公司现有设备,选用液氮为生产中冷却剂。
2.3 冷却时间计算
冷却时间计算公式:

式中:t 为零件所需的冷却时间,min;α 为与材料有关的综合系数,见表3;δ 为零件最大冷却壁厚,mm。

表3 材料有关的α 综合系数
2.4 冷却后的组装
冷装操作者应穿戴好防护用具,将液态氮从液氮罐中小心地倾注在冷却箱里,用钳子、铁丝或其他工具将铝套放入冷却箱里,透温后用工具取出铝套装入相关孔中,动作要迅速沉着,注意装配的同心性,及时用木锤敲击纠正装配中产生的歪斜,直到冷装到位。冷装示意如图6 所示。

图6 冷装示意图
3 总结
增压缸的制造难点就在增压缸的高压腔三层通孔缸结构的零件加工和组装上,在制造过程中不仅要严格控制零件的外形尺寸,还要控制各零件的整体强度指标,否者将无发满足耐受高压的设计要求;在组装过程中要严格按照热装及冷装工艺组装,否则将造成三层缸之间装配不到位,而又无法拆卸重头再装的尴尬局面,以致造成零件的报废。
增压缸整体组装完成后,需按试压标准对高压腔进行满负载试压。
猜你喜欢
国外核新闻(2022年8期)2022-11-24
传感器世界(2022年4期)2022-11-24
汽车实用技术(2022年19期)2022-10-19
中国科技纵横(2022年1期)2022-03-10
科技创新与品牌(2017年9期)2017-10-20
科技创新与品牌(2017年9期)2017-10-20
现代企业文化·理论版(2017年14期)2017-10-18
山东工业技术(2017年7期)2017-04-10
科技资讯(2016年6期)2016-05-14
试题与研究·中考化学(2015年1期)2015-06-15
