
一种高精度电连接器自动化装配质量控制研究*
2021-08-23 03:55孔祥龙
电子机械工程 2021年4期
李 明,孔祥龙
(南京电子技术研究所,江苏 南京 210039)
引 言
在雷达电子装备中,电连接器在器件与器件、组件与组件、系统与系统间进行电气连接和信号传递,是构成一个完整雷达系统必需的基础元件[1]。盲插电连接器的普遍使用既提高了电子设备的集成度,又增强了各组件或部件的互换性和可维修性。显然,电连接器的盲插装配质量对确保整个电子设备的可靠性十分重要,任何一个电连接器的失效都可能导致整个系统失效。
目前,盲插电连接器的装配主要以手工操作为主,完全自动化装配难度较大,仍处在探索阶段。从表面看,手工装配成本低廉,但缺点也很明显:1)装配效率低;2)装配一致性较差,装配质量难以保证。为推进盲插电连接器的自动化装配,文献[2]研究了航天电连接器的智能识别技术和装配引导技术,识别准确率达90%;文献[3]研究了基于视觉技术的连接器孔位识别与定位装配技术。不难发现,目前的电连接器自动化装配研究均缺乏对装配质量的在线实时监控。
智能制造技术的快速发展为电连接器的完全自动化装配以及装配质量的实时监控提供了可能[4-5]。其中机器视觉技术与柔性机械手技术可以实现不同产品的智能识别、定位和装配,是解决传统机器人装配前必须示教编程问题的有效途径;智能传感器技术可以实现装配过程的实时感知与监控,是自动化装配过程中质量控制的有效手段。
为提高电子设备中电连接器的装配效率和装配质量,满足电子设备快速研制和高可靠性要求,本文针对一种高精度射频同轴电连接器进行了自动化装配工艺分析;根据分析结果搭建了自动化装配试验平台,开展电连接器自动化装配测试,得到该电连接器自动化装配的位移(装配深度)-压装力曲线、最大压装力分布图等;基于测试分析结果,给出了该电连接器自动化装配过程在线实时监控的关键措施,实现了对该电连接器自动化装配过程的控制。
1 电连接器装配工艺分析
本文研究的电连接器是一种直式双阴头射频同轴电连接器,其外形如图1(a)所示,对应的安装光孔如图1(b)所示。电连接器主要由绝缘子、插孔、壳体等组成。壳体两端的接触头采用涨口工艺,具体为四槽簧片结构。插孔采用收口工艺,具体为两槽簧片结构。对应的安装光孔内有插针。装配时,电连接器接触头装入安装孔内,且插针必须插入电连接器的插孔内,不得出现弯针等现象。

图1 电连接器装插结构示意图
从图1可知,采用手工装配时,电连接器主要依靠安装孔前半部分的直径为Φ3.61的孔导向装配,手可以根据导向孔自动调整,所以只要电连接器装入安装光孔内,装配基本都合格。
不同于手工装配,完全自动化装配时,一般机械手的刚性较好,可以根据导向孔自动调整的浮动量很小,所以电连接器自动化装配对装配精度的要求更高。根据图1中电连接器的结构特点,假定机械手为完全刚性结构,要保证自动化装配合格,就必须满足以下2个条件:
1)定位精度达到±0.01 mm。由图1可知,要保证电连接装配合格,安装光孔内的插针就必须准确插入电连接器的插孔内。经过公差计算,自动化装配定位精度要达到±0.01 mm。
2)装配深度达到(2.7±0.04)mm。由图1可知,电连接器自动化装配的最佳深度是电连接器正好装到安装光孔底部,对应图1(b)中的(2.79±0.05) mm尺寸。为防止电连接器损坏,按负公差计算,装配深度最大为2.74 mm。在保证装配质量条件下,考虑实际装配等综合因素,将电连接器自动化装配深度定为(2.7±0.04)mm。
2 自动化装配试验平台搭建
为实现电连接器自动化装配,基于上述装配工艺分析结果,搭建了如图2所示的自动化装配试验平台。该平台由六自由度机器人、末端执行机构、控制系统等组成。为实现对电连接器装配过程的压装力实时检测,在末端执行机构上搭载了高精度压力传感器和接触式位移传感器。

图2 电连接器自动化装配试验平台
整个试验步骤分为以下2部分:
1)进行电连接器自动化装配,获取装配过程的位移(连接器装入深度)-压装力曲线;
2)通过外观检查、电测等方法对自动化装配的连接器进行检验,判断是否合格。
3 自动化装配试验结果分析
通过搭建的自动化装配试验平台,开展电连接器自动化装配试验,得到电连接器合格装配的位移-压装力曲线,如图3所示。将该曲线和安装光孔的尺寸进行对比,发现该位移-压装力曲线具有明显的规律。在安装光孔允许的尺寸公差内,图中A,B,C,D,E,F点和曲线中的A′,B′,C′,D′,E′,F′点一一对应。
从图3可知,电连接器压装力的大幅增加基本是从C点开始的,在AC段的压装力很小。这是因为AC段的孔径较大,而从C点开始,安装光孔的直径逐渐缩小,导致电连接器装配受到的阻力显著增加。另外,在D点压装力有一个突然减小的跃变。为分析原因,对D点前后电连接器所受阻力进行受力分析,如图4所示。显然,在D点之前即CD段,连接器插入所受阻力F1为摩擦力f1和支持力FN1的合力,而在D点之后即DE段,连接器所受阻力F2仅为摩擦力f2(因支持力FN2对阻力没有影响),由于斜面的消失,由支持力FN1直接产生的插装阻力FN1sinθ瞬间消失,因此在D点压装力突然减小。

图3 电连接器典型位移-压装力曲线分析

图4 D点前后电连接器所受阻力分析示意图
此外,从图3可以发现,在E点之后,压装力再次快速增加。这是因为光孔内的插针接触到电连接器的插孔,插装阻力增加,而且随着电连接器插入深度的增加,电连接器与光孔之间的摩擦阻力也不断增加。但当插入深度达到一定值时,光孔对电连接器起到一定的扶正导向作用,加上自动化装配平台的末端执行机构也并非完全刚性(由于结构设计的原因,末端执行机构自带一定的柔性),随着光孔的导向作用,电连接器的插入位置也在进行一定程度的微调,从而导致压装力在EF段之间出现一些上下跳动的现象。
图5给出了445组电连接器装配的最大压装力分布图。从图5可知,此次用来试验的连接器最大压装力范围为4~17 N,最大压装力为16.66 N,最小压装力为4.86 N,平均压装力为9.76 N。最大压装力之所以会出现如此大的差别,是因为影响自动化装配压装力的因素很多,比如定位精度、连接器外观尺寸精度、连接器接触面的表面粗糙度和表面摩擦系数等。在一般情况下,定位越准,最大压装力就越小;连接器和安装光孔间的实际配合间隙越大,最大压装力就越小。另外,自动化装配的瞬间压装速度对最大压装力也有影响。通过试验发现,压装速度慢一些,最大压装力也会小一些。
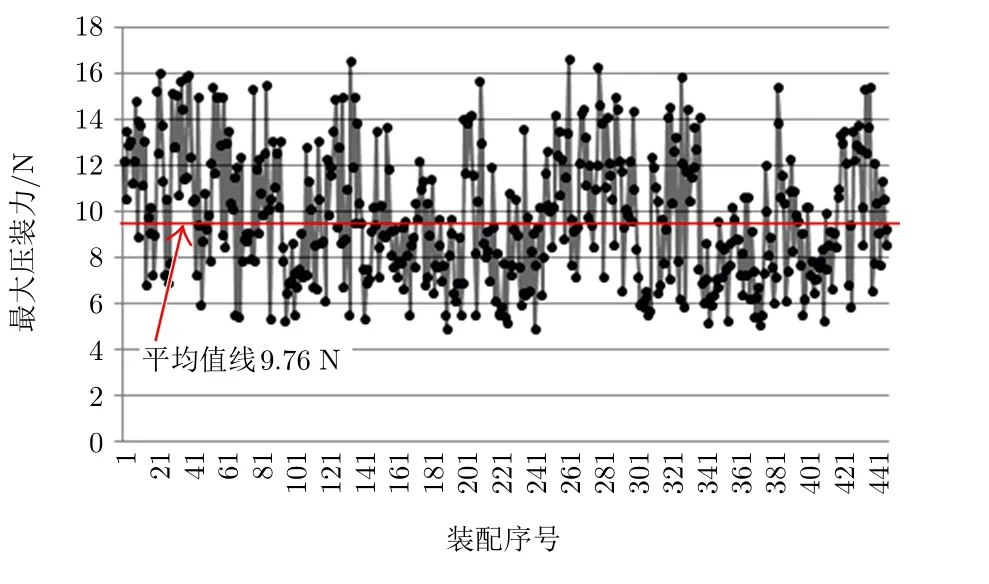
图5 最大压装力分布图
图6给出了该445组电连接器最大压装力的分布柱状图。从图6可知:最大压装力F <6 N的占比为7.87%,共35组;6 N≤F <8 N的占比为24.72%,共110组,是占比最大的区间;8 N≤F <10 N的占比为23.60%,共105组;10 N≤F <12 N的占比为19.10%,共85组;12 N≤F <14 N的占比为15.51%,共69组;最大压装力F ≥14 N的占比为9.21%,共41组。

图6 最大压装力区间统计柱状图
另外,通过电连接器自动化装配试验,发现一旦出现电连接器装配失效(如定位偏差过大、电连接器本身质量不合格等),不但压装深度无法达到规定的自动化压装深度,压装力也将远大于正常装配的压装力。
4 自动化装配质量控制措施
基于上述试验分析结果得到的电连接器自动化装配的质量控制措施如下:
1)通过大量试验,确定一个最大压装力上限值。对于本文的装配条件,可以将最大压装力设置为18 N。
2)通过压力、位移传感器,实时监控连接器压装过程中的位移-压装力曲线,实时判断装配位移是否到位,压装力是否超过设定的上限值。如压装力达到上限值,就立即停止该连接器装配,以保护连接器。
3)通过对装配连接器的位移-压装力曲线和文中图3的曲线进行对比,就可以判断该连接器装配是否合格。若不合格,找出初步失效的原因。
5 结束语
本文针对一种高精度电连接器进行自动化装配试验,重点对电连接器自动化装配的关键工艺参数进行研究,得到该型连接器自动化装配时的位移-压装力变化趋势图,并基于该试验结果,得到连接器自动化装配的质量控制措施。
目前该质量控制措施已在实际产品中得到初步应用。应用结果表明该质量控制措施简单有效,保证了该型连接器自动化装配高的合格率。
猜你喜欢
昆明医科大学学报(2021年12期)2021-12-30
山东农业大学学报(自然科学版)(2020年6期)2021-01-09
机电信息(2020年33期)2020-11-29
英语文摘(2020年10期)2020-11-26
现代工业经济和信息化(2018年11期)2018-09-21
设备管理与维修(2018年13期)2018-06-24
中学生数理化·八年级物理人教版(2018年3期)2018-05-31
学苑创造·C版(2018年3期)2018-05-28
制造技术与机床(2017年7期)2018-01-19
学苑创造·C版(2016年10期)2016-11-19
