
上供粉激光烧结装置的研究及应用
2021-08-21 23:12陈建华
机电工程技术 2021年12期


摘要:从料缸供粉铺粉车单向铺粉的基础上,根据快速成型的需求,提出了上供粉双向铺粉的设计思路,对上供粉结构与铺粉系数关系进行研究及应用。通过对成型材料的性能分析,得出供粉装置的材料选用及后处理办法,通过试验证明方案的可行性。从成本和占用空间的思路出发,单缸替代双缸的设计思路,降低了生产制造成本,缩小了设备体积,方便了设备的运输。并通过激光烧结成型过程中的反复测试及分析,根据分析数据获得了合理的铺粉系数,使得成型过程中高效铺粉,快速成型。通过供粉缸铺粉与上供粉结构的对比分析,结果表明上供粉从结构和成型时间上取得了优势,简化了设计结构,提高了成型效率。
关键词:上供粉;铺粉系数;单成型缸;激光烧结
中图分类号:TH12文献标志码:A文章编号:1009-9492(2021)12-0251-03
Research and Application of Laser Sintering Device for Supplying Powder
Chen Jianhua
( Hebei Inmanka Technology Co. ,Ltd. ,Chengde,Hebei 067600,China )
Abstract:According to the requirement of rapid prototyping,the design idea of the upper feeding bi-directional powder laying was put forwardon the basis of the one-way powder laying on the cylinder feeding car,and the relationship between the upper feeding structure and the powder laying coefficient was studied and applied. Through the performance analysis of the molding material,the material selection and post-treatment methods of the powder feeding device were obtained,and the feasibility of the scheme was proved by the test. Based on the idea of cost and occupied space,the design idea of single cylinder instead of double cylinder reduced the production cost,reduced the volume of equipment,andfacilitated the transportation of equipment. And through the laser sintering process of repeated testing and analysis,according to the analysis of the data toobtain a reasonable powder laying coefficient,madetheprocessof highefficiency powder laying,rapidmolding. Through the comparison and analysis of the structure of the powder feeding cylinder and the upper powder feeding,the results show that the upper powder feeding has obtained visible advantages from the structure and molding time,simplifies the design structure and improves the molding efficiency. Key words:upper supply powder;powder laying coefficient;single forming cylinder;laser sintering
0 引言
激光烧结(Selective Laser Sintering,SLS),又称选择性激光烧结、粉末材料选择性激光烧结[1-2],作为3D 打印的一种,与其他3D 打印技术相比,具有工艺简单、用材广泛、制造成本低等特点[3-5]。
选择性激光烧结的工作原理及技术特点如下:首先通过铺粉车将料缸中的粉末平铺在成型缸上表面,均匀铺平后进行粉层加热,在加热的短暂时间内,铺粉车做返程动作,回到初始位置,料缸上升高度以供铺粉,加热完成扫描当前层[6]。此供粉方式应用普遍,且稳定性较好,不足之处在于铺粉时间较长,成型时间不可控,且双缸的生产制造成本较高[7]。目前生产制造行业飞速发展,为顺应时代发展,故提出提高成型效率的需求。首先进行缸体结构分析,从双缸变为单缸的設计思路出发,保证原有稳定性的基础上,进行空间的合理利用,根据材料的流动性,提出上供粉的解决方案[8]。利用材料本身的重力作用和流动性,将料仓置于工作台上方,通过传感器及电机完成落料供粉工作,并可通过铺粉系数的计算,控制落料的量。上供粉装置位于成型缸上方两侧,从而实现双向铺粉,节省铺粉车返程的等待时间。通过长时间的运行及数据记录,与现有料缸工作过程比较分析,得出上供粉激光烧结装置的实用性及可靠性。因此,本文提出通过上供粉形式,实现打印过程双向铺粉。
1 上供粉装置设计原理
选择性激光烧结的工作原理分为两部分,首先是分层烧结,设定铺粉层厚,激光选择性烧结;其次是叠加,通过层与层之间的粘接形成实物。从三维建模、切片、铺粉、烧结到最后的叠加成型,整个成型过程铺粉占用1/3的时间,为了提高成型效率,本文对铺粉机构进行研究论证。
上供粉装置的工作原理是利用粉料的自重,当下料口打开后自由洒落,供当前层成型打印,落料的多少通过时间控制,时间到落料口关闭完成落粉。粉料的装载情况通过料位计进行监控,当料粉上平面低于料位计时,提示加粉并显示报警信号。工作流程为:装满粉的上供粉装置由下料口送料,粉料均匀堆积在工作台上,再由铺粉车前进铺粉,铺粉完成立即进行粉层加热,最后进行扫描成型。下料口的闭合由气缸连接的推板控制,供粉时间的长短决定下料的多少,供粉时间的长短取决于供粉系数的设定。铺粉车停止运转后上供粉装置立即供粉,从而实现双向往复不间断供粉,工作原理如图1所示。
1 装置组成
上供粉装置主要由料仓、料位计和落料装置组成[3],如图2所示,落料装置又分为推料板、气缸和料位计3部分。料仓整体为封闭状态,防止粉末飞溅,推料板需做去静电处理,供粉单元需接地,使静电释放。将粉料装满料仓,通过气缸控制推料板的闭合,粉料通过下料口运送至成型缸上方工作台表面,最后通过铺粉辊铺平粉末完成打印。
2. 1机械部分
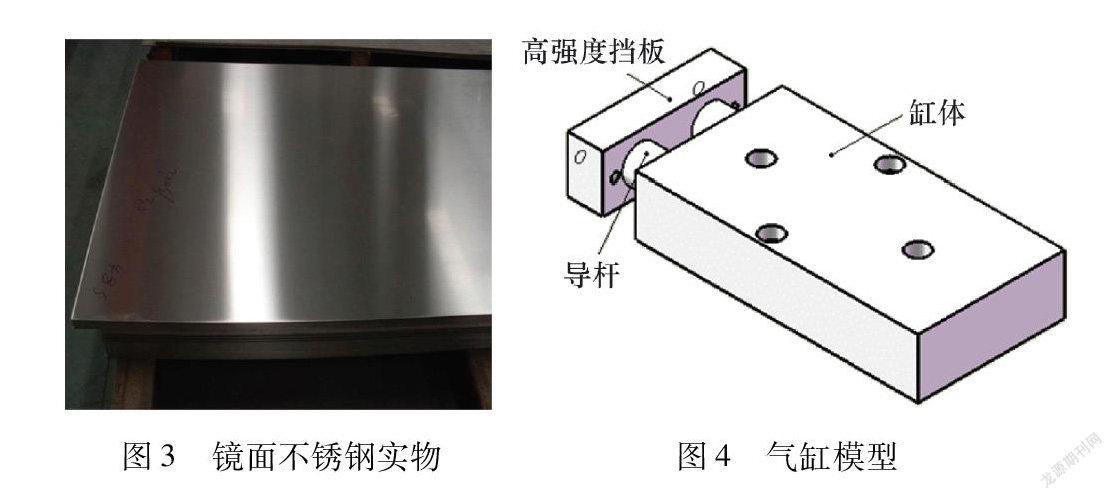
由于粉料在环境中会因湿度的影响形成块状,并具有一定的黏着性,因此料仓的内表面需要进行镜面处理,如图3所示,提高表面的光洁度,并进行去静电处理,尽量减少表面粉料的附着。下料口与料仓本体连接部位呈漏斗状,方便粉料及时下落,满足单次打印供粉量。
所谓静电就是一种处于静止状态的电荷或者说不流动的电荷。当电荷聚集在某个物体上或表面时就形成了静电。静电的危害可能因静电火花点燃某些易燃物体而发生爆炸。静电的消除方法有:(1)采用接地的方法使静电泄漏在大地;(2)控制环境湿度,增加湿度可提高非导体材料的表面电导率使物体表面不易积聚静电;(3)采用静电屏蔽,对易产生静电的设备可采用屏蔽罩,并将屏蔽罩有效接地。
2. 2 系统控制部分
通过气缸带动推料板做往复伸缩运动实现供粉,气缸的往复运动通过气动开关及电磁阀控制,电磁阀打开通气带动气缸闭合,气缸工作带动推料板前后移动,从而实现落料工作。因不同成型工件的打印时长不同,当物料上表面下降至料位计处时,料位计会反馈信号给电磁阀,电磁阀断电气缸停止工作,并暂停打印,待工作人员即使供料后继续打印,直至完成整个工件打印。
气缸采用双导杆结构设计,实现高精度高稳定性。如图4所示,气缸体气孔与电磁阀连接,通过电磁阀通断控制导杆的伸缩运动。
气缸电磁阀的控制采用表控制方式,准备工具材料;TDA20×40气缸,DC24V 电磁阀,TPC4-4TD表控,USB3. 0数据线,24 V 开关电源,Wine7电脑。控制流程如下:(1)将表控TPC4-4TD 控制器接上开关电源;(2)控制器输出端接气缸电磁阀;(3)电磁阀接上气管与气缸连接;(4)按钮开关接到表控的输入端,作为启动开关;(5)磁性开关固定到气缸的伸出感应位置,引线接到表控的输入端;(6)在电脑上安装功能设置表软件;(7)将USB 数据线一端插在电脑的USB 接口上,另一端插在表控的下载接口;(8) 运行功能设置表软件,设置需要的功能;(9)利用功能设置表进行动作控制;(10)功能设置好后进行下载调试,完成控制设置。
如图5所示,CWA 小型智能电容式物液位开关根据感应电极与接地电极间形成的电容,以被测物料为介质,当物料覆盖感应电极时,测量的电容值会增大,达到设定的值时输出开关信号[11]:
3 应用分
选择性激光烧结(SLS)采用CO2激光器作为能量源,可成型材料种类多样化,包括高分子材料、覆膜砂及复合粉末,具有用途广泛、材料利用率高等特点,目前主要应用于航空航天、汽车制造、医疗、模具以及教育等行业.
激光烧结的成型效率主要取决于铺粉及烧结成型的过程,铺粉的速度及质量影响整个成型效率。为论证铺粉装置的工作效果,将上供粉装置安装至P300激光烧结设备中,并将气路及电气部分调试完毕,料仓中装满TPU粉料,准备就绪进行铺粉。铺粉车复位,电磁阀通电供气,气缸导杆收缩自动落料,持续2s落料完成,气缸导杆伸出推出粉料,粉料落在工作台上,铺粉辊运动铺平粉料,设定粉层厚度 0. 2 mm,铺粉完成
粉平面预热至60 ℃ ,导入切片文件,开始成型打印,打印高度300 mm,打印时间预计72 h,24 h后料仓中粉料用完,料位计传输信号,打印暂停,并发出报警信号,蓄满料后继续打印,直至打印完成。整个打印过程料仓出料顺畅,出粉量稳定,控制系统运行精准,整体打印时间较原铺粉系统节省了1 / 3。为验证此装置的稳定性,后期进行了覆膜砂材料的打印,打印时长72 h,落粉均匀,打印平稳,再次验证了本装置对多材料的适用性。经过1 000 h的试运行, 连续成型工作,不断调试改进,最终将整体结构转交生产。
经验证分析得出,上供粉装置替代了粉缸,从结构上节省了一个缸体,去掉了一个落粉装置,节约了成本。双缸变为单缸减小了设备体积,便于运输,并减小了设备的放置空间。上供粉装置在打印过程中即可添加粉料,在不停机的情况下提高了打印的稳定性及连续性,方便了操作。与原双缸单向铺粉相比,单次铺粉在时间上节省3s,大缩短了打印时长,为大尺寸多激光成型设备的研制奠定了基础。
4 结束语
本文介绍了上供粉激光烧结装置的研究过程及应用分析,通过对上供粉激光烧结装置的研究及论证,验证了此供粉形式的可行性及可靠行。上供粉装置操作上可实现不停机加粉,可持续进行打印工作,提高了零件的打印成功率。通过研究发现,本装置可用于不同型号的设备,且安装维护方便,可进行模块化应用,方便后期的拓展研发及应用。研究表明上供粉装置在一定程度上提高了成型速度,降低了生产制造成本,为后期其他型号设备的研发奠定了基礎。
参考文献:
[1]文世峰,季羡泰. 激光选区烧结技术的研究现状及应用进展[ J ]. 苏州市职业大学报,2018,29(1):1-3.
[2]张天择,李霁. 多材料LCD 光固化打印装置设计及分析[J]. 机电工程技术,2020,49(7):151-153.
[3]陈韵律,安芬菊,廖小龙. 基于LCD 屏的光固化3D 打印机设计[J ]. 机电工程技术,2020,49(12):57-58.
[4]倪冬宁,鲍君华,何卫东. 新型三维碳粉激光打印机的设计与研究[J]. 机械工程与自动化,2020(5):95-97.
[5]张鑫,李冬,赵剑峰. 基于选择性激光烧结的结构电路一体化技术研究[J]. 南京航空航天大学报,2020,52(1):87-92.
[6]刘智,赵永强. 3D 打印技术设备的现状与发展[J]. 锻压装备与制造技术,2020,55(6):7-13.
[7]余立华,业冬. 基于EOS 设备的尼龙烧结工艺研究[J]. 机床与液压,2020,48(14),57-61.
[8]童和平,张香红,张洲. 基于桌面级3D 打印机面包板清洗工艺的研究[J ]. 机电工程技术,2020,49(12):59-60.
[9]许小曙,尼龙材料的SLS 成形技术[J]. 建设机械技术与管理,2013(8):74-75.
[10]冯淑莹,张慧梅. 选择性激光烧结的研究进展[J]. 江西化工,2020(4):56-57.
[11]郭艳玲,戴佳铭. 小型激光烧结设备紧凑型供粉机构设计[ J ]. 机械设计与制造,2020(12):113-123.
[12]鹿芳,朱峰. 3D 打印在汽车行业的应用[J ]. 工艺装备,2020(6):152-154.
作者简介:陈建华(1990-),男,河北承德人,大学专科,工程师,研究方向为增材制造设备。( 编辑:王智圣)
