
蓝宝石衬底片背面减薄磨削加工试验分析
2021-08-23 09:48牛俊凯李国伟陈晓强
机械制造 2021年7期
□ 牛俊凯 □ 张 毅 □ 韩 欣 □ 李国伟 □ 陈晓强
郑州磨料磨具磨削研究所有限公司 郑州 450001
1 分析背景
蓝宝石以优良的物化性质和光电特性成为发光二极管的主要衬底材料[1]。蓝宝石在经历长晶、掏晶棒、外圆加工、切片、双端面研磨、外圆倒边后,制成标准蓝宝石衬底片,然后采用金属有机化合物化学气相沉积在衬底片上进行外延层生长[2-3]。最后对衬底片背面进行减薄磨削、抛光、切割,制成发光二极管芯片。发光二极管芯片制造工艺流程如图1所示。蓝宝石衬底片材料导热性较差,为防止发光二极管有源区过大的温升对光输出特性和使用寿命产生影响,在完成蒸镀刻蚀等工序后,还需要对蓝宝石衬底片的背面进行减薄加工,从而达到改善芯片散热性能的目的[4]。蓝宝石衬底片背面磨削减薄至一定尺寸,可以满足后续划片、裂片、封装的工艺要求[5]。
在流体磨料研磨条件下,赵欣等[6]研究了不同抛光参数对蓝宝石衬底片化学机械抛光质量的影响,杨磊等[7]系统性分析了铜抛与化学机械抛光的压力、转速、时间对蓝宝石衬底片表面质量与加工效率的影响。以上研究对蓝宝石衬底片精密加工技术的发展起到积极的推动作用,但是业内采用固结砂轮进行蓝宝石衬底片背面减薄磨削加工的研究还较少。在衬底片背面减薄磨削加工中,如何减少蓝宝石衬底片产生的划伤、碎边、总厚度变化超差等缺陷,提高衬底片背面减薄磨削加工的效率和合格率,有效降低企业生产成本,是当下光电企业十分关心的问题。笔者通过开展磨削试验,研究衬底片背面减薄磨削过程中的关键工艺参数、冷却水温度等对蓝宝石衬底片磨削效率和磨削质量的影响规律,为蓝宝石衬底片磨削加工工艺的优化提供依据。

▲图1 发光二极管芯片制造工艺流程
2 试验条件
试验设备为32BSG-V型轮磨加工机,单次可加工五片直径为101.6 mm的蓝宝石衬底片,砂轮外径为305 mm,磨料粒径为45 μm。测量仪器有SJ-210型表面粗糙度测量仪、AS-882A型手持红外测温仪。检测工作台安装有ID-C112MXB型数显千分表,工作台规格为φ480 mm×20 mm,有效区域平面度为0.001 mm。试验中还使用FEI-Inspect S50型扫描电子显微镜。
3 试验方案
在32BSG-V型轮磨加工机上开展三组蓝宝石衬底片背面减薄磨削加工试验,磨削加工方式如图2所示。砂轮与贴有蓝宝石衬底片的陶瓷载盘同向旋转,砂轮轴定量进给。第一组以砂轮转速为单一变量,磨削进给量为0.03 mm/min,陶瓷载盘转速为60 r/min,所用耗材保持不变,在800 r/min、1 000 r/min、1 200 r/min、1 400 r/min的砂轮转速下,分别加工200片蓝宝石衬底片,衬底片厚度由310 μm统一减薄至130 μm。对32BSG-V型轮磨加工机负载表征电流和磨削加工后的蓝宝石衬底片合格数量进行记录。

▲图2 磨削加工方式
第二组以磨削进给量为单一磨削参数变量,陶瓷载盘转速为60 r/min,,所用砂轮保持不变,砂轮转速为1 000 r/min,在0.02 mm/min、0.04 mm/min、0.06 mm/min、0.08 mm/min的磨削进给量下,将蓝宝石衬底片由310 μm减薄至210 μm、170 μm、150 μm、130 μm等目标厚度。每种目标厚度的蓝宝石衬底片各加工200片,记录四种磨削进给量下不同目标厚度蓝宝石衬底片的合格数量。
第三组以前两组试验结果为依据,选定一组合理的磨削工艺参数,将蓝宝石衬底片厚度统一减薄至150 μm,设置不同的冷却水温度,观察冷却水温度变化对蓝宝石衬底片磨削质量的影响[8-9]。
蓝宝石衬底片磨削质量合格的标准为,单片总厚度变化不大于10 μm,减薄目标厚度公差范围为±5 μm,表面粗糙度Ra小于 0.3 μm,衬底片表面无异常划痕、碎边。在检测工作台上测量蓝宝石衬底片总厚度变化值时,每片需选取五个目标厚度测量点,五个测量点分别为中心点及周向均布的四个点,周向的四个测量点距离衬底片边缘7 mm左右。五个测量点中厚度最大值减去最小值即为蓝宝石衬底片总厚度变化值[10]。表面粗糙度值采用SJ-210型表面粗糙度测量仪测量,由于单次加工的五片蓝宝石衬底片表面粗糙度基本一致,因此随机抽取一片进行测量即可。
4 砂轮转速影响
第一组试验结果如图3、图4所示。由图3、图4可以看出,砂轮转速在800~1 200 r/min内,随着砂轮转速的提高,加工蓝宝石衬底片的合格数量呈上升趋势,轮磨加工机负载表征电流波动不大。当砂轮转速达到1 400 r/min时,负载表征电流增大明显,轮磨加工机出现间断性报警停机现象,加工的蓝宝石衬底片合格数量也急剧下降,不合格项主要是碎边。
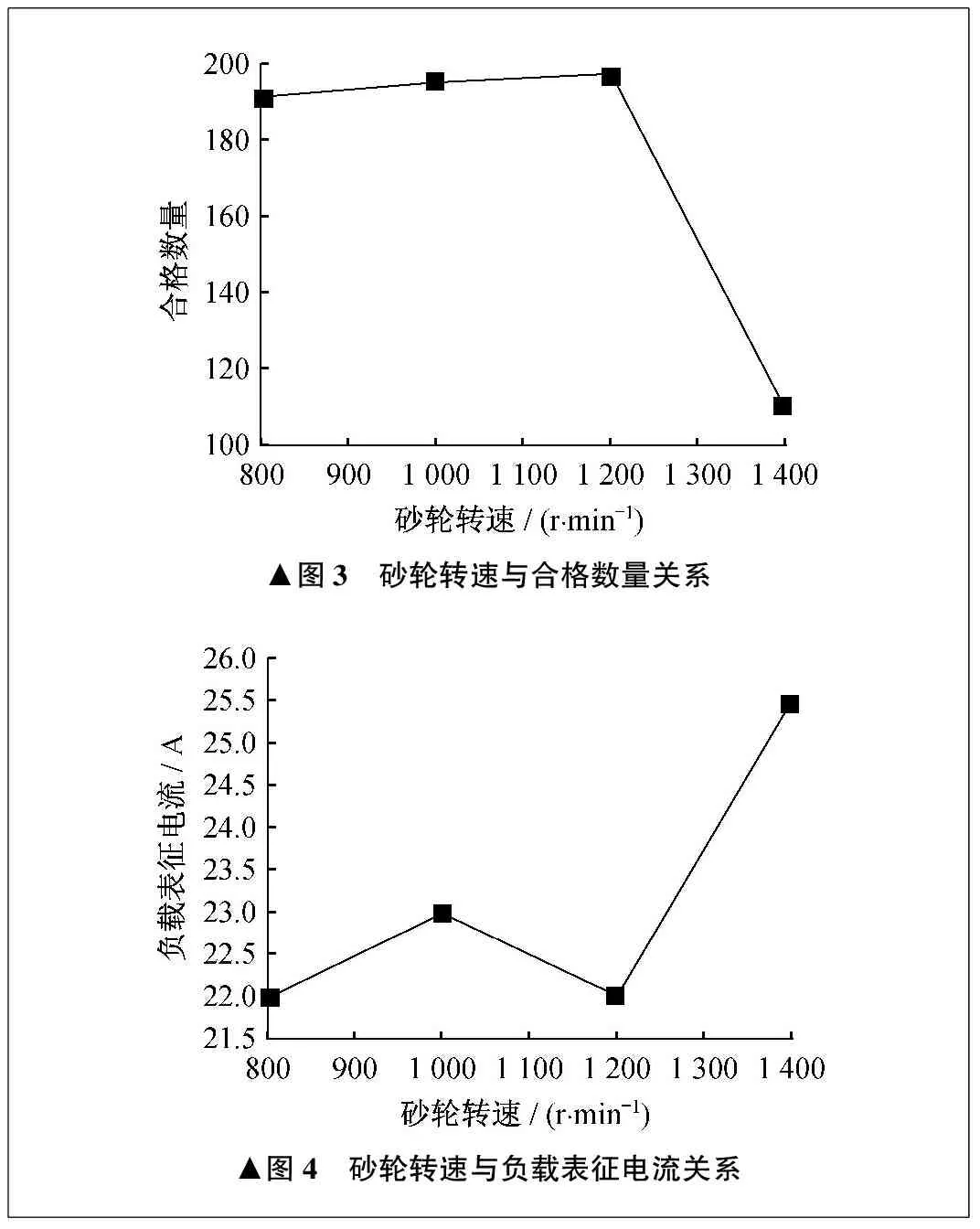
▲图3 砂轮转速与合格数量关系▲图4 砂轮转速与负载表征电流关系
砂轮转速在800~1 200 r/min内,随着砂轮转速的提高,砂轮磨粒刻入蓝宝石衬底片的深度变浅,衬底片表面损伤层变浅,出现深划痕和碎边的概率下降,因而蓝宝石衬底片加工的合格率得到提升。当砂轮转速提高至1 400 r/min时,砂轮磨粒刻入深度进一步变浅,磨粒受到磨削阻力的拉扯作用减弱,磨粒不能及时脱落,刃口被磨平仍无法脱落或破碎,出现光磨现象。光磨现象产生后,随着砂轮的持续进给,砂轮与衬底片的磨削挤压现象加重,衬底片表面余量无法及时去除,边缘出现碎边现象,导致合格率明显下降。磨粒刃口磨平区域如图5所示。
负载表征电流反映轮磨加工机主轴功率的变化。在持续进给下,磨粒刃口磨平,砂轮磨削阻力剧增,加之砂轮主轴转速高,需要更大的功率来保持砂轮主轴转速恒定,导致轮磨加工机负载表征电流急剧增大,甚至超过轮磨加工机负载表征电流设定的上限值。轮磨加工机设置负载表征电流上限值是为了确保轮磨加工机的精度,保护轮磨加工机的主轴及电机。
磨削中,砂轮结合剂对磨粒的把持力是一定的,砂轮能够实现持续自锐,磨粒刃口钝化后能够及时脱落,自动产生新的带锋利刃口的磨粒。砂轮转速直接影响磨粒对蓝宝石衬底片表面的刻划深度,如图6所示。刻划深度越深,磨粒受到的阻力越大,越易脱落。砂轮转速在800~1 200 r/min内时,磨粒参与磨削时受到的阻力虽然逐渐减小,但仍然大于结合剂对磨粒的把持力,磨粒在钝化后可顺利脱落。当砂轮转速达到1 400 r/min时,磨粒刻划深度更浅,磨粒参与磨削时受到的阻力明显小于结合剂对磨粒的把持力,导致磨粒刃口钝化后无法及时脱落。

▲图5 磨粒刃口磨平区域

▲图6 不同转速下磨粒对蓝宝石衬底片刻划深度
5 磨削进给量影响
第二组试验结果如图7所示。由图7可以看出,在不同的磨削进给量下,磨削不同目标厚度尺寸的蓝宝石衬底片合格数量出现了较大差异。相同进给状态下,目标厚度尺寸越薄,蓝宝石衬底片合格数量越少;目标厚度尺寸越厚,蓝宝石衬底片合格数量越多。目标厚度尺寸相同时,磨削进给量越大,蓝宝石衬底片合格数量越少,并且在大磨削进给量状态下,蓝宝石衬底片表面容易出现深划痕、碎边现象,蓝宝石衬底片状态如图8所示。

▲图7 磨削进给量与目标厚度尺寸、合格数量关系▲图8 蓝宝石衬底片状态
对蓝宝石衬底片缺陷及不同磨削进给量下合格数量差异产生的原因进行分析。当磨削进给量增大时,磨粒刻划产生的损伤层加深,蓝宝石衬底片承受的磨削挤压力增大。随着蓝宝石衬底片目标厚度的减小,蓝宝石衬底片抵抗外力破坏的能力降低。当砂轮层高频次进出蓝宝石衬底片边缘时,磨削挤压产生的内应力首先从蓝宝石衬底片边缘释放,从而产生碎边现象。碎边若不能及时冲刷掉,将会以大颗粒的形式参与磨削,直接导致蓝宝石衬底片表面出现深划痕,甚至砂轮层断裂,合格数量随之减少。考虑到加工效率及行业内普遍对合格率控制在95%的要求,结合图7试验结果,得到不同目标厚度尺寸的合理加工工艺参数,见表1。
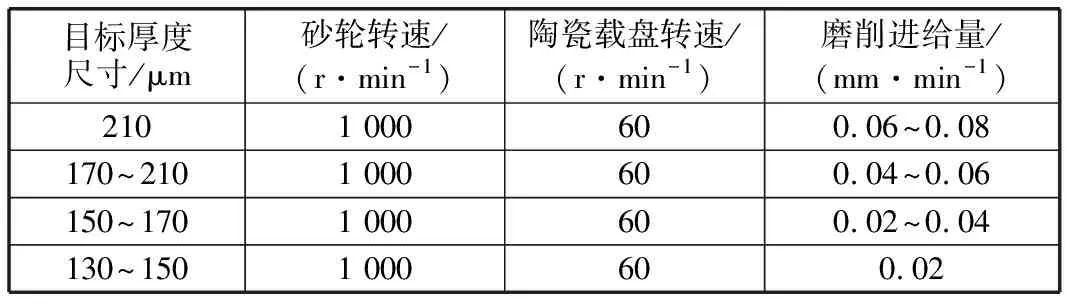
表1 不同目标厚度尺寸合理加工工艺参数
6 冷却水温度影响
采用同一砂轮持续加工蓝宝石衬底片,陶瓷载盘转速为60 r/min,砂轮转速为1 000 r/min,磨削进给量为0.04 mm/min,目标厚度为150 μm。每天记录三次轮磨加工机冷却水温度,并取均值,次日统计前一天蓝宝石衬底片的加工不合格率。通过数据处理,分析砂轮加工蓝宝石衬底片时冷却水温度对不合格率的影响,得到冷却水温度与蓝宝石衬底片加工不合格率的关系,如图9所示。由图9可以看出,冷却水温度上升,不合格率也呈上升趋势,且波动趋势趋近一致。

▲图9 冷却水温度与加工不合格率关系
冷却水的作用是带走磨削热量及磨屑,当冷却水温度上升时,冷却水对磨削的冷却效果变差,磨削热量不能及时被带走,蓝宝石衬底片表面温度上升,磨削热量直接传递给蓝宝石衬底片与陶瓷载盘贴附蜡胶层。蜡胶层被软化,导致对蓝宝石衬底片的定位性变差。在磨削过程中,蓝宝石衬底片产生微变形和移位,会直接导致破片产生。另一方面,砂轮磨削面温度上升后,砂轮胎体表层的力学性能发生变化,持续自锐的能力变差,从而提高了磨削异常产生的概率。综上所述,冷却水温度上升会导致蓝宝石衬底片的加工不合格率上升,按照业内对不合格率控制在5%的要求,在蓝宝石衬底片减薄磨削过程中,合理的冷却水温度不应超过29 ℃。
7 结束语
笔者通过三组不同试验分析,得到蓝宝石衬底片背面减薄磨削加工时,砂轮转速在800~1 200 r/min范围内提高,有助于改善蓝宝石衬底片磨削加工的合格率。在实际加工中,企业应根据设备的主轴功率限制及砂轮特性合理调整砂轮转速。为了兼顾加工效率和磨削质量,目标厚度不同的蓝宝石衬底片,磨削进给量也应不同,薄尺寸蓝宝石衬底片适合较小磨削进给量,厚尺寸蓝宝石衬底片可选择较大磨削进给量。磨削加工中,冷却水温度上升,蓝宝石衬底片不合格率呈上升趋势,合理的冷却水温度不应超过29 ℃。
猜你喜欢
粉末冶金技术(2021年3期)2021-07-28
上海交通大学学报(2019年1期)2019-02-19
制造技术与机床(2018年10期)2018-10-13
中国质量监管(2017年7期)2017-09-30
小学生作文(中高年级适用)(2017年5期)2017-07-10
中国质量监管(2016年10期)2016-07-10
红领巾·成长(2016年6期)2016-05-14
中国卫生质量管理(2015年1期)2015-12-01
天津护理(2015年4期)2015-11-10
文物鉴定与鉴赏(2015年6期)2015-07-06
