基于化学外加剂的3D打印建筑砂浆材料性能研究
2021-08-11 02:09李艳玲
工业加热 2021年7期
李艳玲
(陕西工业职业技术学院,陕西 咸阳 712000)
3D打印技术属于新型制造技术,已实现了在机械加工设计与航天航空等多领域的广泛应用,发展前景广阔。作为多学科交叉的综合性技术,3D打印技术涉及多个前沿技术知识体系,即数字建模、机电控制、材料科学与化学等。不同于传统加工制造技术,3D打印技术设计制造灵活性高,无需模板,制作速度快,原料损耗低,已成为制造行业主要的发展方向。当前,3D打印技术以其技术优势开始逐步应用于建筑领域,即通过3D打印机直接生成房屋或建筑零构件,就是所谓的3D打印建筑技术。3D打印建筑技术的打印材料为水泥基材料,无需熔融、加热,通过泵送并挤出之后,便可逐层堆叠构成实体;无需支撑模板,可以迅速打印建筑物,节约了时间,降低了成本,减少了工人劳动量,自动化与智能化水平较高,可就预设指令,精确打印建筑物,节能环保。3D打印建筑技术的建筑成型方法不同于既有浇筑成型方法,打印层间力学性能好坏与打印建筑物稳定性、可靠性紧密联系[1],所以对科学有效测试3D打印建筑砂浆的材料力学性能十分关键。
1 实验准备
1.1 原 料
本文选用的3D建筑砂浆原料如下:南京小野田P·Ⅱ52.5水泥,与《通用硅酸盐水泥》要求相符;选择主成分为柠檬酸钠的缓凝剂;巴斯夫中国有限公司生产的聚羟酸高效减水剂,减水率控制在20%以内; 70~100目石英砂为骨料[2];黏度为100 Pa·S的保塑机,成分包括纤维素醚与木质纤维等;乙烯/醋酸乙烯酯共聚物为可再分散乳胶粉;成分为淀粉醚与触变润滑剂的自制塑化剂。
1.2 制 备
根据配方量取水泥、矿物超细粉、膨胀剂,混合2~5 min,以获取混合物;基于配合比,量取减水剂、消泡剂、水,与上述混合物均匀混合,以获取新混合物;就配合比量取石英砂与新混合物均匀混合,并添加配方量的速凝剂与早强剂,混合1~2 min,从而完成3D打印建筑砂浆材料制备。
3D打印建筑砂浆材料的基材配合使用可促使砂浆具备良好可泵性、密实性、后期强度等,同时配合使用膨胀剂与纤维,可强化砂浆抗拉性与黏结性,且显著抑制早期与长期收缩,有效防止原始裂缝发生与扩大;速凝剂的添加,可进一步优化砂浆的低收缩性、凝结时间可控性、强度、可泵性。以3D打印砂浆打印成型的零构件,凝结时间可控性良好,收缩较小,抗压强度突出;基于原料特性有序制备砂浆材料,可保证砂浆混合均匀度,性能稳定,工艺简洁,便捷实用[3]。
1.3 方 法
以旋转黏度计测试3D打印建筑砂浆材料流变参数,设定其剪切速度由6.8 s-1逐步转变到40.5 s-1,以评估建筑砂浆表观年度、剪切应力、塑性年度、屈服应力的实时变化规律。以滞后环法[4]测试建筑砂浆材料触变性能,以月牙形滞后环代表砂浆材料触变性,其所围成的面积越大,则砂浆材料触变性越大。
2 实验结果
2.1 基于化学外加剂——减水剂的建筑砂浆材料流变性能
在实验过程中,固定水灰比即0.42,砂灰比即1.51,保塑剂、可再分散乳胶粉、塑化剂、缓凝剂等掺量设定即0.5%、0.05%、0.2%、0.06%。在此基础上,在不同减水剂掺量下,3D打印建筑砂浆材料的表观黏度[4]具体如表1所示。

表1 不同减水剂掺量下3D打印建筑砂浆的表观黏度 Pa·s-1
由表1可知,在剪切速率快速增大时,3D打印建筑砂浆材料表观黏度呈现先下降,随后逐渐趋向稳定的状态(数据仍是下降趋势);随着减水剂掺量的增加,剪切速率小于20时,砂浆材料表观黏度持续下降;而在剪切速率大于20时,砂浆材料表观黏度的变化幅度明显缩小。这主要是由于减水剂掺量不断增多,同时还会带入一些微小气泡,其与水泥颗粒之间出现电性斥力,在高效减水剂吸附分散作用下,致使水泥颗粒之间出现越来越明显的滑动,从而使得砂浆表观黏度迅速下降。在剪切速率逐渐增大的趋势下,砂浆浆体剪切变得稀疏,分散速率对于浆体造成的影响明显超出了减水剂对于絮凝体的分散性影响,促使各个体系保持于稳定形态,具体表征即不同减水剂掺量下,砂浆材料表观黏度相接近。
不同减水剂掺量下,3D打印建筑砂浆材料的流变性能[5]如表2所示。由表2可知,在减水剂掺量相对偏低工况下,3D打印建筑砂浆材料触变性能最为突显;一旦减水剂掺量增加,砂浆材料的触变性能便会快速下降,而不断增加减水剂掺量,砂浆材料的触变性能则表现为基本保持不变的状态。在减水剂掺量相对较低的时候,3D打印建筑砂浆材料中存有并未破损的结构强度较大的絮凝体,在剪切应力作用下,发生了明显的塑性变形。在减水剂掺量处于饱和状态的时候,减水剂掺量对于3D打印建筑砂浆材料的触变性能影响相对偏小。
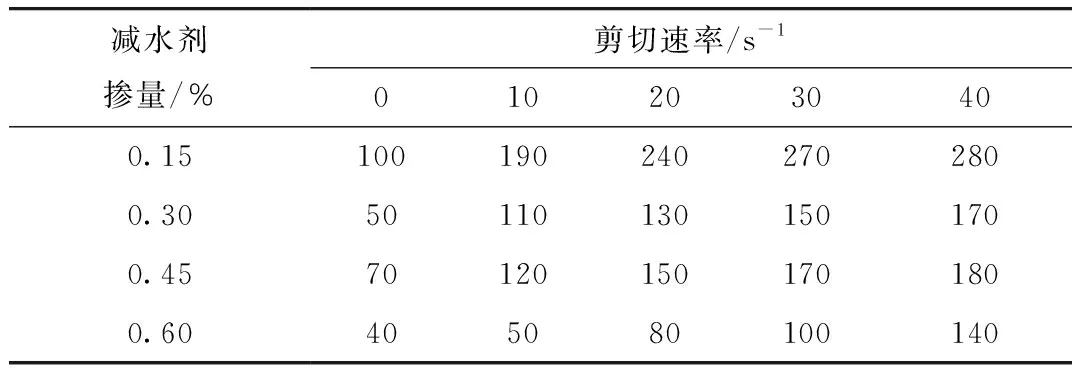
表2 不同减水剂掺量下3D打印建筑砂浆的触变性能 Pa
在不同减水剂掺量下,3D打印建筑砂浆材料的触变性能[6]具体如表3所示。

表3 不同减水剂掺量下3D打印建筑砂浆的流变性能 Pa
由表3可知,在减水剂掺量逐步增加的趋势下,建筑砂浆材料的塑性黏度呈现先下降后上升的趋势,屈服应力则一直保持下降状态。在掺量达到0.30%时,塑性黏度最低,屈服应力也明显降低,而减水剂掺量持续增加时,3D打印建筑砂浆材料的塑性黏度开始增大。这主要是因为高效减水剂具有一定的吸附分散作用,导致砂浆材料塑性黏度与屈服应力有所下降,但是在减水剂掺量处于饱和状态之后,砂浆材料流变参数便会降低到最小状态,而继续增加减水剂掺量,砂浆材料的塑性黏度表征为稍稍回升形态。
2.2 基于化学外加剂——缓凝剂的建筑砂浆材料流变性能
在实验过程中,固定水灰比即0.42,砂灰比即1.51,保塑剂、可再分散乳胶粉、塑化剂、缓凝剂等掺量设定即0.5%、0.05%、0.2%、0.3%。在此基础上,在不同缓凝剂掺量下,3D打印建筑砂浆材料的表观黏度[7]具体如表4所示。
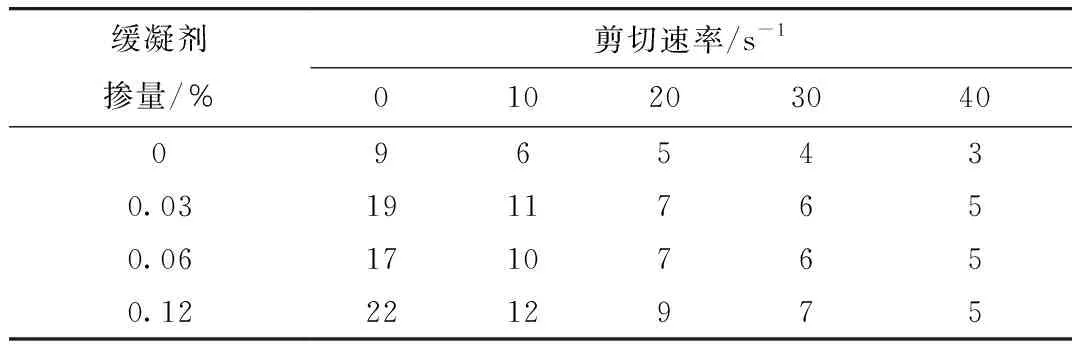
表4 不同缓凝剂掺量下3D打印建筑砂浆的表观黏度 Pa·s-1
由表4可知,在缓凝剂掺量不断增加的形势下,建筑砂浆材料表观黏度呈现递增状态,并且不掺加缓凝剂的建筑砂浆材料表观黏度明显更小,剪切速率为22时,缓凝剂掺量持续增加对于建筑砂浆材料表观黏度的影响非常小。这主要是由于缓凝剂带有增加黏度的作用,但是又可在一定程度上限制水泥发生水化作用生成絮凝结构,在剪切速率继续变大时,水泥水化生成絮凝结构大体受剪切应力作用被损坏,因此在剪切速率超出22时,3D打印建筑砂浆材料呈现出表观黏度基本相一致的状态。
在不同缓凝剂掺量下,3D打印建筑砂浆材料的触变性能[8]具体如表5所示。

表5 不同缓凝剂掺量下3D打印建筑砂浆的触变性能 Pa
由表5可知,在缓凝剂掺量逐渐增多时,建筑砂浆材料触变性能变化并不显著,直到掺量达到0.12%,砂浆材料触变性能快速变大,这就说明在缓凝剂掺量相对偏低的时候,并未严重影响建筑砂浆材料内结构的稳定性,但是在掺量超出既定界限之后,极易导致砂浆材料内结构失稳。
在不同缓凝剂掺量下,3D打印建筑砂浆材料的流变性能[9]具体如表6所示。
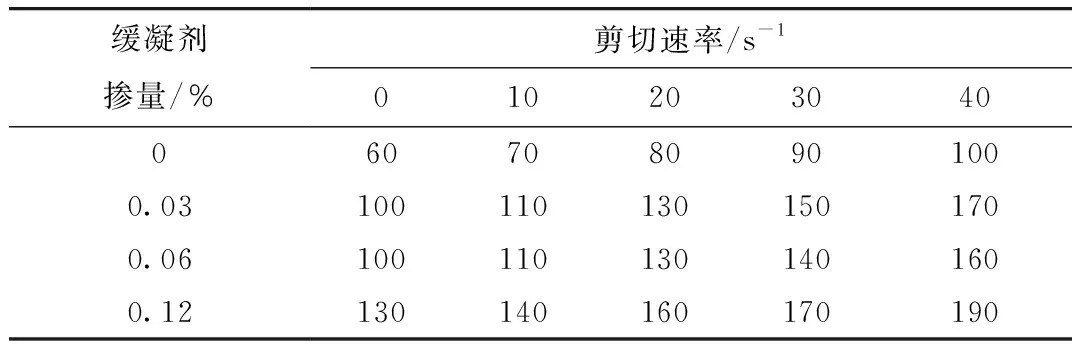
表6 不同缓凝剂掺量下3D打印建筑砂浆的流变性能 Pa
由表6可知,在缓凝剂掺量逐渐增加时,3D打印建筑砂浆材料的塑性黏度呈现为先增加再降低的状态,而屈服应力表征为不断递增的形势。在缓凝剂掺量从0不断增加,直到0.03%时,砂浆材料的塑性黏度显著增大,屈服应力也明显增大,而持续增加缓凝剂掺量,砂浆材料的塑性黏度有所下降,而屈服应力却依旧保持不断增大的趋势。这主要是因为缓凝剂自身带有增加黏度的良好作用,在掺加较少缓凝剂的时候,其对建筑砂浆材料内部结构的影响并不显著,呈现为砂浆材料塑性黏度与屈服应力都增加的形态,但是在缓凝剂掺量继续不断增加的时候,缓凝剂在很大程度可减缓水泥浆体的水化放热与水化产物形成,导致建筑砂浆材料内部结构失稳,呈现为随缓凝剂掺量增加,砂浆材料塑性黏度却有所下降的趋势。缓凝剂自身具备增加黏度的作用,以及对水泥水化的影响对流变性能属于双重作用,水泥早期水化生成絮凝结构,也很容易在剪切应力作用下被破坏,也就是建筑砂浆材料流变性能同时受多作用限制,在缓凝剂掺量与剪切速率变化的影响下会发生各种不同表现。
3 结 论
综上所述,通过基于化学外加剂的3D打印建筑砂浆材料性能分析研究,得出结论,3D打印建筑砂浆降低了不能振捣夯实材料所造成的收缩变形,且凝结时间可控,可挤出性能与力学性能较好;随着减水剂掺量增加,3D打印建筑砂浆材料的表观黏度并未发生显著变化,触变性能呈现先降低并逐步趋向不变化的状态,塑性黏度表征为先下降后上升的趋势,屈服应力则保持持续降低的形态;随着缓凝剂掺量的增加,3D打印建筑砂浆材料的表观黏度呈现递增状态,触变性能变化并不明显,塑性黏度表现为先上升后下降的趋势,屈服应力则表征为递增形态;高效减水剂具备良好吸附分散作用,可加大水泥颗粒之间滑动性,最佳掺量可改善材料流变性能;缓凝剂具备良好增加黏度效果,但是又会在一定程度上阻碍水泥水化生成的絮凝结构,最佳掺量可提高材料流变性能。
猜你喜欢
九江学院学报(自然科学版)(2022年2期)2022-07-02
教育教学论坛(2022年12期)2022-05-11
建材发展导向(2021年16期)2021-10-12
建材发展导向(2021年7期)2021-07-16
矿业工程研究(2021年4期)2021-02-25
建材发展导向(2021年24期)2021-02-12
建材发展导向(2019年5期)2019-09-09
福建基础教育研究(2019年10期)2019-05-28
汽车文摘(2018年6期)2018-06-02