
免烧黏土砖的成型工艺及其在铁水包永久衬上的应用
2021-08-16 05:44王京京
工业炉 2021年3期
王京京,潘 磊,王 允,王 成
(濮阳濮耐高温材料(集团)股份有限公司,河南 濮阳 457100)
目前市场上所用黏土砖大多为烧成黏土砖,其烧成一般在倒焰窑或隧道窑进行,烧成温度1 250~1 380℃,烧成保温时间一般为2~10 h。不仅消耗了大量能源,增加了烧成成本,也产生大量的废气排放,造成较大的环保压力。近年来,国家节能环保政策进一步趋严,如果能开发出免烧的黏土砖,不仅简化了黏土砖的生产工艺,还降低了生产能耗,节约了生产成本,减少废弃物排放,缓解了耐火材料企业的环保压力[1]。
本文以三级高铝矾土、黏土为主要原料,采用不含磷的无机结合剂与有机结合剂相复合,添加少量的膨胀剂,以半干法机压成型的方式制备了免烧黏土砖。研究了螺旋压力机的成型工艺对免烧黏土砖性能的影响,并跟踪了免烧黏土砖在120 t铁水包永久衬上的应用效果。
1 试验
1.1 原料
本试验采用三级高铝矾土(粒度5~2 mm、2~0.5 mm、≤0.5 mm和<0.088 mm)、黏土(<0.1 mm)为主要原料,PN21为结合剂,其化学组成见表1。
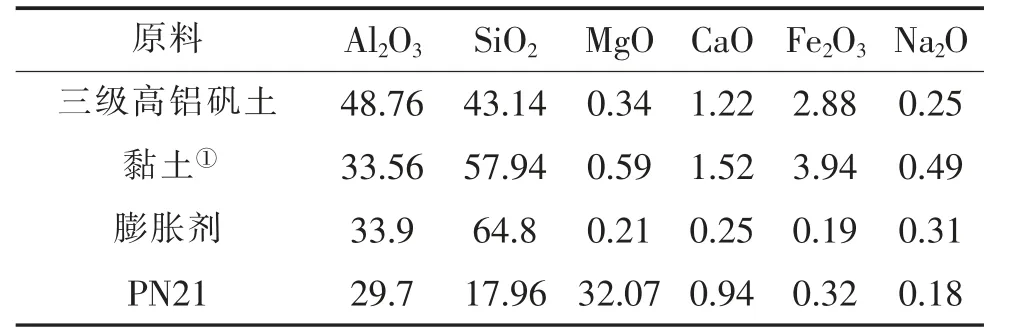
表1 原料的化学组成 (w%)
1.2 试样制备
根据表2配比配制试样。先将5~2 mm和2~0.5 mm的三级高铝矾土骨料和膨胀剂放入轮碾机中干混2 min,加入1%的水混和2 min,再加入混合粉(黏土、三级高铝<0.5 mm细粉与PN21结合剂)混和2 min,再加入2%的水轮碾混和10 min。将泥料的挥发分控制在4.1%~4.5%。
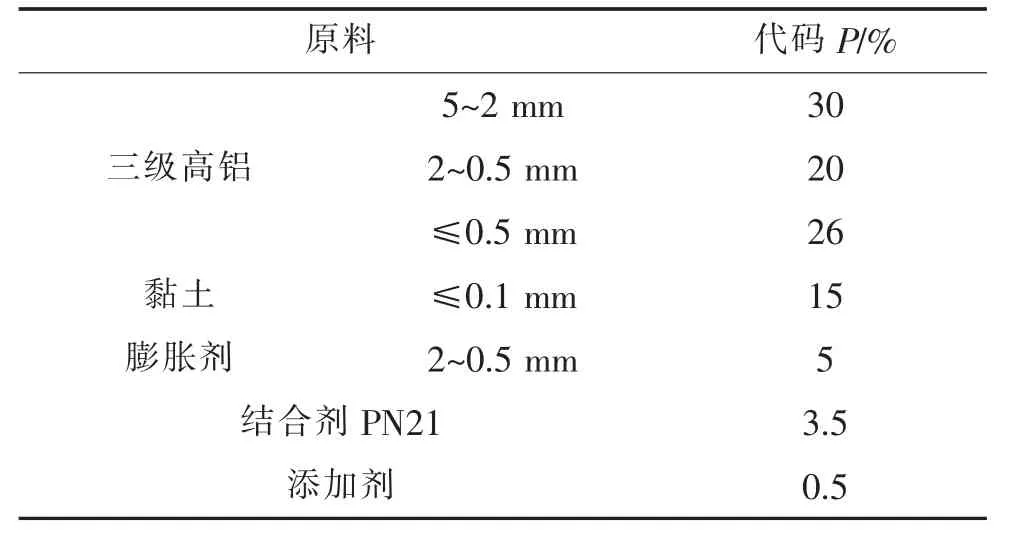
表2 试样配比
根据GB/T 5072-2008《耐火材料常温耐压强度试验方法》,将成型标砖烘干后,切割为50 mm×50 mm×50 mm的立方体,检测试样的常温耐压强度。根据GB/T 2997-2000《致密定型耐火制品体积密度、显气孔率和真气孔率试验方法》检测试样120℃烘干后的体积密度和显气孔率。
2 结果与讨论
2.1 电动螺旋压砖机参数设置对砖坯成型性能及烘干后常温物理的影响
电动螺旋压力机通过调整锤头的速度与起升高度来控制成型压力,锤头速度越快、起升高度越高,成型时的压力也越大。在本组试验中取三份相同的泥料(挥发分4.1%~4.5%),分别按表3、表4、表5所示的成型参数机压成砖坯,砖坯编号分别标记为P1、P2、P3。
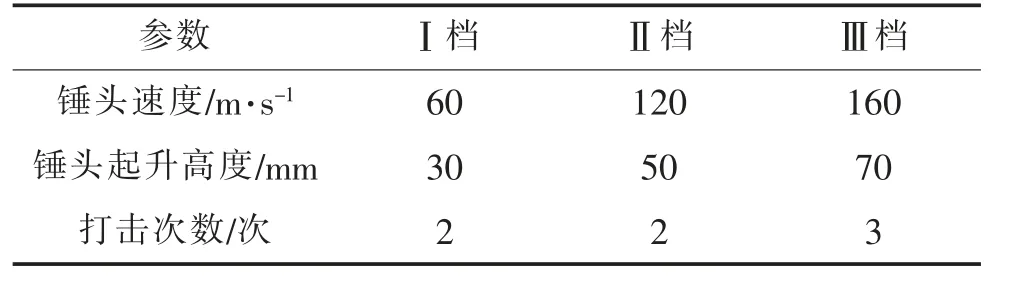
表3 成型砖坯P1时螺旋压力机设定的参数(轻压)
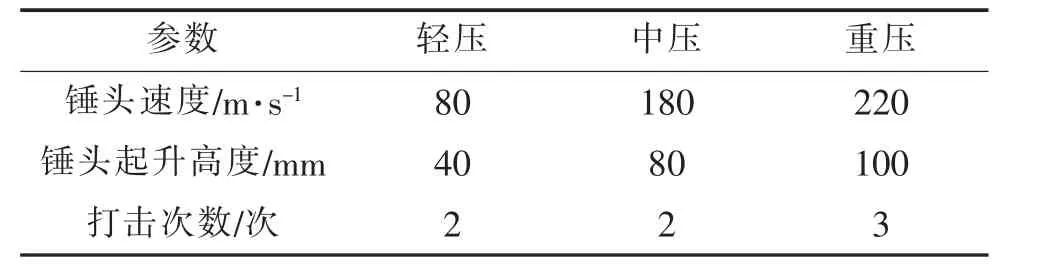
表4 成型砖坯P2时螺旋压力机设定的参数(中压)
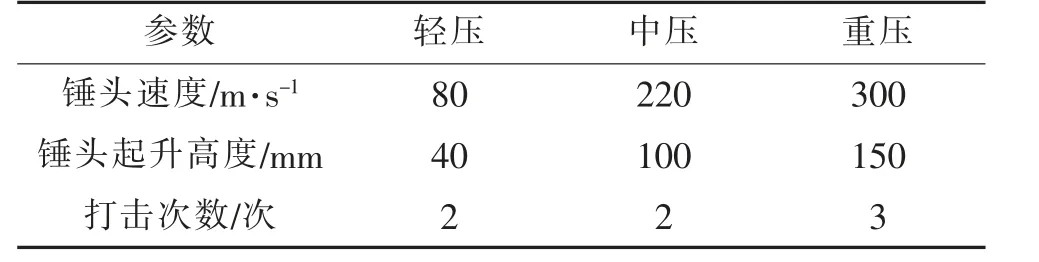
表5 成型砖坯P3时螺旋压力机设定的参数(重压)
砖坯侧面(与受压面垂直)如图1所示。可以看出,采用表3(轻压)和表4(中压)中的参数所成型的砖坯P1和P2,外观没有缺陷,而采用表5(重压)中的参数所成型的砖坯P3则产生较明显的层裂。这是因为在重压成型系统中,一方面泥料中的颗粒受到较大的压力产生裂纹甚至破碎,在砖坯内部形成明显的结构缺陷,另一方面锤头速度过快,压力过大,泥料在较短的时间内瞬间受到过高的压力,混合料内残存的气体无法从模腔内及时排出,产生弹性膨胀,当这种弹性膨胀力大于物料间的临时结合力时,砖坯就会因过压在砖的侧面出现水平裂纹。
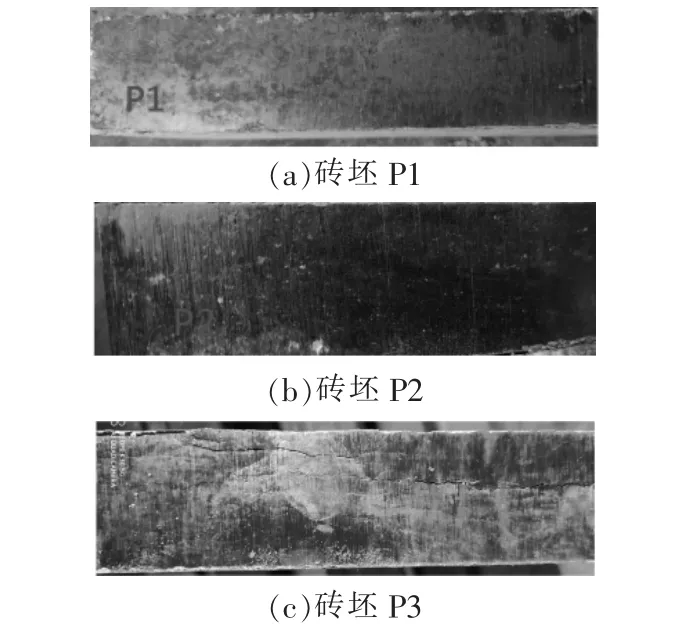
图1 砖坯P1、P2、P3的侧面图
试样的体积密度及显气孔率如图2所示,120℃烘干后的常温耐压强度如图3所示。
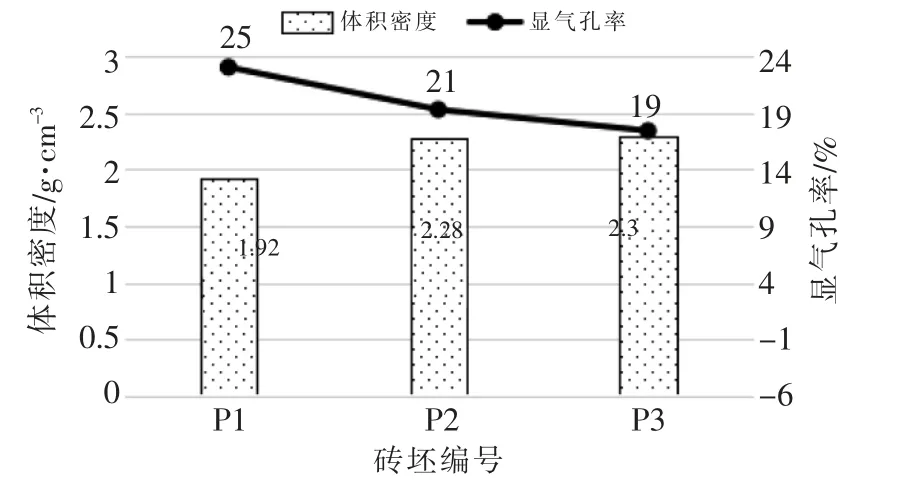
图2 砖坯的体积密度及显气孔率
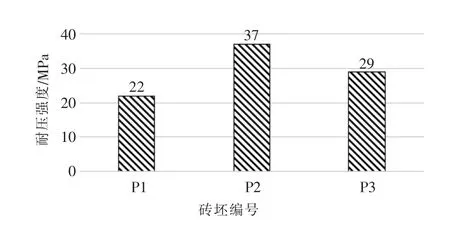
图3 砖坯的常温耐压强度对比图
从图2和图3中可以看出,采用轻压成型的砖坯虽没有层裂,但内部结构疏松,显气孔率较高、体积密度与常温耐压强度较低;采用重压成型的砖坯P3因为过压引起层裂,从而降低砖坯的常温耐压强度。综合来看,采用中压成型时砖坯既能获得较高的常温耐压强度,又可避免产生层裂。
3 应用
以三级高铝矾土、黏土为主要原料,PN21为结合剂等,制备挥发分为4.1%~4.5%的泥料,采用400 t电动螺旋压力机,按照表4的控制参数成型,在室温(约30℃)、环境湿度为70%的条件下养护7 d,先经55℃烘干15 h,再经120℃烘干15 h,制得铁水包用免烧黏土砖,产品的合格率≥99.5%,烘干后抽检(抽检率为10%)的常温耐压强度≥35 MPa。
我公司本次试验砖所砌筑铁水包为120 t铁水包,为5 000 m3高炉服务,铁水温度1 400~1 450℃。铁水包底部为圆形,施工时底部采用浇注料浇筑,包壁沿钢壳砌筑两层厚度为40 mm厚的免烧黏土砖做永久衬,再砌筑一层铝碳化硅碳砖做工作衬(如图4所示)。
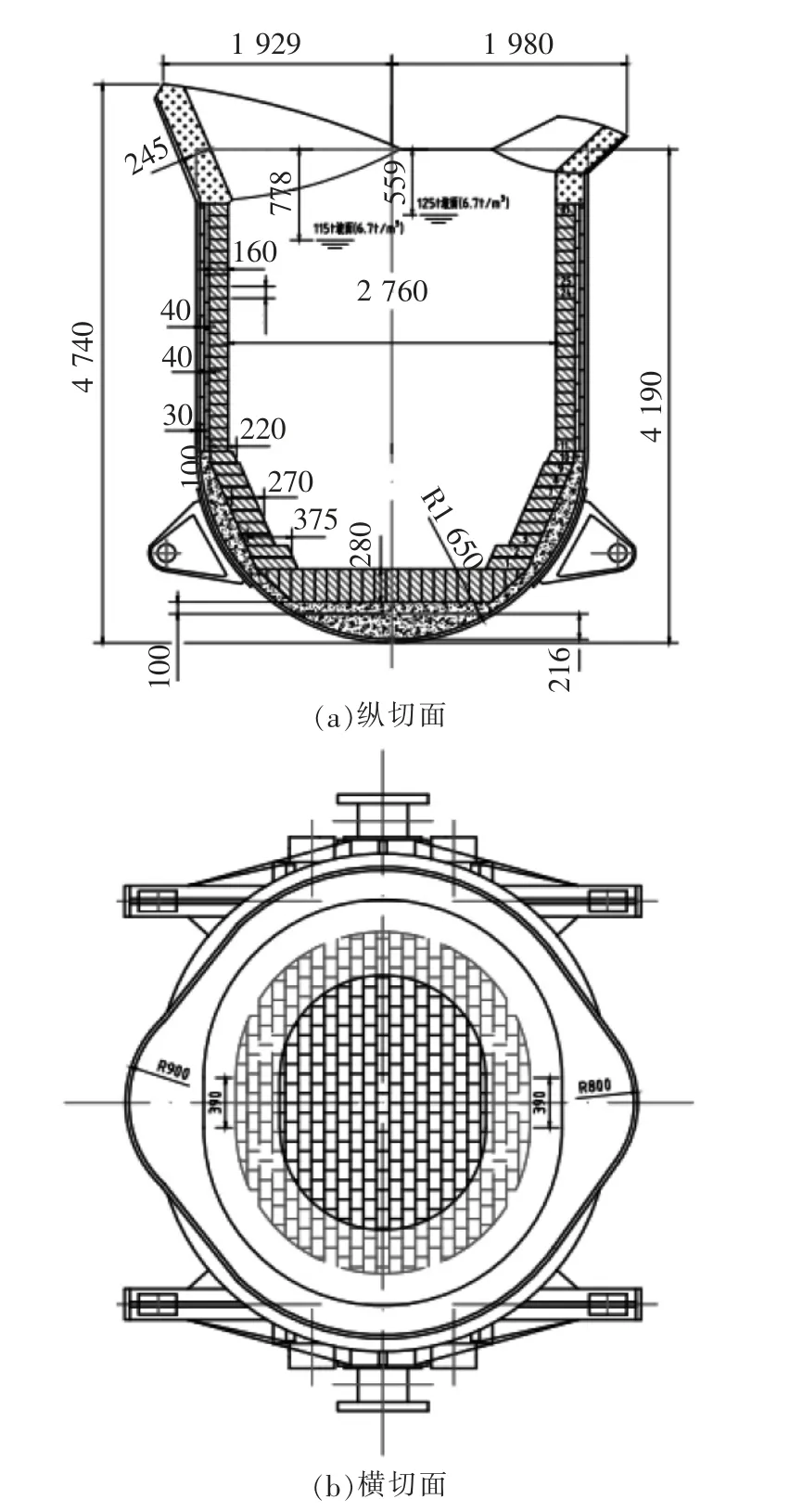
图4 铁水包砌筑示意图
砌筑包壁永久层前,要对包壳进行清理并检查,有坑洼或钢壳焊接不平之处要修补,修补时使用包底浇注料。砌筑第二层永久衬砖前要对第一层永久衬砖表面残泥进行清理并检查,使用黏土火泥修补砖缝。将黏土砖成型面(230 mm×114 mm)涂满火泥,平贴于钢壳表面(230 mm长度方向垂直于水平面),砖缝要求≤2 mm。砌砖时,灰缝必须错开并压缝,上下层不得有垂直通缝,多层砌砖不得有里外通缝,永久衬砌筑完毕后按图纸要求砌筑工作层砖。
该产品砌筑过程顺利,所砌筑的铁水包已正常上线使用,使用效果良好,可以替代之前所用的烧成黏土砖及烧成叶腊石砖。
4 结论
(1)采用400 t电动螺旋压力机成型时,需合适的控制参数,采用中压成型。成型压力过低砖坯的体积密度与强度较低,显气孔率较高,成型压力过高时砖坯又会因过压而产生层裂。
(2)免烧黏土砖在钢厂120 t铁水包永久衬上使用效果良好,可以替代烧成黏土砖及烧成叶腊石砖。
猜你喜欢
锻压装备与制造技术(2021年2期)2021-07-19
锻压装备与制造技术(2021年2期)2021-07-19
重型机械(2020年3期)2020-08-24
小学阅读指南·高年级版(2017年9期)2017-09-12
陶瓷学报(2015年4期)2015-12-17
焊接(2015年6期)2015-07-18
锻压装备与制造技术(2015年2期)2015-06-26
汽车文摘(2014年9期)2014-12-13
小学阅读指南·低年级版(2014年5期)2014-09-15
长江大学学报(自科版)(2013年1期)2013-10-26
