
塑壳断路器的灭弧能力分析及应用
2021-08-24 06:41:48沈平
现代制造技术与装备 2021年7期
沈 平
(江苏凯隆电器有限公司,常州 213000)
塑壳断路器在类型上属于低压断路器,是配电系统的重要组成部分。塑壳断路器的外部绝缘材料是塑料,正常情况下在配电线路中不用频繁转换。当故障电流达到塑壳断路器的动作电流时,它能够动作跳闸切断回路,且能够在线路或设备出现过载、短路或欠电压等情况时,保护线路和电源设备不受损坏。
当前,塑壳断路器正在向大电流和高分断方向发展。塑壳断路器作为低压工业电器中的重要产品之一,改善与提高其性能可进一步保障配电线路、设备及电力工作人员的安全,有助于减少电力事故的发生[1]。在配电系统的实际应用中,常涉及到对塑壳断路器的灭弧能力分析和结构设计,以及如何选择塑壳断路器的型号等。为此,本文详细分析了塑壳断路器在实际中的相关应用。
1 塑壳断路器
1.1 塑壳断路器的特点
塑壳断路器与高压断路器和框架断路器不同,主要采用长延时保护和瞬时保护两种模式。当配电系统出现过载情况或者发生短路故障时,塑壳断路器能够可靠动作,从而保证配电系统的运行安全[2]。当配电系统出现过载情况时,塑壳断路器实施长延时保护,即当系统出现过载时,配电线路中的电流增大,塑壳断路器中发热元件的发热效应也增大,使发热元件附件的双金属条弯曲,从而使塑壳断路器机构解锁并断开接触系统,以切除配电系统中的过载点[3]。此外,当配电系统中出现短路故障时,塑壳断路器瞬时保护能够快速使机构解锁断开接触系统,达到保护配电系统的目的。由于短路故障时要切断的电流很大,许多塑壳断路器都采用了相应的消弧措施。
1.2 塑壳断路器的作用与现状
随着工业生产技术水平的提高,塑壳断路器的实际应用性能不断提升。塑壳断路器在配电系统中主要起着分配电能的作用。在配电系统出现故障并达到塑壳断路器的动作电流值时,它能够迅速切断故障,保证配电系统的正常运行[4]。当前,塑壳断路器的性能仍存在较大的提升空间,需要加强相关技术研发,以优化其结构和提高灭弧能力。
2 塑壳断路器的灭弧能力和结构分析
2.1 塑壳断路器的灭弧能力
电弧是一种高能量和高温度的放电现象。如果断路器中的电弧不能及时熄灭,会烧毁断路器甚至发生爆炸,严重危害配电系统的安全[5]。灭弧能力是评判塑壳断路器性能的关键指标之一,能够决定塑壳断路器的应用场合。在塑壳断路器中,灭弧系统是较为重要的组成部件,其性能是影响塑壳断路器开断电路的重要因素。通过灭弧系统能够可靠地切断电路在开断过程中产生的电弧,避免出现设备烧损的情况。因此,实际中应优化塑壳断路器内部结构,以提高塑壳断路器的灭弧能力。
2.2 塑壳断路器的灭弧结构
断路器中的灭弧结构直接影响断路器的灭弧能力[6]。塑壳断路器中有一种灭弧结构是敞开式的灭弧室。这种类型的灭弧室整体采用绝缘板和灭弧栅片,将多片灭弧栅片铆接在绝缘板上,并使每片灭弧栅片之间相隔一定距离,以保证灭弧栅片之间的绝缘性能,同时在栅片的合适位置设置凹凸结构。这种类型的灭弧室在实际应用中也存在一些不足,如在铆接过程中容易出现灭弧栅片变形或铆接不牢固以及绝缘板铆接时出现裂缝等情况。如果出现上述问题,灭弧室很难在断路器开断电路的过程中切割电弧。由于栅片已经发生变形,灭弧室在切割电弧效果方面将大打折扣,严重时可能会导致接触系统烧毁。
塑壳断路器中另一种灭弧结构是半敞开式的灭弧室。此灭弧室采用绝缘壳体相互拼接安装而成,灭弧栅片置于绝缘壳体内,无需铆接,制造过程简单,但零件成本有所增加。相对于敞开式灭弧室结构来说,这种灭弧室气密性与绝缘性更好,有利于电弧的切割。但是,此种塑壳断路器的灭弧空间结构组成相对复杂,在实际塑壳断路器生产中的生成与装配工艺要求更高。
2.3 塑壳断路器灭弧系统的设计
当塑壳断路器遇到短路故障电流时,在动静触头分开过程中会产生电弧。虽然动静触头已分开,但是因为电弧的存在,电路依然处于接通状态,导致短路故障电流对下端负载的威胁并未消除。因此,灭弧系统能否快速、有效地熄灭电弧是设计的重点。在实际应用中,通常可以采用以下方法提高灭弧能力。
(1)将静触头设计成U型结构,利用电流同向时的电动斥力加速动静触头分开。
(2)在静触头触点下方增加产磁零件。此零件在故障电流下形成磁场,通过磁场将电弧引向灭弧栅片。
(3)在静触头触点四周增加绝缘产气零件,并在动触头后端设置一封闭结构。当产生电弧时,利用高温产生的气体将电弧吹向灭弧栅片。
(4)动静触头接触时,设计成一定的张开角度,有利于将电弧引向尖端和灭弧栅片。
(5)灭弧室采用半敞开式结构,并且将出气口设置在灭弧室上端,在靠近动静触点的灭弧栅片上设置一引弧结构,引导栅片快速切割电弧。
(6)增加灭弧栅片数量,适当增厚靠近静触头的灭弧栅片,并对灭弧栅片进行表面镀铜处理。
(7)动静触点采用耐高温材料,以减少电弧引起的金属熔渣。
通过以上措施可以迅速移动、切割和熄灭动静触头分开过程中产生的电弧,从而减少电弧烧损断路器接触系统的情况和断开电路所花费的时间,保护配电线路中的设备,具体结构如图1所示。应用上述措施时,需综合考虑塑壳断路器的结构、体积和应用场合等,从而提高塑壳断路器的安全性和可靠性。

图1 塑壳断路器的结构
3 塑壳断路器的应用分析
3.1 塑壳断路器的选型
在低压断路器的选型中,应考虑下列特性参数。一是型式,如相数和断点数量等。二是主电路额定值,如工作电压和电流、运行短路分断能力以及极限短路分断能力等。三是相关附件参数,如辅助触头、分励脱扣器和欠电压脱扣器等的相关参数。选型步骤如图2所示。
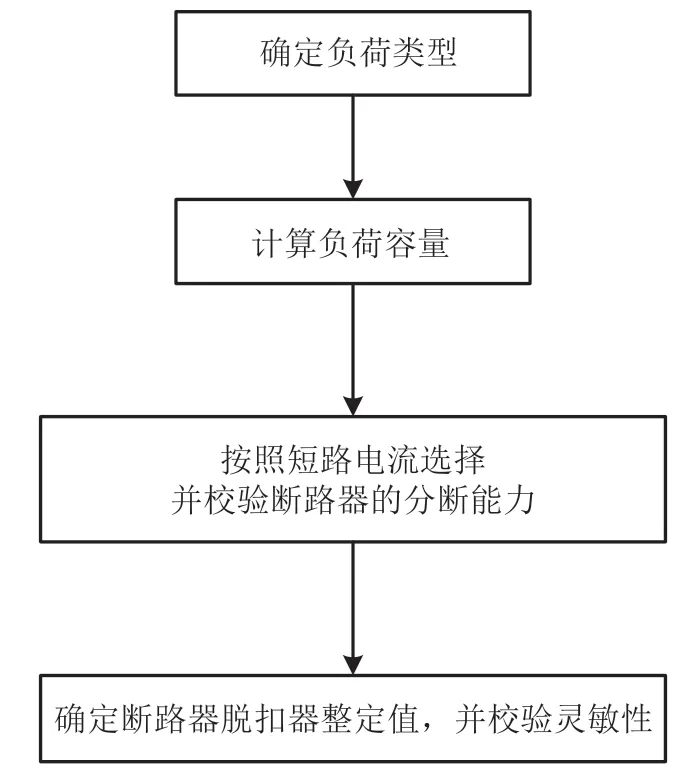
图2 塑壳断路器选型的步骤
在选择塑壳断路器型号时,需注意以下问题。第一,需要选择适合塑壳断路器的负荷类型。电动机负荷和常规配电系统的负荷具有不同的负荷特性,应根据不同的应用场合选择相应型号的断路器。第二,应计算系统的负荷容量。塑壳断路器应能在系统正常负荷下可靠运行,不应出现误动作跳闸的情况,从而保证供电可靠性。第三,不同型号的塑壳断路器具有不同的分断能力,应根据系统的短路电流合理选择具备相应分断能力的断路器,这是塑壳断路器选型的关键。第四,塑壳断路器的分断能力越高,灭弧效果越好,相应的制造成本越高,应从经济成本方面考虑,合理选型。第五,校验所选择的塑壳断路器的动作是否满足灵敏度要求,在系统出现过载等异常情况时是否能够及时跳闸隔离故障保护线路,此时可以查看塑壳断路器选型的相关导则和手册。
3.2 塑壳断路器的应用问题及解决方式
塑壳断路器在实际应用中可能会出现以下常见问题。
3.2.1 手动操作无效
当对塑壳式断路器进行合闸操作时,发现设备无法正常进行合闸操作,可能是塑壳断路器内部的脱扣器无电压或线圈损坏导致的。此时,需要更换损坏的线圈或在脱扣器中施加额定工作电压,即可执行塑壳式断路器的合闸操作。
3.2.2 合闸后自动断开
在使用塑壳式断路器时,设备突然自行分闸。出现该问题最主要的原因是塑壳式断路器处于热保护状态,双金属片还未完全恢复,导致塑壳式断路器合闸后自动断开。塑壳式断路器出现合闸后自动断开故障时,只需等待双金属片冷却后即可正常合闸。
3.2.3 噪声较大
在使用塑壳式断路器时,发现产品发出的噪声比平常明显增大,可能是因为设备内部铁芯有污垢或内部出现裂痕。此时,只需要清理或更换铁芯即可。
4 结语
塑壳断路器在使用时应根据实际情况选择合适的型号,注意塑壳断路器的分断能力(灭弧能力),实现塑壳断路器在不同实际应用场合中的合理选型,同时应加强塑壳断路器的结构设计,在实际应用中考虑运行温度、噪声水平和环境等因素。当塑壳断路器运行发生异常时,应及时正确处理,以保证塑壳断路器的正常可靠运行。
猜你喜欢
电器与能效管理技术(2022年6期)2022-09-20 12:47:18
城市轨道交通研究(2022年4期)2022-04-16 02:59:22
太阳能(2022年3期)2022-03-29 05:17:28
橡塑技术与装备(2021年6期)2021-03-19 08:11:08
新商务周刊(2019年8期)2019-12-20 19:27:43
电气开关(2018年4期)2018-03-04 12:22:00
中国信息化周报(2017年15期)2017-05-15 22:46:46
电力系统及其自动化学报(2016年5期)2016-12-01 03:13:10
电测与仪表(2015年20期)2015-04-09 11:53:46
水电站机电技术(2014年4期)2014-10-13 08:30:12
