
奥美拉唑肠溶胶囊含药丸芯工艺改进研究
2021-08-23 02:12袁鹰刘竺云李岩
安徽化工 2021年4期
袁鹰,刘竺云,李岩
(泰州职业技术学院,江苏泰州 225300)
奥美拉唑是由瑞典Astra Zeneca公司研制开发的第一个质子泵抑制剂(PPI),是胃酸分泌的强效抑制剂,可用于治疗胃和十二指肠溃疡。奥美拉唑结构中含有磺酰基苯并咪唑化学结构,属于弱碱性化合物,其稳定性易受各种因素的影响,尤其是在酸性条件下,奥美拉唑会很快分解。为提高奥美拉唑的稳定性及生物利用度,将奥美拉唑制成肠溶胶囊,采用隔离层包衣材料,将碱性药物与酸性肠溶材料分隔开来。采用蔗糖丸芯作为药用微丸丸芯,将制备好的奥美拉唑主药液在一定条件下喷射到蔗糖丸芯上制得奥美拉唑微丸,然后过筛,这样制得的微丸颗粒均匀,可以提高奥美拉唑颗粒得率,但有效成分奥美拉唑的含量和原研药相比有一定差异,从而导致产品疗效也有差异。另外,由于奥美拉唑容易见光分解,在制备过程中对外在环境要求相对严苛,环境条件达不到要求则易降解,同时由于粘合剂的加入以及大生产时批量大,在生产过程中很难控制水分及高温对奥美拉唑的影响,从而使奥美拉唑降解而产生杂质,影响了疗效和用药安全。因此本研究拟改进工艺,采用挤出-滚圆工艺法制备奥美拉唑肠溶胶囊含药微丸,提高奥美拉唑得率和含量。
1 试剂与仪器
1.1 试剂
奥美拉唑,纯度99%,南京百慕达生物科技有限公司;甘露醇,纯度99%,南京松冠生物科技有限公司;羟丙纤维素EXF,纯度98%,湖北恒景瑞化工有限公司;羟丙纤维素LH-32,纯度98%,湖北恒景瑞化工有限公司;微晶纤维素pH101,纯度≥99%,苏州甫路生物科技有限公司;乳糖,200 目,纯度99%,南京百慕达生物科技有限公司;磷酸氢二钠,纯度98%,南京化学试剂股份有限公司;十二烷基硫酸钠,纯度99%,盐城美茵新材料有限公司;纯化水,以上试剂均为医用级。
1.2 仪器
HLSG220B 湿法制粒机,北京航空航天研究所;E220挤出机,GEA;S700滚圆机,GEA;MP3多功能流化床,GEA;ZS-650旋涡振荡筛,江阴瑰宝集团有限公司。
2 含药丸芯的制备
奥美拉唑结构中含有磺酰基苯并咪唑化学结构,属于弱碱性化合物,在酸性及见光条件下会很快分解。在表1含药丸芯成分中,微晶纤维素、乳糖、羟甲基纤维素、十二烷基硫酸钠在制备中均使奥美拉唑变色,因此用甘露醇做主要填充剂。甘露醇和奥美拉唑混匀,加入辅料羟丙纤维素EXF、羟丙纤维素LH-32、微晶纤维素、200目乳糖,再加入到十二烷基硫酸钠和磷酸氢二钠制成的溶液中,制成软料,用挤出机挤出,滚圆机滚圆,流化床干燥,过1.2 mm筛网,计算收率。
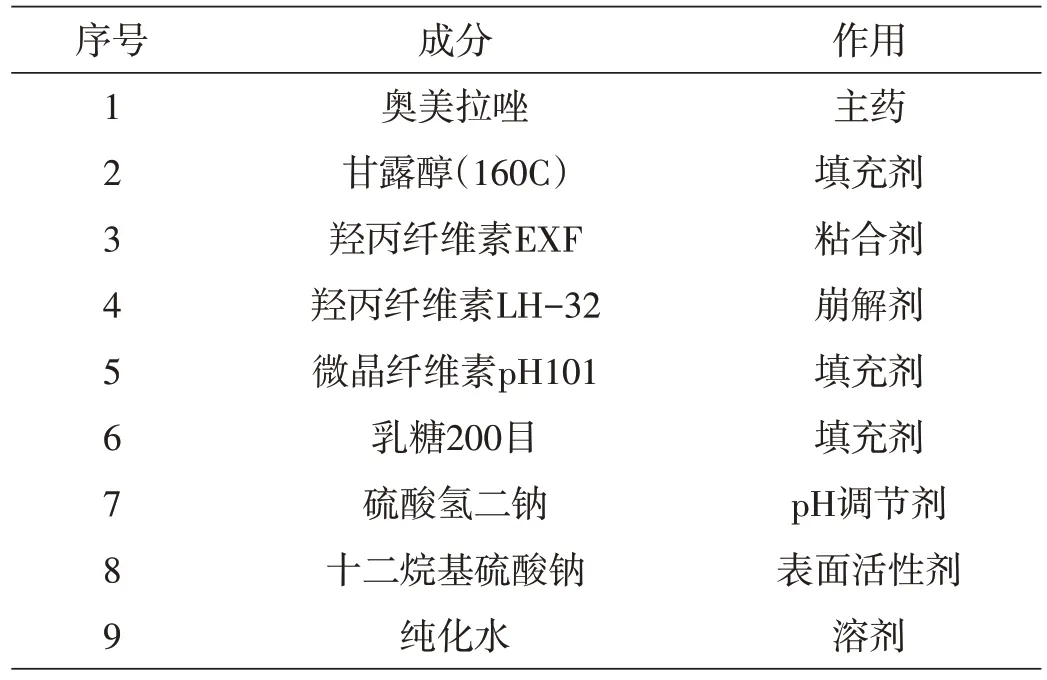
表1 含药丸芯成分和作用
3 结果与讨论
3.1 处方因素对含药丸芯物理性质的影响
影响挤出滚圆法造丸的关键因素是物料特性和造丸过程中物料的湿度。适合挤出滚圆法造丸的物料挤出物必须能甩断成短圆柱形,并具有足够的塑性滚成球形。为使挤出物具有适当的塑性,一般加入润湿粘合剂来调节成丸所需要的最佳润湿程度。
奥美拉唑含药丸芯用羟丙纤维素EXF 做粘合剂,纯化水做溶剂,主要讨论粘合剂含量为0.5%、1.0%、1.5%和纯化水含量为10.00%、12.50%、15.00%对丸芯得率的影响。在溶剂含量一定的情况下,粘合剂比重少,意味着溶剂比重较高,溶液湿润度过高,不利于挤出物成型;粘合剂比重过大,意味着溶剂比重较低,不利于滚圆;脆碎度增加,得率降低。通过九次实验表明:粘合剂比重1.0%和溶剂比重12.5%时得率最高,可以得到成丸的最佳润湿程度。
3.2 混合时间对颗粒混合均匀度的影响
含药丸芯要求粒径均匀、收率高、圆整度好、表面光洁度佳、重现性好,这就要求主药和辅料必须混合均匀。甘露醇和奥美拉唑使用湿法制粒机混合,批量15万粒,考查混合时间对混合均匀度的影响,分别在混合3 min、4 min、5 min时取样,测定混合均匀度,结果如表2所示:随着混合时间的延长,颗粒均一性逐渐变好,当混合时间为5 min 时,混合均匀度能满足要求,因此奥美拉唑和甘露醇混合时间为5 min。然后加入其余辅料混合,测混合物浓度,如表3 所示:随着混合时间的延长,主辅料逐渐混合均匀,混合物浓度和真实浓度误差为1.8%,达到要求,因此主辅料混合时间为5 min。
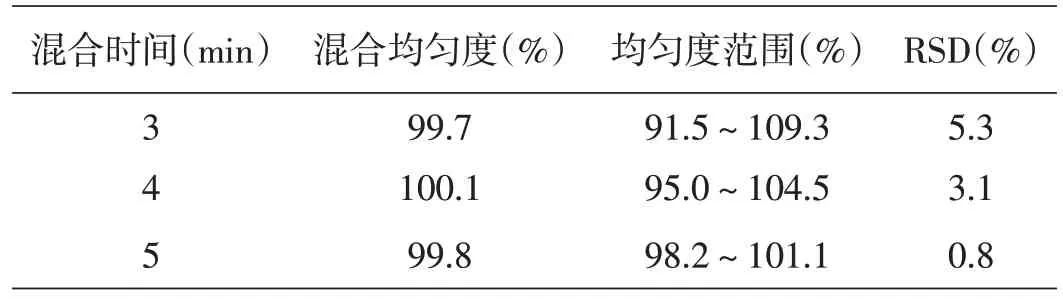
表2 甘露醇和奥美拉唑不同混合时间的混合均匀度结果
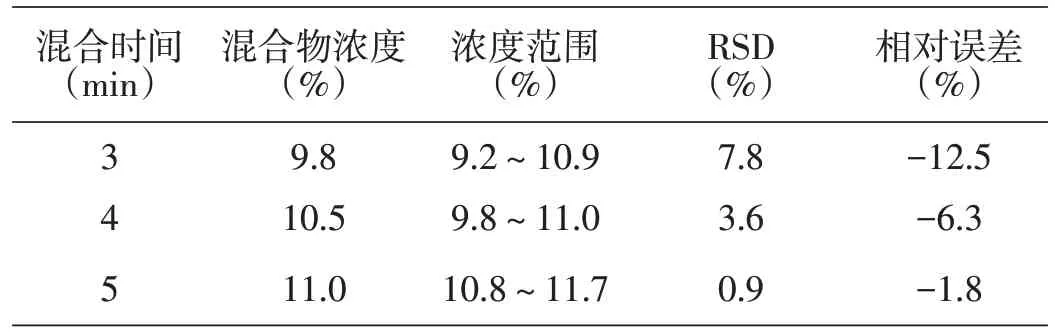
表3 主辅料不同混合时间的混合物浓度结果
3.3 工艺因素对含药丸芯物理性质的影响
挤出-滚圆工艺影响含药丸芯物理性质的因素主要是挤出速度、滚圆加量、滚圆速度和滚圆时间。通过实验,将十二烷基硫酸钠和磷酸氢二钠制成的溶液匀速加入到搅拌的物料中,加液时间约为3~10 min,制得软料。选用1~2 mm孔径挤出机筛选,设置挤出机送料速度为30 rpm,挤出速度为30 rpm 进行挤出。将挤出物料放入滚圆机,设置滚圆速度为500 rpm,滚圆时间为1 min,出料后得含药丸芯。
4 结论
通过配方改进,采用粘合剂羟丙纤维素EXF 和主药奥美拉唑混合5 min,然后加入羟丙纤维素LH-32、微晶纤维素pH101、乳糖200目混合5 min,将硫酸氢二钠、十二烷基硫酸钠溶液匀速加入到搅拌的物料中,加液时间约为3~10 min,制得软料,采用挤出-滚圆方法制备奥美拉唑含药丸芯,设置挤出机送料速度为30 rpm,挤出速度为30 rpm,进行挤出;将挤出物料放入滚圆机,设置滚圆速度为500 rpm,滚圆时间为1 min,出料后得含药丸芯;开启流化床,设置进风温度为45℃~55℃,进风量为1 500~3 000 m/h,待物料温度达到42℃后取样测定水分,水分2.0%以下收料。通过此工艺改进,所得丸芯收率增加,同时也提高了丸芯的性状参数,获得粒径均匀、圆整度好、表面光洁度佳、不易破碎、更适合制剂应用的产品。
猜你喜欢
故事作文·低年级(2022年12期)2023-01-05
中国房地产业(2018年10期)2018-02-10
工业设计(2016年1期)2016-05-04
中国塑料(2016年7期)2016-04-16
橡胶工业(2016年4期)2016-02-26
中国塑料(2015年2期)2015-10-14
中国塑料(2015年11期)2015-10-14
橡胶科技(2015年3期)2015-02-26
中国塑料(2014年8期)2014-10-17
