
火焰原子吸收法测定醋酸反应液中铑含量
2021-08-23 02:12尹永志
安徽化工 2021年4期
尹永志
(河南龙宇煤化工有限公司,河南永城 476600)
河南龙宇煤化工有限公司醋酸装置年产能力40万吨,采用的是CO 和CH3OH 在催化剂(铑催化剂、甲基碘、碘化氢)的作用下,进行低压羰基化反应生成醋酸,经低压闪蒸精馏提纯制得99.9%的产品醋酸。由于三碘化铑催化剂影响合成、价格昂贵,所以监控随反应釜液流失的三碘化铑催化剂有积极意义。
本文采用火焰原子吸收法测定反应釜液中铑含量,相较于重量法、分光光度法具有快速、简便、准确的优点。
1 实验部分
1.1 方法原理
火焰原子吸收法,铑元素空心阴极灯,以乙炔-空气为燃气,试样经硫酸和次氯酸钠处理后,在343.5 nm 特征谱线波长处测定试样的吸光度[1]。
1.2 仪器与试剂
TAS-990 火焰原子吸收分光光度计,北京普析;铑空心阴极灯;分析天平;移液管;容量瓶。所有玻璃器皿用10%硝酸溶液浸洗,除去微量金属杂质离子。仪器参数见表1。

表1 仪器参数[2]
国家标准物质铑1 000 μg/mL;高纯水;硝酸;浓硫酸;次氯酸钠;压缩空气;乙炔。
1.3 实验步骤
1.3.1 标准曲线的绘制[3]
铑标准溶液的配制:先配制成100 μg/mL 的母液,然后分别移取 0.00 mL、1.00 mL、2.00 mL、3.00 mL、4.00 mL、5.00 mL标准溶液于6个100 mL洁净的容量瓶中,分别依次加入4 mL浓硫酸,4 mL次氯酸钠,用去离子水稀释至刻度,混匀。仪器提前开启预热,点火后待火焰稳定后,分别测定其吸光度,绘制曲线,见图1。测定过程中要保证火焰的连续稳定和雾化喷头的通畅,否则会对测定结果产生直接影响。
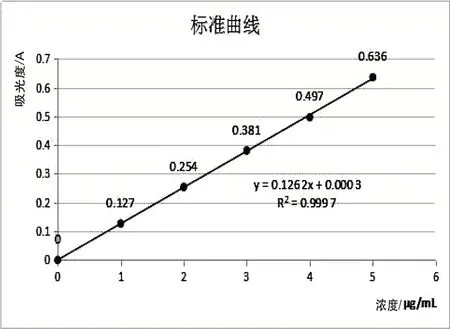
图1 标准曲线
铑的工作曲线:
A=0.126 2c+0.000 3,相关系数r=0.999 8
式中:A-吸光度;c-样品浓度,μg/mL。
1.3.2 样品的测定
先将样品充分混匀,准确称取0.300 0 g 反应釜液(精确至0.000 2 g)于100 mL 容量瓶中,然后依次加入浓硫酸、次氯酸钠各4 mL,混匀。再用去离子水稀释至刻度,混匀待测。
2 结果与讨论
2.1 回收率实验
两组已知含量的试样中分别加入1 mL、2 mL 的20 μg/mL铑标液,按上述步骤进行操作,见表2。

表2 回收率实验
2.2 精密度实验
按上述实验步骤重复测定4 组数据测得铑的平均浓度如表3。

表3 精密度实验
相对标准偏差RSD=0.57%
3 结论
火焰原子吸收法测定醋酸反应釜液中铑元素含量可行,具有操作简便、快速准确等优点,适合铑含量的日常分析。
猜你喜欢
化工管理(2022年14期)2022-12-02
再生资源与循环经济(2022年9期)2022-11-20
铜业工程(2021年1期)2021-04-23
黑龙江水利科技(2020年8期)2021-01-21
天津化工(2021年3期)2021-01-08
昆钢科技(2020年6期)2020-03-29
聚氯乙烯(2018年12期)2018-06-06
科学与财富(2018年33期)2018-01-02
中成药(2017年9期)2017-12-19
中成药(2017年5期)2017-06-13
