
粘胶短纤维湿开松机结构改进
2021-08-30 08:25:44郑丽娜
纺织器材 2021年4期
郑丽娜
(唐山三友远达纤维有限公司,河北 唐山 063305)
0 引言
湿开松机是用于开松粘胶短纤维的关键设备。目前,纤维开松设备主要由奥地利兰精公司和瑞士毛雷尔公司制造,两公司设备各有所长,但也都存在着一定问题。随着粘胶制造行业的发展,能够满足年产12.5万t纤维的湿开松机尚属空缺;因此,为市场提供开松冲击小、输送帘寿命长、产能大的湿开松机就迫在眉睫。
笔者公司1~5条生产线为外购设备,6~9条生产线为自行设计制造,年产粘胶短纤维为3万t~8万t。而在20万t项目中,要求单台设备年产能为12.5万t,并解决目前设备生产中存在的诸多问题。经对笔者公司现有生产线及对同行业湿开松机运行情况的调研,发现在设备开松均匀性、减少漏丝以及提高拍打次数等方面仍有进一步研究的必要。
1 开松毂的改进
湿开松机是连接精炼机和烘干机的中间设备,其开松毂要将从精炼机输出的絮状湿纤维打散、开松,再送入烘干机中,湿开松机的开松效果将直接影响烘干机的蒸汽消耗。为了量化开松毂的开松效果,专业术语“拍打次数”即为每平方米开松毂打过的次数,拍打次数越多开松效果越好。经研究计算,拍打次数与开松毂的转速、角钉排数、角钉间距和网带速度有关[1]。
1.1 新型角钉
为了使纤维在开松毂表面撕扯达到开松效果,开松毂外圆周表面均匀布置了12排角钉,每排角钉一字排开,并与开松毂辊面呈一定角度;而产量则与设备的工作幅宽、丝层厚度和网带的速度有关,产量提高而设备的工作幅宽不能与之线性同比,势必导致丝层加厚、网带速度增大。为确保角钉穿入丝层,其伸出辊面长度比原来增加了60%;为加强角钉的穿透力,其形式也由原来的子弹头形改为图1所示形状,使角钉整体变得尖锐以便于穿过丝层。为了增加开松毂的拍打次数,须合理布置角钉间距,以达到良好的开松效果。

图1 新型角钉形状
1.2 加长开松毂辊体
原来引进兰精公司生产线时,开松毂的辊体长度在棉箱墙板两内侧之间,两端辊体上套有聚四氟乙烯密封环,密封环与墙板内侧用螺栓固定。后来的国产化生产线仍沿用这一结构,发现开松毂辊体与墙板之间很容易挤丝,并且漏丝严重,究其原因是制造及安装不精密;为此,经试验改为开松毂辊体加长至墙板外侧表面(如图2所示),从而减少了挤丝和漏丝问题。
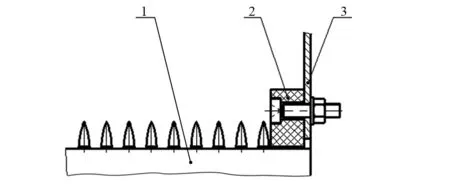
1—开松毂;2—密封环;3—墙板。图2 开松毂、密封环及墙板相对位置
1.3 开松毂转速的确定
提高开松毂的转速,是最有效、最显著增加开松毂拍打次数的方法;但是,由于高速旋转的开松毂材料组织不均匀、装配误差大以及结构局部不对称的原因,使通过开松毂质心的主惯性轴与旋转轴中心线不重合,以至较小的偏心距也产生非常大的不平衡离心力,造成轴系、机器或基础振动,磨损轴承,甚至轴断裂。为避免或减小离心力,对开松毂进行动平衡试验尤为重要[2-3];为保证转动平稳,平衡品质级别选用G6.3。因为影响高速转动件转速的另一重要因素是临界转速,所以对开松毂转速的确定也举足轻重。根据机械原理,当转动件回转时产生的自振频率,与组织结构等离心力产生的强迫振动频率相近或相同时,就会产生共振现象,从而会破坏整台设备;因此,在确定开松毂转速时,要远离转动件的临界速度。
2 改进罗拉辊
直径相同的上、下罗拉在纤维输送方向上偏心设置,且辊面开有锯齿形沟槽,以便增大对纤维的夹持力。上、下罗拉分别由减速电机带动逆向转动,其转速通过变频器实现无级调速;下罗拉通过轴承座固定在机架上,上罗拉则可绕一中心转动,使2根罗拉的间距可根据纤维层的厚度自行调节。
2.1 确定罗拉直径
上、下罗拉对纤维的夹持力由线压力产生,在保证线压强不变的情况下,工作幅宽的增大导致线压力增大,原罗拉在增大线压力时产生较大挠度,对设备运行不利。纤维与上、下罗拉最好为线接触,而罗拉直径增大则曲率半径加大,纤维与上、下罗拉接触面增大。为使罗拉刚度、经济性和线接触达到一个合理状态,最终确定采用直径为265 mm的厚壁管制作罗拉。
2.2 改进罗拉辊结构
原进口的兰精湿开松罗拉辊芯轴与辊面采用胀套连接,其优点是同轴度好,装拆或调整芯轴与辊面的相对位置方便,无集中应力,承载能力高;在国产化设计中,为了减少设备购置费和备件量,将胀套连接改为烘装连接。烘装连接是通过对有孔的零件加热使孔受热胀大,然后将有较大过盈量的轴顺利装入孔中,而当冷却收缩后二者牢固联接在一起的安装工艺,采用此种工艺不易擦伤相结合表面、传递载荷能力强。罗拉辊芯轴和辊面充分利用烘装工艺这一优点,不仅结合紧密、传递载荷大,且杜绝了因焊缝腐蚀开裂导致结合面相对转动、甚至摩擦起火问题的产生。
3 改进棉箱
棉箱的作用,是将经过高速旋转的开松毂开松后的毛絮状纤维封闭在固定的空间里,使其均匀地落在烘干机喂入平帘上、进入烘干机进行烘干。当被开松的湿纤维部分回落到上罗拉时则增大了缠辊的概率,为此,在开松毂与上罗拉之间设置一近似V形、靠近上罗拉一边为弧度的机构,此机构固定在棉箱上顶板上,在不影响操作上罗拉的情况下,此V形机构尽可能深入到开松毂与上罗拉内部。棉箱的另一种改进方法是在上罗拉另一侧,即靠近棉箱活动盖板一侧,增加一条PP板,以减小上罗拉与活动盖板的距离,起到刮擦上罗拉浮丝的作用。
棉箱经过上述两点改进,大大降低了上罗拉缠辊次数。
4 结语
4.1改进开松毂与棉箱侧挡板的位置,有效地减少了挤丝和漏丝问题。
4.2改进角钉结构形式和排布方式,在保证拍打力度的前提下对各辊相对位置重新排布,提高开松效果并增加角钉使用寿命。
4.3上、下罗拉偏心安装,且改进辊面锯齿形沟槽的结构,增加了对纤维的夹持力。
4.4合理改进开松毂,开松时对机架的冲击小,减小振动,提高开松效果,减少烘干机的蒸汽消耗,满足了生产工艺要求。
4.5改进棉箱结构,大大降低上罗拉缠辊的概率。
猜你喜欢
现代矿业(2021年7期)2021-08-23 01:06:34
小哥白尼·野生动物画报(2021年6期)2021-07-14 18:20:50
数学大王·趣味逻辑(2019年10期)2019-11-06 03:16:22
中国金属通报(2019年5期)2019-01-03 09:29:10
电子制作(2018年16期)2018-09-26 03:26:50
Asian Journal of Urology(2018年2期)2018-04-19 05:38:26
广州文艺(2017年8期)2017-09-13 17:07:28
西藏科技(2016年9期)2016-09-26 12:21:37
设备管理与维修(2016年6期)2016-04-09 14:49:47
现代农业装备(2015年4期)2015-12-15 01:00:38
