
轴类零件插齿夹具的柔性化改进
2021-08-26 06:44:16乔凌云姜雨李良卢宇
金属加工(冷加工) 2021年8期
乔凌云,姜雨,李良,卢宇
宜昌长机科技有限责任公司 湖北宜昌 443000
1 序言
在机械加工中,常使用夹具来定位、装夹工件。在批量生产中,为了缩短工序时间,提高生产效率,同时减轻操作人员的劳动强度,广泛采用各种专用夹具。我公司生产的YKH5132H数控插齿机是专门针对汽车、减速机及军工等领域推出的一款高效数控机床。有用户反映,在使用该机床加工一种汽车变速器齿轮轴(见图1)时,经常出现加工精度超差的情况。经过和用户交流,发现是用户来料毛坯的问题。在偏摆仪上以工件上下顶尖孔定位打表,工件被夹持部位精度超差,但是由于上序工艺无法改进,来料精度无法提高,所以只能从本序工艺想办法,即对插齿夹具进行优化设计。目前,因为精度超差问题,在现有夹具上批量加工时废品率较高,影响了产品质量。为此,用户请我公司对现有夹具进行优化。针对该情况,改进了原有的夹具,大大降低了废品率,保证了生产的正常进行。
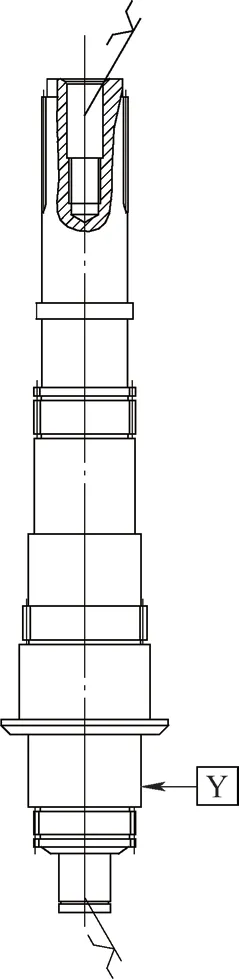
图1 汽车变速器齿轮轴
2 问题描述
针对YKH5132H数控插齿机加工汽车变速器齿轮轴废品率高的问题,首先检查自身设备问题,对夹具弹簧夹头内孔、下顶尖、尾座上顶尖以及刀具等用百分表进行检测,都没有发现问题;然后通过专用检验棒,在夹具上模拟装夹后用百分表检测棒的跳动,也没有问题;最终通过对待加工件进行检查,发现以工件上下顶尖定位时,被夹紧部位的径向圆跳动较大,超过允许的0.01mm。当弹簧夹头下拉夹紧工件外圆时,因向下的液压缸拉杆拉力过大,所以造成弹簧夹头将工件拉变形,工件的下顶尖孔被强行拉偏,此时上下顶尖孔不同轴。
若此时进行插齿加工,工件退出夹具后,工件自身变形复位,以上下顶尖孔检验齿部加工精度时,检验基准与加工基准状态不一致,则造成检验的精度超差,产生废品。
3 原夹具结构分析及优化要求
在原夹具中,下拉杆与机床的液压缸相连接,液压缸开始工作后,下拉杆向下运动,带动与之相连的连接套、上拉杆,上拉杆通过过渡套带动弹簧夹头向下运动。弹簧夹头与锥度套的锥面配合,对锥度套产生一个垂直于锥面的压力,同样,锥度套对弹簧夹头产生一个径向压缩的反作用分力,进而将弹簧夹头压缩,夹紧工件外圆。
原夹具结构(见图2)的缺点是:由于锥度套自身的锥面和外圆面是同轴的,弹簧夹头在收缩过程中起到既定位又夹紧的作用,而夹具和尾座已经形成了上下顶尖的定位,所以该夹具结构是过定位结构。此结构对工件自身定位和夹紧部位的加工精度要求很高,很容易造成加工精度超差,使零件报废,实际情况也是如此。考虑到以上问题,必须优化夹具结构,改进夹紧和定位方式。
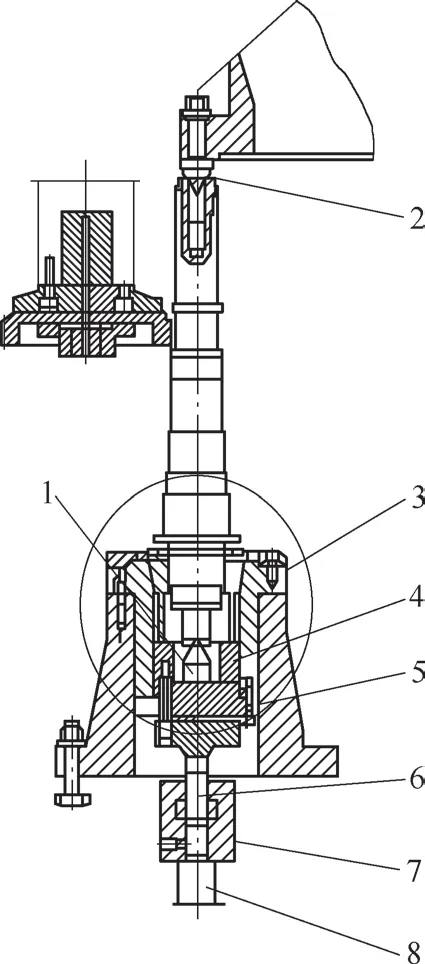
图2 原夹具结构
4 新夹具结构方案
考虑到轴类零件的顶尖孔是精加工过的通用加工基准,夹具结构优化设计需去掉弹簧夹头的定位功能,只保留夹紧功能。将原锥度套改为分体结构,使其锥面部分和下顶尖定位孔部分分开。并且使改进后的锥度套外圆与挡屑盖内孔之间保持0.2mm左右的间隙。如此,改进后的锥度套实际是浮动的(下称浮动锥套),具有自适应定心效果。当弹簧夹头向下运动,夹头头部在缩小的同时,受浮动锥套和工件外圆几何公差的影响,夹头头部会自适应地根据工件外圆相对于顶尖孔的偏差而产生相应的偏移,同时夹紧工件外圆,达到只夹紧、不定位的目的。新夹具结构如图3所示。
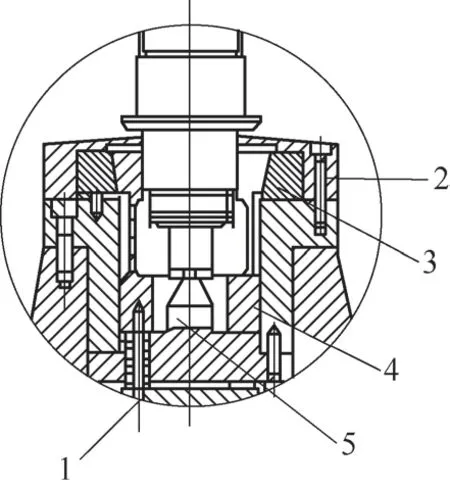
图3 新夹具结构
夹具设计需尽量避免过定位,除非是在高精度要求或者特殊加工中。本例中,原夹具不仅生产制造成本高,而且对工件自身精度要求也高,无形中增加了工件的加工成本,并且带来了不必要的加工隐患。
5 结束语
在原夹具设计时,虽然坚持了基准重合和基准统一的原则,而且为了达到高精度加工的目的设计了过定位,但通过实践检验,该设计并未考虑到工件自身精度达不到过定位要求的问题,过定位反而起到了负作用。通过对原有夹具优化改进,消除了过定位,将定位和夹紧功能分开,确保工件的质量要求,同时夹具的制作也更加容易。目前,改进后的夹具已经用于变速器齿轮轴的批量生产中。实践表明,用改进后的夹具加工零件时精度稳定,废品率较改进前大大降低,提升了产品质量,保证了生产的正常进行。
猜你喜欢
一重技术(2021年5期)2022-01-18 05:41:56
制造技术与机床(2019年12期)2020-01-06 03:17:42
制造技术与机床(2019年11期)2019-12-04 05:50:36
制造技术与机床(2019年9期)2019-09-10 07:36:40
铁道学报(2018年11期)2018-12-13 10:11:46
电力与能源(2017年6期)2017-05-14 06:19:48
制造技术与机床(2017年2期)2017-05-04 04:17:35
现代冶金(2015年4期)2015-02-06 01:56:01
机械工程师(2015年10期)2015-02-02 01:14:26
河南科技(2014年16期)2014-02-27 14:13:17
