
海洋油气生产平台的上部模块智能制造工艺流程
2021-09-06 07:32闫孟娇李应晓杨立昆
中国海洋平台 2021年4期
闫孟娇,刘 庆,李应晓,杨立昆,刘 婷
(1.中船第九设计研究院工程有限公司 船舶及海洋工程工艺技术研究院,上海 200090;2.海洋石油工程股份有限公司,天津 300191)
0 引 言
海洋强国建设是综合国力提升的必经道路,也是中国特色社会主义事业的重要组成部分。作为深海战略的基础,海洋工程装备,尤其是海洋油气生产平台的上部模块是先进制造技术、自动化技术和信息技术等高新技术应用的综合体,具有高风险、高投入、高收益、高技术和高附加值等特征,产业辐射范围较广,并对国民经济可作出持续贡献[1]。
在海工市场低迷的时期,海工行业的生存和发展需靠自身的核心竞争力,发展智能制造、建设智能工厂是主要及重要的选项。利用信息化手段及自动化装备,将重复性劳作交予机器设备完成,既去除了人为影响因素,又可保证产品质量、提高劳动和生产效率[2]。
海洋油气生产平台上部模块智能制造工艺流程的研究是实现智能化生产的重要基础。本文对海洋油气生产平台上部模块现有工艺流程进行分析,提出智能化建造需求,并对智能制造工艺流程开展分析,优化海洋油气生产平台上部模块建造生产流程,提高生产效率。研究内容可作为海洋油气生产平台上部模块智能制造总体工艺方案的理论依据。
1 传统生产工艺流程
当前海洋平台钢结构的建造模式主要为传统顺序建造法,一般采用横向分片、纵向分段的预制方案。即先将模块的结构部分进行分段分片建造,根据拟建造平台的结构特点和起重机的吊装能力,以甲板腿为起点连线其所在的主梁位置,进而将平台各层甲板分片。甲板片在船体车间建造完成后运输至舾装车间或外场预舾装,甲板片预制后将直接运输到涂装车间进行喷涂作业。喷涂完成后在组块总装场地进行主结构空间总组作业。结构片运输或吊装至滑道或总装垫墩上,最后进行机管电等专业的总装工作[3-5],包括管道、设备、附件和托架等的安装。海洋油气生产平台上部模块传统工艺建造流程如图1所示。

图1 传统工艺建造流程
传统建造流程中的不足之处如下:
(1)钢板种类多、数量大、存放周期长,且只有简单的靠人工记录的钢板分类、摆放信息和材料清单。材料摆放位置变化后不能及时记录,造成材料堆放位置信息混乱。生产需要的钢板需经常进行大量的翻板寻找,不仅效率低下,而且浪费大量能源。
(2)现有切割机和型材切割生产线均为单机作业,缺乏工业联网功能,无法对切割机工作状态进行跟踪和管理,工件信息管理不可控。
(3)甲板片生产工场大量生产工作依靠人工作业,生产效率低、质量控制差、焊接工作量大、组对及焊接质量要求高、检验要求较高[6]。
目前,行业内的海洋油气生产平台上部模块制造主要仍采用上述传统顺序建造法模式,生产手段也仍以半自动与手工作业为主;随着先进技术水平的快速发展,业内各制造企业也正在探索新模式、新工艺、新技术的应用,但至今尚未有已投产的智能制造基地。
2 智能制造需求
现代造船正逐步向自动化、数字化、智能化的方向发展。世界各国船舶与海洋工程生产制造先进企业,如韩国现代重工、德国迈尔船厂、新加坡吉宝、南通中远川崎等,大力应用钢板自动切割生产线、焊接机器人等自动化设备,推行精细化生产管理、智能管控技术,通过数字化技术、智能制造应用,生产周期缩短至原来的1/2,作业人员减少2/3,生产效率提升约70%,为企业带来新发展。
在船舶与海洋工程建造过程中,产品质量取决于劳动者的技能水平,产品质量不可控导致大量返工、怠工现象,严重影响企业形象,因此开展海洋油气生产平台的上部模块智能制造是大势所趋。利用机械化和自动化工装设备、信息化和数字化的物流管控、标准化和精细化的现场管理,实现降本增效,推动海工行业发展。海洋油气生产平台的上部模块智能制造工艺流程的研究是实现智能化生产的重要基础。
3 智能制造典型工艺流程
3.1 钢材堆场主要工艺流程
原材料通过卡车运输进入中间通道,利用智能行车进行原材料的卸料工作,卸料后每种原材料需要确认信息正确,通过对进堆场材料进行贴码,对物料进行身份标识,实现材料身份信息采集。扫描后信息进入系统,按照系统指示,智能行车将原材料放置到指定的区域和库位。图2为钢材堆场的智能存储过程中的入库和出库流程。

图2 钢材堆场的智能存储入库和出库流程
成品管子堆场区的海管管子原材料,根据系统指令,通过中间物流通道利用电动平板车送到海管制作车间。工艺管原材料通过电平车配送到工艺管制作车间。
钢板堆场区和型材堆场区的原材料根据系统指令,通过智能行车直接放置到预处理线的上料辊道,进行预处理作业。
半成品部件临时堆场用于半成品部件的暂存,根据系统指令,通过电动平板车将半成品送到部件堆放区,如后道工序需要通过,根据系统指令,通过电动平板车配送到内场指定工作区域,或者电平车送往外场组装区域。
钢材堆场智能吊运系统实现钢板信息的自动识别、跟踪、采集,并将数据传输到堆场物料管理系统。能实时反映钢板位置堆垛等信息,避免寻找钢板时的翻板工作量,可提升钢板的寻找效率约300%。该系统的应用减少了寻找钢材时无效的起重机吊运工作,达到日常运行过程中的降本节能。
3.2 钢材智能切割主要工艺流程
预处理后的钢板根据系统给定的任务清单从预处理线辊道进入切割加工工场。同时,不需要切割、直接进行拼板的钢板通过辊道送到平面分段车间。需要切割的钢板被程控行车自动吊起,送到钢板缓存位。切割机进行自动化作业,根据集控站指令将材料切割成与打码一一相对应的零件。切割机切割完成后,程控行车将钢板整体吊往交换分拣工作台。分拣辊道上设置零部件识别设备(视频识别),分拣工作台由人工按照系统的指令,依靠机械手根据零件的工序和分道原则分拣到不同的托盘内,并将拣料结果实时反馈至制造执行管理系统(Manufacturing Execution System,MES)。图3为板材切割工艺流程图。

图3 板材切割工艺流程
预处理后的型钢根据系统给定的任务清单从进料横移辊道移至理料工位后,再通过辊道输送至倒角机进行翼板的倒角。利用型材专用吊排将型材吊至型材缓存工位。根据系统任务指令安排,行车将型材放到型材切割流水线上,切割机切割之前读取型材数据,并加载数控指令,切割机进行自动化作业,根据集控站指令将材料切割成与打码一一相对应的零件。在切割机完成切割后,零件移至短料横移分拣辊道,零件管理系统根据零件识别码按照既定的流向规格对零件进行分类,放入相应托盘,并将拣料结果实时反馈到MES系统内。图4为型钢切割工艺流程图。

图4 型钢切割工艺流程
钢板和型钢智能切割生产线通过生产管控平台与企业管理系统对接,实现生产数据与生产管理数据及生产设计数据的互联互通,并实现产品数据的流转。自动识别板材信息、统一切割调度并对切割过程进行监控、切割后的自动分拣,实现了对切割零件信息采集确认、信息传递、信息管理全过程的实施跟踪。与传统的切割机需要人工识别型材信息后再导入相关切割指令相比,智能切割提升了切割机的切割效率,消除了人工误操作的风险,提高了设备工作效率,并相应地减少了生产人员。
3.3 甲板片主要工艺流程
根据生产管控平台下发的生产任务,零部件托盘运输至平面线各工位的备料区。在平面分段流水线的分段预制工位上先进行甲板片甲板板的拼板、定位、作业。在完成拼板定位作业的整片板上安装主梁和次梁。完成主梁和次梁安装后,将焊接机器人运行至工位上,通过视觉拍照定位和焊缝寻找,结合分段三维模型转化成焊接模型。启动机器人焊接工作,完成该分段内的平角焊、立角焊和部分仰焊。在完成主、次梁之间的焊缝和主、次梁与甲板板之间的焊缝后,用焊接机器人或者埋弧焊机完成拼板焊接。将工位1或工位2上的甲板片体分段通过运输台车运输至工位3,用车间内的起重机将另一工位上生产的较小甲板片体分段吊运至工位3进行合龙和部分预舾装作业。合龙完成的甲板片体分段通过运输台车的顶升,落位至平板车或模块车上运出车间。图5为平面分段流水线工艺流程图。

图5 平面分段流水线工艺流程
智能平面分段流水线作业可使得大量焊接工作自动化:焊接质量相较于传统的人工手工焊接更稳定;可以连续不间断地工作,焊接效率显著提升,相较于传统人工焊接,效率提升约20%;由于采用机械化作业,可减少人工需求。
4 典型厂区智能制造应用效果
天津某海工基地以提升海洋油气生产平台上部模块制造质量、效率和效益为核心内容,适应性地创新设计海洋油气生产平台上部模块智能制造模式,围绕海洋油气生产平台上部模块制造特征及管控需求,拟构建智能制造总体方案,目前该工程正处于建设过程中,预计2022年基地进行示范应用。
图6为某海工基地某钢结构制造车间,车间左侧四跨为钢材堆场,整个钢材堆场采用信息化管理手段,建立仓储管理系统,管理钢材的出入库和库位坐标。第一跨和第二跨配备智能起重机,按照终端显示及任务队列进行钢板吊装和库位移动。第五跨和第六跨分别配置钢板智能切割分拣系统和型钢切割生产线,对钢板和型钢进行统一切割调度并对切割过程进行实时监控,对切割零件信息采集确认、信息传递、信息管理全过程实施跟踪。第七跨配置智能平面分段流水线,机器人焊接系统完成大量焊接工作,保证焊接质量,提高焊接效率。
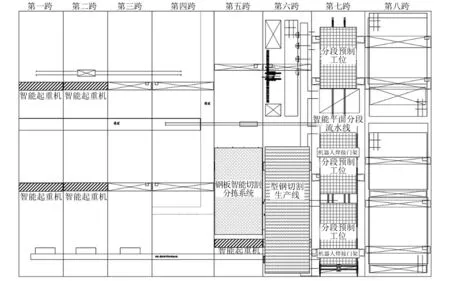
图6 天津某海工基地某钢结构制造车间智能制造应用示例
5 结 论
海洋油气生产平台上部模块智能制造工艺流程对海洋平台的智能制造解决方案具有重要意义。对关键工艺流程及相应工场进行梳理分析,同时借鉴成熟智能制造工艺,提供满足国内环境下的海洋油气生产平台智能制造流程的需求及改造方案,为海洋油气生产平台上部模块智能制造提供工艺技术基础,推动海洋油气装备制造行业向信息化、数字化、智能化发展。
猜你喜欢
中学生数理化(高中版.高考理化)(2022年4期)2022-05-25
智能建筑电气技术(2022年2期)2022-02-06
数学物理学报(2021年4期)2021-08-30
中学生数理化·高一版(2020年2期)2020-04-21
运筹与管理(2019年1期)2019-02-15
小学生学习指导(低年级)(2018年11期)2018-12-03
太空探索(2016年9期)2016-07-12
集装箱化(2014年12期)2015-01-06
集装箱化(2014年10期)2014-10-31
中国工程咨询(2014年12期)2014-02-16
