
煤制甲醇水处理系统自动控制的研究与应用
2021-08-21 00:00:31刘艳红项亚南徐涛
机电工程技术 2021年12期
刘艳红 项亚南 徐涛
摘要:针对某煤制甲醇项目废水水量大、水质复杂、处理流程复杂、人工控制影响控制精确度和实时性等问题,设计了一套高效稳定的深度水处理自动控制系统。根据煤化工污水处理工艺流程和出水水质要求,搭建了系统电气和网络拓扑结构,设计了由工控机、PLC、现场智能仪表、HMI 等组成的硬件系统,通过 PLC实现水处理自动控制,并利用 WINCC开发了上位机监控系统,最终实现了对水处理系统全过程的远程监视、参数设置、实时控制、报警、生成报表等功能。运行结果表明,设计的水处理控制系统长期稳定高效可靠运行,废水回用率高达97%,节约排污费超100万元/年,实现了节能减排和降本增效。
关键词:水处理;反渗透;PLC;监控
中图分类号:TP273 文献标志码:A 文章编号:1009-9492(2021)12-0155-07
Research and Application of Automatic Control of Water Treatment System in Coal-methanol Project
Liu Yanhong1,Xiang Yanan1,Xu Tao2
(1. Integrated Circuit Manufacturing Equipment Engineering Technology Research and Development Center, Jiangsu Vocational College ofInformation Technology, Wuxi, Jiangsu 214153, China;2. Wuxi Bozhong Automation Co., Ltd., Wuxi, Jiangsu 214124, China)
Abstract: In coal-methanol project, to solve the problems of large amount of wastewater, complex composition and treatment process, control accuracy and real-time performance are difficult to achieve by manual control. An efficient and stable automatic control system for advanced water treatment was designed. According to the requirements of coal chemical wastewater treatment process and effluent quality, the system electrical construction and network topology were built, and the hardware system composed of industrial computer, PLC, field intelligent instruments and HMI was designed. The automatic control of water treatment was realized through PLC, and the upper computer monitoring system was developed by WINCC. The remote monitoring, parameter setting and real time control, alarm, report generation and other functions were realized. The operation results show that the water treatment control system operates stably, efficiently and reliably for a long time, the wastewater reuse rate is as high as 97%, the sewage discharge fee is saved by more than one million yuan / year, and energy conservation, emission reduction, cost reduction and efficiency increase are realized.
Key words: water treatment; reverse osmosis; PLC; monitor
0 引言
《關于推进污水资源化利用的指导意见》提出,“双碳”形势下煤化工企业废水重在减排和资源化,需要企业践行低碳控制的水循环理念。近年来,煤化工行业快速发展,工业生产过程中产生的反渗透浓水、工业污水、循环排污水及部分工艺排水等污水量逐年增加,污水成分复杂、污染物多,其水处理流程复杂。现有水处理系统可采用人工控制现场电柜简单电气线路,此方式只适用于简单的水处理控制,很难实现精准实时控制和能耗节约,且存在安全隐患。在行业监管加强、人工成本大幅上升等因素影响下,本文旨在设计一套高效稳定的深度水处理自动控制系统,利用 PLC模块达到智能化控制和节约能耗目标,通过水处理远程监控系统,实现污水处理的智能监控、数据存储、预判预报警等功能。通过智能化水处理监控系统,提升污水收集处理效能,推进污水资源化利用,促进甲醇生产过程智能制造新模式应用。
1 煤制甲醇水处理工艺流程
本甲醇生产项目位于内蒙古鄂尔多斯市乌审旗无定河镇毛乌素沙漠腹地,当地水资源匮乏,整个产品周期耗水巨大,易产生大量的废水,水泵消耗的能源消耗占水处理设施能耗10%,水处理消耗大量燃料和药剂,并排放温室气体。项目站在更高视角进行整体工艺设计,设计时充分利用上游生产装置,综合分析污染物来源特性及产生过程,治理污水同时同步优化资源配置,降低污水处理成本,降低废水排放量,提升企业竞争力。
通过优化原料投入环节、改造升级曝气系统、优化污水处理工艺,建立一套水处理监控系统,实现由 PLC 根据现场设备自动完成水处理工艺流程[1],旨在降低污水处理能耗和物耗。
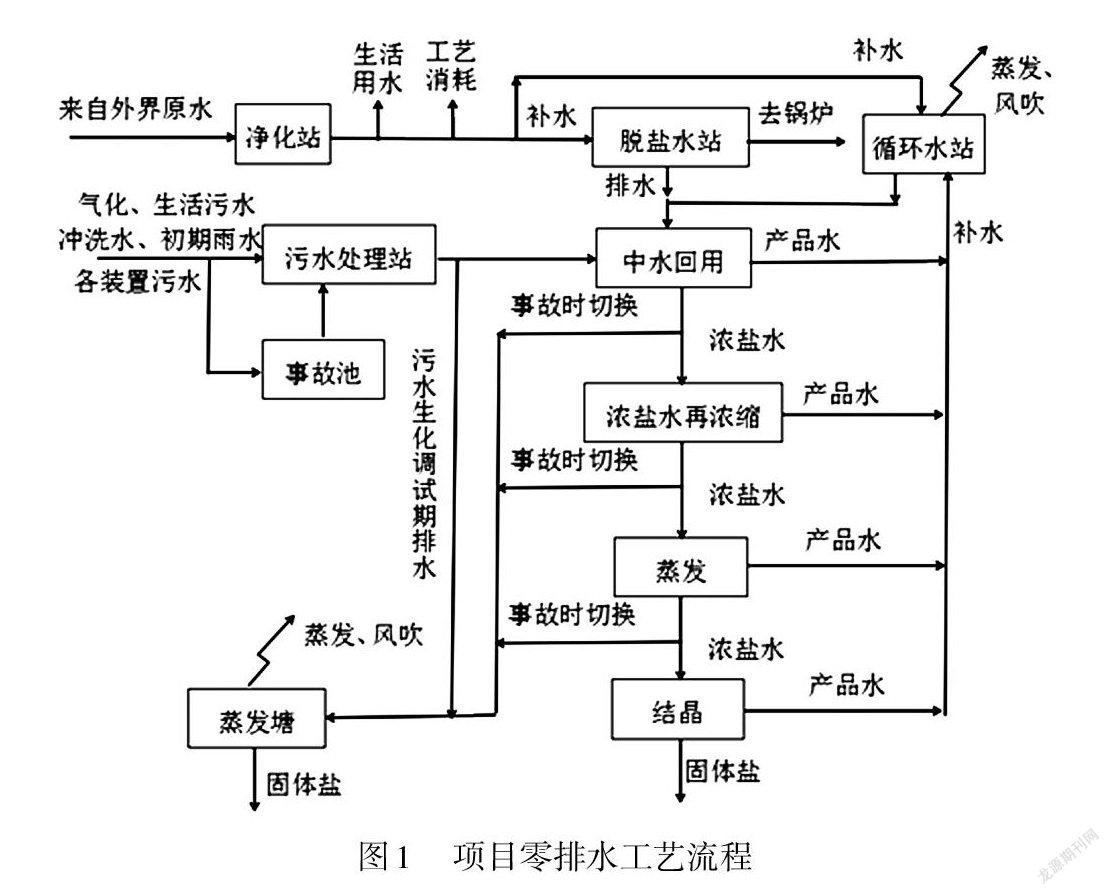
本项目用水主要分为锅炉用水、循环水补水和其他生产工序用水,其中脱盐水站和循环水补水的用水量最大,超总用水的90%,本项目需要把煤制甲醇过程中所需的原水、生产装置排除的废水、雨水、生活污水等进行处理,最终达到不向外界排放废水的目标,项目“零排放”选用的工艺如图1所示。
脱盐水站利用各种设施设备(如反渗透装置)和工艺技术,将水中所含的盐分即杂质从水中分离去除,使水中盐分下降趋向纯水(一般能脱除98%的可溶性物质),使水资源得到充分利用。脱盐水站拥有3套水处理系统,分别为生产水制备、透平冷凝液回收、工艺冷凝水回收。脱盐水处理工艺流程如图2所示。
原水制备脱盐水系统采用多介质过滤器+板式换热器+碟片过滤器+程控超滤装置+反渗透+混床处理工艺。处理后的合格脱盐水被送入2台脱盐水箱贮存,再经脱盐水泵送至全厂各用户[2]。
冷凝液制备脱盐水系统采用双膜法(UF+RO)预处理工艺。将高盐废水和排污水合并处理,利用中水回用和蒸发结晶技术,直接转化为生产用水和工业用盐。
2 系统工艺指标
甲醇项目水处理的目的是实现水资源回收利用,主要通过回收工艺废水进行循环利用,同步建设两个废水装置,生产废水及生活污水通过气化废水处理系统和循环排污水处理及蒸发系统处理后提高利用率。回用水站接收的废水包括循环水站排污水、污水处理站出水、热电站锅炉排污水及脱盐水站排污水[3]。
原水水量数据如下:循环水站排污水(含旁滤反冲洗水)167 m3/h (正常),199 m3/h (最大);污水处理站出水110 m3/h (正常),165 m3/h (最大);热电站锅炉排污水9.6 m3/h (正常),11.8 m3/h (最大);脫盐水站排污水为160 m3/h (正常),190 m3/h (最大)。脱盐水站排污水质如表1所示。
系统工艺指标具体如下。
(1) 系统产水量
原水制备脱盐水系统产水量[4]为300 m3/h ,冷凝液制备脱盐水系统产水量520 m3/h ,均以水温25℃计算。
(2) 出水水质指标
原水制备和冷凝液制备脱盐水系统脱盐水水质达到二级水质要求,主要指标如表2所示。随着水体 pH 值的增加, CODCr 的去除率先增加后减小。当 pH值为5~ 6时,絮体溶解度较小,混凝工艺处理效果较好, CODCr 去除率达到33%左右[5]。多介质过滤器出水 SDI≤5~6;超滤装置出水污染指数小于或等于0.3; RO 装置进水污染指数小于或等于0.5、ORP ≤100 mV ,余氯小于或等于0.1 mg/L ,水温20~30℃;絮凝剂、杀菌剂投加浓度为2~5 mg/L ,配制药液浓度5%。
3 水系统控制
煤制甲醇项目脱盐水站中拖动机械装置配套的电动机主要参数和位置如表3所示。
现场有煤储运、煤浆制备、气化、渣水处理、中间罐、脱硫/脱碳、硫回收、合成/氢回收、甲醇精馏、除氧、空分、污水处理等众多电气装置。现场仅脱盐水站有成套电控柜2套,现场按钮操作箱41台,需要控制的和作为备用的电动机共51台。
开发一套水处理自动控制系统,系统主要控制对象:超滤装置、多介质过滤器、反渗透装置、混床、精制混床、前置阳床、水池、总泵房、加药间、储药间等。现场电气设备执行层包含50多个泵、百余个阀门、开关、变频器、传感器、智能仪表等。
输入模块负责采集数字量(开关、按钮等)和模拟量(流量、电导率、压力等)数据,PLC根据控制要求按照预先编好的程序,通过数字量输出模块输出开关量以控制阀门和泵,或者通过模拟量输出模块输出模拟量信号,比如输出4~20 mA 电流信号给变频器调节增压泵进而控制调节系统进水压力[6],最终完成各生产工序,并将信息通过以太网传送至上位机。
PLC是整个水处理自动控制系统的大脑,负责数据采集与现场设备控制;人机交互界面用 WINCC组态,操作人员通过计算机实现对整个系统的状态监视、远程操作、参数设置以及报警查看等功能,共同实现工艺指标和消耗指标的控制和调整。系统主监控画面如图3所示。
整个生产过程设备众多且需按严格的时间顺序频繁启停,故整套系统采用 PLC和监控软件实现生产过程的自动化控制,满足系统回收率、产水 pH值等设计要求。就地控制系统应能对整个工艺系统进行 PLC集中监视、管理和自动控制,并可实现远程操作[7]。
(1) 就地控制。手动部分采用的是继电器/接触器控制,此时不能进行自动控制,只要现场操作箱转换开关处于“手动”位置,就可以在现场对设备进行控制。对于风机、泵等转动机械,操作员能在就地控制柜上操控按钮进行设备直接操作,当切换开关处于就地模式时, PLC退出控制,继续设备运行状态监测、数据采集和故障报警工作。
(2) 自动控制。计算机启动后监控系统自动启动,在主流程图3中可以看到各台电机和阀门的运行状态、水池液位、流量等信息,通过画面下方的按钮,可以进入各个分系统、报警报表查看以及参数设置等画面,在每个分系统中可以对每个控制对象进行远程操作。
4 水处理自控系统整体框架
根据现场设备状态和技术要求,本系统自动控制部分采用 Simens S7-300 PLC为主站,研华工控机为上位监控计算机,监控软件采用 Simens WinCC V6.0组态,PLC 通过 Profibus-DP 总线与各个子站进行数据交换。整个控制系统包括主控室、远程站、现场部分。现场部分包括企现场仪表及设备和就地控制机柜组成。通过计算机,操作员可对整个系统进行状态监视、远程操作、参数设置及报警查看等。
(1) 上位监控站
上位操作站的任务是人机交互,不仅可设置、监视、保存系统中各类参数,还可显示工艺流程、查看设备生产运行情况以及打印报表等。图 4所示为 PLC 控制系统的拓扑图,图5所示为甲醇项目脱盐水站电气拓扑图。
(2) PLC柜
PLC 柜安装有 Simens S7-300控制器, DI、 DO、 AI、AO 等模块,完成全部现场工艺参数的数据采集与控制。如表4所示。
(3) 现场配电柜
通过现场配电柜不仅可以手动控制脱盐水站现场泵与阀门,还可以与远程 IO 站连接,将现场各设备状态信号传送给 PLC 。现场手动控制的优先级高于监控室自动控制,只有将状态开关打到远程控制,才能启动自动控制程序。
生产现场安装的压力传感器、液位计、流量计等仪表数据,阀门的开关状态,电动机的运行状态以及频率值等都需要输入系统进行分析处理,按照预定程序自动操作设备。
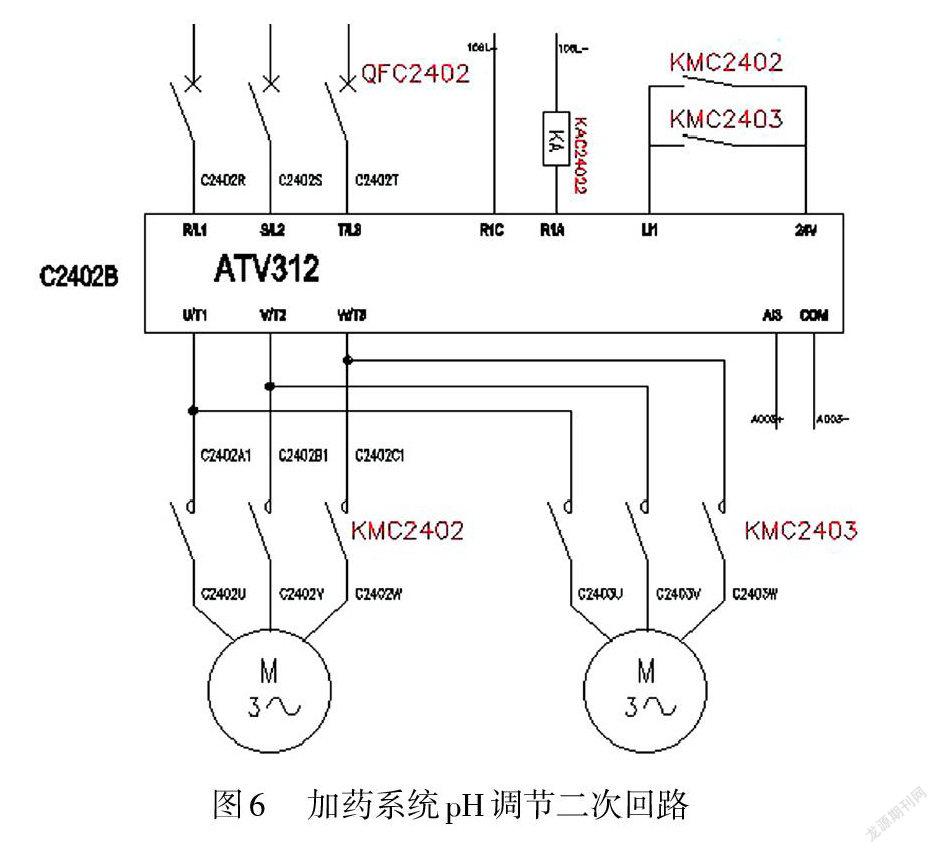
图6所示为加药系统中的 pH调节系统,pH调节加药泵与原水泵连锁使用,一用一备,自动状态下原水泵启动后 pH加药泵会自动启动,系统会根据启动原水泵运行的数量自动增减频率,调节加药量。
5 水处理自控系统软件设计
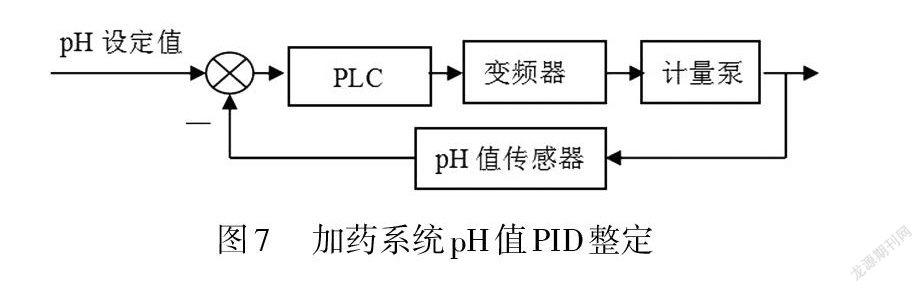
如图7所示,系统设计根据脱盐水站的实际水质,在调试过程中确定投加药剂的量,编写控制程序,再通过监控画面进行控制。利用先进的传感技术,对污水水量、水质等参数和加药系统运行数据等进行数据分析,建立算法模型,实现加药系统精细化控制,降低药品消耗和设备运行能耗。
在监控界面上设定 pH值上下限,现场 pH仪将检测到的液体酸碱度模拟信号反馈给 PLC ,PLC将其与设定值比较后的得出误差值进行 PID 优化,控制变频器的工作频率,调整计量泵电机转速,自动控制水池酸碱量,保证系统 pH值的精准控制。
曝气系统在保证出水达标的前提下,按需提供溶解氧,使供需平衡,避免曝氣能耗的浪费。精选设备和品牌,调整流量计、液位计等安装位置,精准控制鼓风机的运行过程,实现鼓风机节能降耗,如图8所示。
采用变频技术对排水泵升级改造,利用物联网技术,打造智能管理平台,实现脱盐水、中水回用、蒸发结晶等远程控制、集中管理和数字化运营,达到节能降耗目的。本系统中部分参数的计算如下。
(1) 投药量
式中:q 为投药量,L/h; Q 为处理水量,m3/h; V 为投药浓度,mg/L;S 为配药百分浓度。
(2) 超滤装置
跨膜压差( TMP )即作用于膜两侧的压力差,它是完成膜过滤的推动力。
全流过滤: TMP = Pj - Pc
错流过滤: TMP =(Pj + Pn )2- Pc
式中: TMP 为跨膜压差;Pj 为进水压力;Pc 为产水压力;Pn 为浓水压力。
(3) RO 装置的回收率
回收率 Y表示产水流量与进水流量的比率,通常以百分率表示。
式中: Vp 为产水流量,m3/h; Vf 为进水流量,m3/h; Vc 为浓水流量,m3/h。
(4) RO 装置的脱盐率
脱盐率=(总的给水含盐量-总的产水含盐量)/总的给水含盐量×100%。为了方便,常用公式近似估算脱盐率:脱盐率=(进水电导率-产水电导率)/进水电导率×100%,即:
式中:Ry 为回收率为 Y 条件下的脱盐率,%; Cp 为产水电导率值,μs /cm; Cf 为进水电导率值,μs /cm。
6 系统调试与运行
反渗透装置作为系统中重要的脱盐装置,现以它为例讲解水处理系统的现场调试。本装置需要跟踪水压、体积、盐度、回收率、时间和能量等变量,需要确定随着时间推移的正确压力,以使用最少的能量达到最佳效果。反渗透装置的启停与运行控制包含13段程序,步骤虽繁琐,但是简单,每一道工艺都是按厂家要求执行,只需要借助中间量,完成常开、常闭的程序编写即可实现预期控制要求。
(1) 预处理的自动启动。当反渗透系统接收到一个远程启动信号后(半自动为按钮输入信号,全自动为为回用水箱液位仪表信号),首先由 PLC给预处理(多介质过滤器、超滤以及对应的机泵等)1个启动信号,把超滤产水送入 RO 系统。反渗透自动条件如图9所示。
(2) 低压冲洗排气。检测到的原水(压力)送 RO 系统后,首先打开浓水排阀和产水排放阀,然后开启 RO 进水口阀门,进行低压冲洗排气。
(3) 生产运行。1#保安过滤器出口的低压开关检测到压力后,反渗透 A 进水阀自动打开,10s后高压泵A 自动启动,高压泵 A 运行1min后浓水阀和不合格阀会自动关闭,进入自动运行状态。如图10所示。
(4) 停机。当液位条件不满足时,自动停止反渗透装置。停止时高压泵先停,浓水排放阀打开,超滤水泵停止,进水阀关闭[8]。
(5)低压冲洗。冲洗阀打开,RO 冲洗水泵启动对反渗透进行低压冲洗,冲洗时间到后冲洗水泵停止,所有阀门关闭[9]。
高压泵启动后,阻垢剂加药泵会自动开始加药,除二氧化碳风机也会自动启动。超滤水泵 D 为备用水泵,当超滤水泵 A、B、C、D 处在“手动”位置或是出现故障时,超滤水泵 D 将启动。
反渗透装置工作受中间水池与超滤水池的水位影响,设计时需编制反渗透自动条件。渗透装置运行顺序必须先启动超滤水泵再启动高压泵,因为高压泵不能空载,为了保证反渗透膜不出现水锤现象,高压泵由变频控制,高压泵的控制需要修改变频器相应参数。如图 11 所示。
根据甲醇水处理的工艺过程,进行现场自动和手动调试,自调试后即可产出合格脱盐水,实际投入运行后,设备产水量、产水水质均符合性能指标要求,该脱盐水站的原水处理能力为4×120 t/h ,年产水量384万t,节能及降耗效果显著[10]。
7 结束语
本文设计开发的脱盐水控制系统不仅保证了生产工艺和产品质量,还提高了设备利用率和企业自动化生产管理水平,可使废水回用率高达97%,产出的氯化钠满足精制工业盐Ⅰ类一等品标准,硫酸钠也满足了一级标准。在能耗双控、碳达峰、碳中和的新要求下,实践证明,本项目采用废水零排放和资源化利用技术,年回收矿井水和净水超千万吨,减免排污费超百万元,在满足焦炉煤气综合利用的同时,实现了煤炭的高效和清洁转化,实现了经济效益、社会效益和环保效益的有机结合。
参考文献:
[1]刘国强.深度水处理系统自动控制的研究与应用[D].包头:内蒙古科技大学,2020.
[2]贾永强.煤化工废水关键处理技术的研究与水系统集成优化[D].天津:天津大学,2016.
[3]沈彩虹, 陈胤晖.化肥企业中水回用系统设计[J].资源节约与环保,2016(6):66.
[4]丁宁,郭辉,王陆涛,等.高效反渗透工艺在浓盐水浓缩中的应用[OL]. http://kns.cnki.net /kcms /detail /12.1087. X.20210118.1351.006.html.
[5]鲁秀国, 肖凡昊,郑宇佳.混凝催化氧化处理新型制药废水的实验研究[J].工业水处理,2020,40(11):70-73.
[6]倪鹏飞.反渗透脱盐水处理过程的自动控制和故障诊断系统研发[D].北京:北京工业大学,2017.
[7]黄超.自动化在干熄焦除盐水站中的应用[J].当代化工研究, 2018(11):76-77.
[8]王文昌,張明智.工业废水深度处理运行管理的几点建议[J].冶金动力,2019(10):94-96.
[9]梁宇.全膜法技术在火力发电厂锅炉补给水处理系统中的实际应用及研究[D].北京:北京工业大学,2016.
[10]武志伟,赵振忠,韩文杰,等.物联网通讯技术在污水处理自动化系统中的应用[J].工业水处理,2019,39(1):108-109.
第一作者简介:刘艳红(1980-),女,湖南邵东人,硕士,讲师,研究领域为工业自动化控制。
(编辑:刁少华)
猜你喜欢
疯狂英语·新读写(2021年10期)2021-12-07 02:41:30
供水技术(2021年3期)2021-08-13 09:08:30
新世纪智能(英语备考)(2019年4期)2019-06-26 00:49:04
铁道通信信号(2019年11期)2019-05-21 03:06:06
中国公共安全(2017年8期)2017-10-13 08:12:17
中国科技博览(2016年25期)2016-12-20 20:04:14
科技创新与应用(2016年33期)2016-12-17 14:25:09
科学与财富(2016年28期)2016-10-14 19:49:12
科学与财富(2016年28期)2016-10-14 18:30:00
海峡科技与产业(2016年3期)2016-05-17 04:32:17
