丰宁抽水蓄能电站定子组装技术
2021-09-03 08:33周若愚
水利建设与管理 2021年8期
周若愚
(中国水利水电第三工程局有限公司,陕西 西安 710032)
丰宁抽水蓄能电站发电机采用立轴半伞式结构,发电机定子主要由定子机座、铁芯和绕组组成。定子机座在工厂内进行预组装,配好定位结构,在施工现场组焊成整圆。定子铁芯下端置于大齿压板上。定位筋采用新型分体式弹性鸽尾筋结构,具有减振和适应铁芯热膨胀的优点。
定子机座由2瓣组成,机座上下共7层环板,从机座下端部往上端部数,第1层环板内径为5990mm、第2~7层环板内径为6710mm,机座净高4255mm。施工现场进行分瓣机座组装以及合缝位置各层环板对焊。定子铁芯通过51根分体式弹性鸽尾筋及配套托块、弹性元件与定子机座连接,定位筋与托块之间通过垫片和楔块调整来保证1.5mm间隙,垫块在该大段铁芯预压完成后,方可拆除,定位筋托块焊接完成后安装弹性元件。定位筋设计内径为6610mm,设计长度为(3205±5)mm。定子铁芯内径为5440mm,外径为6630mm,高度3080mm,下端由机座大齿压板和分块式下齿压板支撑,上端由分块式上齿压板压紧,铁芯由102根穿心螺杆与碟簧进行压紧,上、下两端设计有绝缘帽,并通过51根浮动式双鸽尾定位筋固定在定子机座上。测量铁芯温度的测温电阻埋设在铁芯轭部,安装槽由测温专用定子冲片叠装而成。
1 施工准备及工艺流程
定子在安装间定子工位进行组装工作,组装时利用定子工位中心位置的测圆架基础板固定定子测圆架,按照定子机座基础板分布圆尺寸,在安装间定子基础板上布置安装支墩便于定子机座的调整和固定。定子机座应避免屋顶渗水浇淋和直接承受冷、热气流的吹袭;装配场地的平均照明功率不小于10W/m2;装配场地应清洁、干净,布置整齐,通风良好;搭设定子组装防尘棚。定子叠片支架采用10号、14号槽钢进行制作,共制作8个定子叠片支架。定子叠片平台采用φ48盘扣式脚手架为主支撑,上铺宽800mm、厚5mm花纹钢板,施工期间便于安装及拆卸。
定子组装工艺流程见图1、图2。

图1 定子组装工艺流程
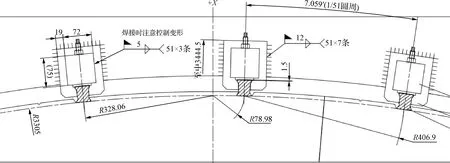
图2 定子组装工艺流程
2 机座组装
2.1 机座组拼
将分瓣定子机座运至安装间临时场地放置,清扫分瓣定子机座。用锉刀、油石、砂纸对机座、定子安装支墩、楔子板以及组合面的高点、毛刺进行处理。检查楔子板相互之间以及楔子板与基础板之间接触是否良好。清扫、打磨可调节楔子板的组合面,组合面的间隙不超过0.05mm,组合缝错牙不超过0.05mm。打磨机座合缝待焊部位直至露出金属光泽,清除焊接坡口及坡口两侧各50mm范围内的所有锈蚀、油污、毛刺和油漆等。检查合缝板接触面应平滑、螺栓孔内无毛刺。
将分瓣定子机座吊装于定子安装支墩上,就位后,在圆周方向均布8根10号槽钢将定子机座与定子基础板焊接固定,以防止机座倾倒。利用把合螺栓将定子机座把合成整体,检查整个定子机座环板对接焊缝坡口的间隙及径向、轴向错牙。机座大齿压板合缝处垂直方向错位小于0.30mm。全圆周分8个方位检测定子机座各环板内径,定子机座大齿压板绝对内径值与设计值的偏差为+1~+6mm,其余各环板内圆绝对内径值与设计值的偏差为-4~+4mm,分内、外两圈各36个点检测定子机座大齿压板水平,机座大齿压板圆周波浪度不大于1mm。
2.2 测圆架安装
以定子机座大齿压板内圆为基准,利用测圆架底盘调整螺钉,调整测圆架中心柱与定子机座的同心度在0.50mm以内。在测圆架中心柱两个相互垂直的方向上悬挂钢琴线,利用钢琴线对测圆架中心柱进行垂直度测量和调整,其垂直度不应大于0.02mm/m,且最大不应超过0.05mm。
调整测圆架中心柱垂直度合格后,再次校核测圆架与定子机座的同心度,应在0.50mm以内。并利用在转臂上放置精密水平仪(精度0.02mm/m)的方法检验中心柱转臂水平度,水平仪的水泡在转臂处于任意回转位置时,均能保持在精度规定范围内。
利用测圆架转臂,重复测量圆周上任意点的半径误差,不得大于0.02mm;旋转一周的回零偏差值不得大于0.05mm、跳动量不大于0.50mm。
2.3 机座焊接
定子机座各项数据测量合格后,在分瓣机座大齿压板合缝两边用样冲分别在内径和外径处打上2对测量点,在每个上环板合缝两边用样冲分别在内径和外径处打上2对测量点,用游标卡尺测量记录原始距离。对机座大齿压板合缝面坡口间隙大于3mm处,先进行镶边焊。其余环板Ⅴ形坡口间隙应符合图纸要求。安装并点焊机座大齿压板合缝处临时加强板,之后采用2个焊工对称施焊加强板,注意保持焊接的同步。检查机座半径、水平以及焊缝的收缩情况,在焊接过程中随时进行检查,以便根据实际情况进行焊接顺序的调整。
环板焊接顺序为:以机座大齿压板为1号环板,依次向上,直至上环板为7号环板。按1号、7号、5号、3号、2号、6号、4号环板的顺序对焊缝进行定位焊,每条焊缝分别在内径、中间、外径处焊接60~80mm长。1号环板平焊至20mm焊高,进行背部清根后,仰焊至距离环板下缘10mm处。焊接7号环板合缝处钢板,并仰焊至10mm焊高。依次焊接5号、3号、2号、6号、4号环板合缝处钢板,并平焊至10mm焊高。1号环板平焊及仰焊完成后,依次平焊7号、5号、3号、2号、6号、4号环板至完成。
组焊完成后去除合缝处组合块及螺栓、螺母等。全圆周分16个方位检测定子机座各环板内径,大环板内圆绝对内径值与设计值的偏差为0~+5mm,其余环板以不影响定位筋安装为准。分36个点检测定子机座下环板水平,下环板圆周波浪度不大于1mm。
3 定位筋安装与焊接
定位筋整圆共51根,沿定子环板内圆均布,分布角为7.059°,见图2。定位筋安装时,采用大等分弦距方法,采用3根基准定位筋7等分方式进行。
根据定子定位筋分布图(见图3),在定子下环板处划出基准定位筋所在位置的中心线。依顺时针顺序排列(从内往外看)定位筋编号为1~51号。用全站仪按图纸尺寸在机座下环板上放出定位筋安装基准线,基准定位筋选为+Y偏-X方向0.395°位置。基准定位筋选为51号、1号和2号,并将其作为1根大等分定位筋;7根大等分定位筋分别为1号、9号、16号、23号、30号、37号、44号。基准定位筋选为51号、1号和2号,并将其作为1根大等分定位筋;7根大等分定位筋分别为1号、9号、16号、23号、30号、37号、44号。
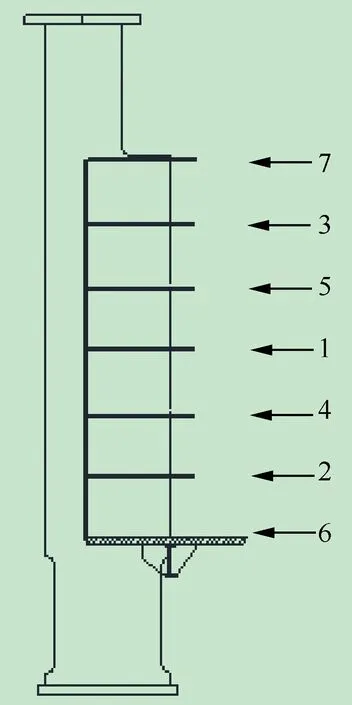
图3 定位筋分布图
3.1 基准定位筋安装
在定子下环板上+Y偏-X方向0.395°位置划线,定为1号基准定位筋。再根据1号定基准位筋的位置确定出其余2根相邻基准定位筋(51号、2号)的方位,选用3根直线度和扭曲度较好的筋作为基准筋,划出3根基准定位筋鸽尾中心线。
在基准筋背部与定位筋托块间装入楔块和垫块并楔紧,初步调整基准筋托块的径向与周向位置,并用专用工具将基准定位筋托块初步固定在定子机座环板上。调整基准定位筋,使基准筋鸽尾中心线与设计要求周向偏差不大于1mm,用中心测圆架以及悬挂钢琴线的方法测量并调整基准定位筋。基准定位筋调整合格后,利用专用工具将基准定位筋的托块固定在定子机座环板上。将基准定位筋上每层定子机座托块点焊到环板上,点焊焊缝长度为10~15mm。点焊完成后,检测基准定位筋径向及周向垂直度、绝对半径偏差以及向心度。
3.2 大等分定位筋安装
3根基准定位筋检查合格后,选用6根直线度和扭曲度较好的筋和1号基准定位筋一起作为大等分定位筋。
初步调整各大等分定位筋,使其鸽尾中心线与定子下环板上的位置中心线偏差不大于1mm,用中心测圆架以及内径千分尺在中间部位的两托块处测量并调整9号大等分定位筋的内径以及其与基准定位筋的弦距。反复调整9号大等分定位筋径向及周向垂直度,托块与机座环板之间的接触面、向心度,以及与1号基准定位筋为基准的相对半径偏差满足要求。
按相同方法,调整9号、16号、23号、30号、37号、44号大等分定位筋。大等分定位筋调整合格后,将各大等分定位筋上的托块沿径向从内侧向外侧对称点焊到定子机座每层环板上,其点焊焊缝的长度为10~15mm。大等分定位筋点焊完成后,分别复测大等分定位筋的径向及周向垂直度、半径偏差以及向心度。
3.3 其余定位筋安装
大等分筋调整合格后,进行大等分区间内的定位筋安装。初步调整区间定位筋,在定位筋背部与托块之间装入楔块和垫块并楔紧,将定位筋托块初步固定在定子机座环板上。用中心测圆架、定位筋搭焊样板以及球头量杆在托块处测量并调整大等分定位筋与区间定位筋的内径以及弦距。反复调整区间定位筋,至各检查项目满足设计要求。
区间各定位筋全部调整合格后,点焊定位筋托块。用中心测圆架以及弦距测量工具在托块安装高程位置测量并调整所有的区间定位筋的内径以及弦距满足要求。
在定位筋下端叠2层定子冲片,检查定位筋安装的正确性。
3.4 托块焊接
托块焊接前,利用定位筋调整工具周向和径向固定定位筋,用平头千斤顶轴向固定定位筋,再次检查定位筋的各项数据满足相关技术要求,然后进行施焊;托块每层焊缝焊后冷却至室温时方可拆除千斤顶。
定子机座第4层环板上的各托块同层径向焊缝焊完后,再焊接第2或第6层托块同层径向焊缝,然后进行第3层或第5层托块同层径向焊缝的焊接,再进行第1层或第7层托块同层径向焊缝的焊接。
每一层环板托块焊缝全部焊完后,应检查每根定位筋的半径、向心度和定位筋间的弦距,观察变化的趋势,合格后方可继续焊接第二层。定位筋托块全部满焊结束后,在冷态下检查和测量定位筋,半径、弦距、向心度等应满足要求。焊接完成后,对焊缝进行PT探伤检查。
安装机座相应环板定位筋背部的弹性元件,调整弹性元件,要求弹性元件的球头中心线需与定位筋的中心线重合,并且弹性元件球头应紧靠定位筋表面,用塞尺检查球头两侧与定位筋的间隙应相同。
对定子机座内外进行清扫,并对焊缝处进行补漆,安装下齿压板。
4 铁芯叠装
为保证铁芯叠片的质量,采用分段压紧措施,共分7次压紧。定子叠片按顺时针进行,相邻两层按照1/2冲片宽度交错搭接叠装(即错开1个定位筋的位置)。
邻层定子冲片之间应错开1/2冲片进行叠放,顺时针错开。所有的黏胶片、冲片、通风槽片均需按此方向进行错开叠装。
铁芯叠片时,定子冲片应紧靠定位筋,叠片过程中,每隔25小段叠一层层压玻璃布板,层压玻璃布板叠放于每小段铁芯的中间层,共叠2层。铁芯叠装过程中,应随时测量定子铁芯的圆度、圆周波浪度、齿涨以及各小段的高度,并做必要调整。
每叠完一小段铁芯时,使用专用工具沿定子铁芯圆周测量其铁芯段长,圆周方向上每张冲片1个点,其偏差不超过±0.50mm,必要时应在每次预压过程中使用槽楔进行铁芯段长的检查。叠片过程中,应注意每段高度偏差的相互补偿。
在定子铁芯高度叠至约94mm、1537mm及2941mm时,按图纸的要求叠入铁芯温度计安装槽的定子冲片,要求测温电阻安装槽的深度为6mm。并在对应高度叠片完成后安装铁芯温度计。
定子铁芯分6次预压和1次最终压紧,其每次预压高度约为500mm。每次预压前后,均应测量并记录铁芯的圆度、波浪度和高度,确定出定子铁芯下一次的预压高度。每次预压结束后再次进行冲片叠装时,应根据上述测量记录,进行定子铁芯波浪度调整,以保证定子铁芯最终压紧后的高度和波浪度。
清扫上齿压板,将上齿压板吊装就位,并调整齿压板,使齿压板上螺孔与定子冲片螺孔同心,压指中心与铁芯齿部中心线周向偏差不大于2.0mm,上压板的径向水平不大于3mm,单块上压板压指的半径偏差不大于3mm。安装上齿压板的测温电阻。安装前后,对压指温度计用500V摇表进行绝缘电阻检查,要求绝缘电阻应不小于5MΩ;检查温度计的电阻值,应符合要求。根据图纸布置位置,先将压块与压指点焊牢,再将测温电阻塞入在安装槽内,并用黏结胶将测温电阻与压指黏牢。
按定子铁芯穿心螺杆装配有关要求,安装穿心螺杆、绝缘管、绝缘垫圈、碟形弹簧以及圆螺母等相关部件。绝缘管安装时,绝缘管平齐端朝上,绝缘管放入中间,绝缘管平齐端朝下。
按照铁芯分段压紧要求,整体把紧定子铁芯,定子铁芯的实际叠压系数不得小于0.96,定子铁芯整体把紧后,整体测量铁芯内径、各点高度及波浪度,应满足设计要求。
铁芯铁损实验完成后,进行铁芯最终压紧,定子铁芯的实际叠压系数不得小于0.96。安装挡风板等定子附件。
5 结 语
定子主要由机座、定子铁芯、线圈以及固定这些部分的附件组成。作为机组的重要部件,定子的主要作用是产生旋转磁场。目前在建的大型抽水蓄能电站较多,受外形尺寸及运输条件限制,定子部件都是散件到货,需要在施工现场进行组装,因此现场定子组装工艺技术将直接影响定子安装质量,进而影响机组安全稳定运行。
丰宁抽水蓄能电站定子组装工艺要求严、难度大,其结构特点及安装方式与常规电站定子有较大区别,定子机座采用盒形筋结构,这种结构的定子机座具有刚度好、运行过程中定子机座振动小等特点。定子机座通过新型分体式弹性鸽尾筋结构与定子铁芯连接,能适应铁芯热膨胀,还能削弱定子铁芯的振动。在定子组装过程中采用合理有效的工艺技术,保证定子的组装质量,为机组下一步安装提供了有力保证,同时也为同类抽水蓄能电站定子组装提供了技术借鉴和指导。
猜你喜欢
科技风(2022年34期)2022-12-14
电力设备管理(2022年15期)2022-09-21
橡塑技术与装备(2022年8期)2022-08-05
水电与抽水蓄能(2022年3期)2022-07-17
防爆电机(2021年4期)2021-07-28
防爆电机(2021年2期)2021-06-09
电力与能源系统学报·上旬刊(2020年4期)2020-10-12
湖北农机化(2020年16期)2020-01-08
智能制造(2017年11期)2017-03-30
小学生导刊(高年级)(2016年12期)2016-12-07