
基于刚柔复合预压技术的立式加工中心 主轴部件的研发
2021-08-24 06:41邝锦富莫持标
现代制造技术与装备 2021年7期
邝锦富 莫持标
(1.广东今科机床有限公司,江门 529090;2.江门职业技术学院 机电技术系,江门 529090)
立式加工中心主轴部件是机床的核心部件之一,直接决定机床的技术水平和加工精度。经多年研究,目前已开发了多种型号的数控机床,其中主轴是核心研发部件之一。原先的传统立式加工中心机床主轴部件,轴承采用刚性预压或弹性预压技术。主轴工作一段时间后,温度升高产生热胀冷缩,主轴轴承预压力减少或消失,导致主轴部件的精度发生改变,直接影响加工精度。为了解决上述问题,经过较长时间的研究与实践,设计了一种刚柔复合预压技术的主轴部件,解决了主轴轴承预压力减少或消失的问题,使机床主轴在工作过程中保持相对稳定的加工精度。此主轴部件应用在生产上,效果甚佳,提升了机床质量档次,生产的产品深受用户喜欢。
1 复合预压技术的立式加工中心主轴部件研发
为了提高立式加工中心主轴部件回转精度,避免主轴工作时发生窜动,对主轴轴承的刚性预压技术或弹性预压技术存在的问题,创新与改进主轴轴承预压技术,即主轴轴承预压采用刚柔复合预压技术。
1.1 复合预压技术主轴部件的总体结构
原来的主轴部件轴承采用刚性预压技术,图1是主轴部件改进前的装配图。主轴工作时,主轴温度升高会产生热伸长,且热伸长一般大于其他零件的热伸长,导致原来对轴承的预压力变小甚至为零。主轴工作时可能发生窜动,使得主轴回转精度降低。
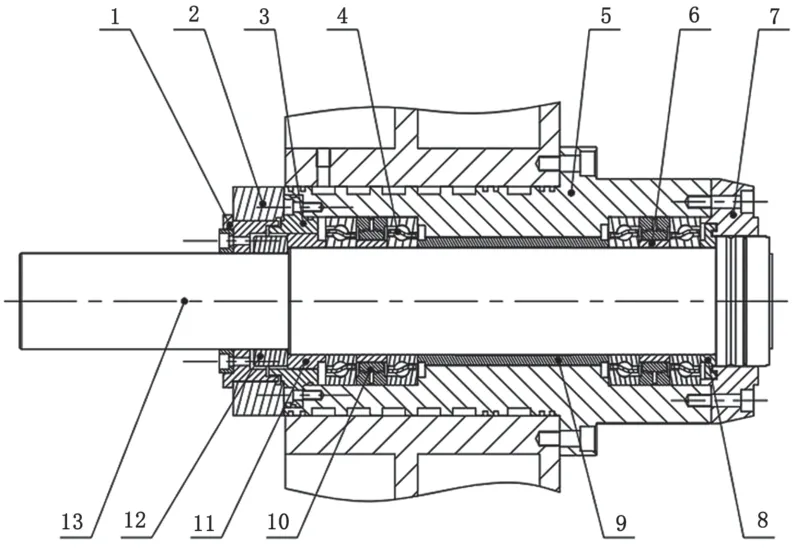
图1 刚性预压主轴部件装配图
现在原来结构的基础上,研发复合预压技术的立式加工中心主轴部件,图2是主轴改进后的装配图,其基本结构简述如下。
图2是一种刚柔复合预压技术的立式加工中心主轴部件,包括轴芯15、轴承4、轴体6和与轴承4(共有4个轴承)所匹配相接的中间隔10,轴承4与轴芯15紧密连接且外侧被轴体6覆盖,轴承4的外圈与弹性垫5连接,弹性垫5内安装有弹性工件11,用于产生弹性预压力,弹性工件11设置于中间隔10之外,中间隔10设置于轴芯15与轴体6之间。
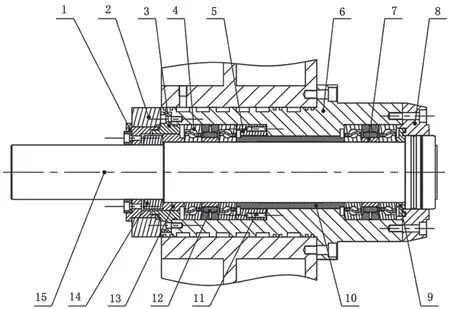
图2 刚柔复合预压主轴部件装配图
轴体6与弹性垫5轴向支撑轴承4的外圈,中间隔10轴向支撑轴承4的内圈,使轴承产生刚性预压力。
改进主轴部件后,增设弹簧垫和弹簧,见图2序号5、11。弹簧垫开有16个轴向小孔,安装16个弹簧,同时要改进轴体的结构,以便安装弹簧垫与弹簧,使轴承增加了弹性预压[1]。
主轴部件改进前的结构组成即刚性预压主轴部件,见图3。主轴部件改进后的结构组成即刚柔复合预压主轴部件,见图4,增加了弹簧垫5和弹簧11。

图3 刚性预压主轴部件的结构组成
1.2 弹簧垫的设计
弹簧垫需要专门设计制造,有16个轴向小孔,可安装16个弹簧,其零件图见图5。
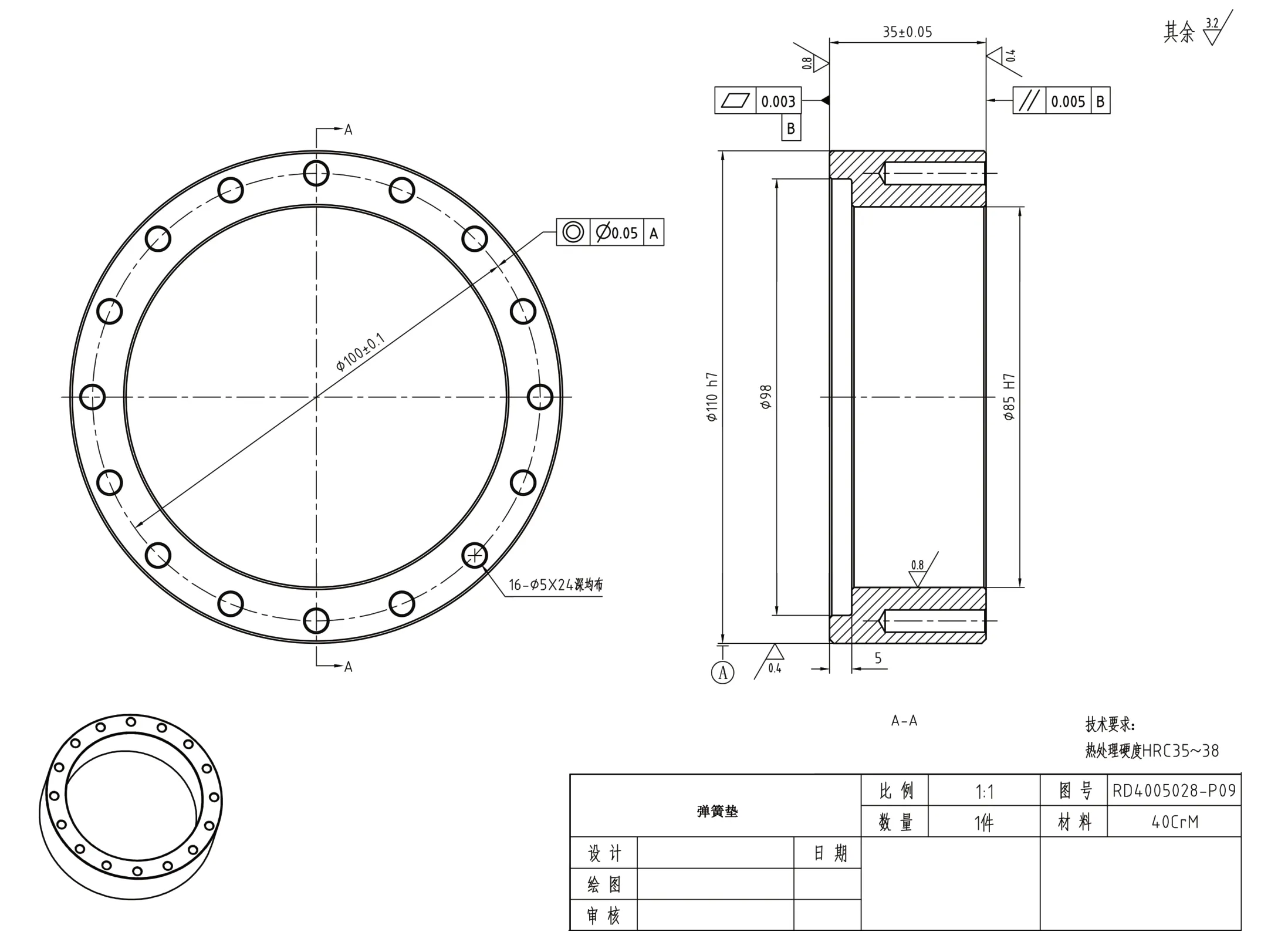
图5 弹簧垫零件图
弹簧可选购,见图4的局部放大图G。
1.3 轴体的改进
因增设了弹簧垫,对轴体的结构要作相应的改进,以便安装弹簧垫,见图2与图4的序号6。

图4 刚柔复合预压主轴部件的结构组成
1.4 刚柔复合预压技术主轴部件的工作原理
第一,当主轴处在低转速、大余量切削时,因主轴转速低,主轴温升不大,主轴伸长小,此时刚性预压和弹性预压共同发生作用,对轴承产生压紧力。
第二,当主轴高速回转时,主轴轴芯温升提高,主轴伸长增加。在刚性预压减弱时,此时在弹簧作用下,弹性预压发生作用,能保持对轴承的压紧力,避免轴承预压力消失,避免主轴回转精度明显下降或发生窜动。
第三,主轴受热伸长时向上延伸,不影响刀尖位置,能有效提高立式加工中心的加工精度[2-3]。
2 刚柔复合预压技术主轴部件与改进前的比较
2.1 与刚性预压技术主轴部件比较
图1是改进前轴承预压采用刚性预压技术的装配情况。主轴轴承如单纯采用刚性预压技术,主轴工作时因为主轴轴芯温度升高产生热伸长,且热伸长大于其他零件的热伸长,导致原来对轴承的预压力变小甚至为零,主轴回转精度降低甚至发生窜动。同时,主轴热伸长向下延伸,影响刀尖位置,也直接影响加工精度。
2.2 与弹性预压技术主轴部件比较
主轴轴承单纯采用弹性预压技术时(即只有弹性预压没有刚性预压),当主轴处在低速、大余量切削时,因切削力大,与刚性预压相比,弹性预压刚性弱。当采用大切削用量时,主轴回转精度同样会降低,严重时主轴会被卡住,导致加工中心机床不能正常工作[4-5]。
3 结语
立式加工中心机床的主轴及轴承要求较高要求。目前,市面上的加工中心的主轴轴承一般单独基于刚性预压或弹性预压进行工作。采用刚柔复合预压技术,相比于传统技术,不管主轴处在低转速还是高转速,主轴部件均能够保持对轴承压紧,避免轴承预压力明显变化,能有效提高立式加工中心主轴部件的回转精度,避免主轴部件在工作时发生窜动。主轴受热伸长时,向上延伸,不影响刀尖位置。刚柔复合预压技术能有效提高机床的加工精度,对立式加工中心主轴核心部件具有重要的意义。较长时间的研究与实践表明,刚柔复合预压技术的立式加工中心主轴部件解决了主轴轴承预压力减少或消失的问题,使机床主轴在工作过程中保持相对稳定的加工精度。此主轴部件应用在生产上,效果甚佳,提升了机床质量的档次,且生产的产品深受用户喜欢。本研发技术不仅应用在立式加工中心的主轴部件上,还可推广应用在其他机床的主轴部件上,具有重要的应用价值和推广价值,能提升我国机床装备的技术水平和竞争力。
猜你喜欢
当代陕西(2022年5期)2022-04-19
河南科学(2020年3期)2020-06-02
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年9期)2017-11-27
海外华文教育(2017年6期)2017-08-07
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
电子工业专用设备(2015年4期)2015-05-26
电机与控制应用(2015年3期)2015-03-01
浙江人大(2014年1期)2014-03-20
