高碳钢首炉连铸坯内部质量研究
2021-08-11 02:05逯志方李艳霞秦树超范振霞赵昊乾党爱国
工业加热 2021年7期
逯志方,李艳霞,秦树超,范振霞,赵昊乾,党爱国
(1.邢台钢铁有限责任公司,河北 邢台 054027; 2.河北省线材工程技术创新中心,河北 邢台 054027)
高碳钢如轴承钢、高强度预应力及钢绞线用钢等钢种对钢材的内部质量要求很高,因此对于脱氧造渣、末端压下等影响钢材洁净度及均匀性的过程工艺控制非常严格。对于特定浇次而言,首炉连铸坯尤其是开浇阶段生产的连铸坯由于保护浇注效果不好,拉速不稳定等因素内部质量差于连浇炉。福斌等[1]研究了开浇过程对IF钢铸坯洁净度的影响,认为第一块合格铸坯应在距铸坯头部8.5 m取。曹晶等[2-4]详细研究了低碳铝脱氧钢连铸开浇阶段钢中非金属夹杂物的变化。然而对于高碳钢相关方面的研究较少,本文重点对高碳钢种轴承钢、预应力钢绞线用钢浇次的首炉连铸坯的内部质量进行研究,从而指导首炉连铸坯的质量改进。
1 高碳钢首炉连铸坯洁净度变化研究
考虑到轴承钢钢种对全氧含量及夹杂物有更严格的要求,重点在轴承钢上研究首炉连铸坯洁净度变化。
1.1 T.O与T.N含量变化
分别在首炉连铸坯距离坯头1.1、3.8、6.7、9.7、13.2及19.3 m处(标准连铸坯每支长度约6 m,共计跟踪3支)取连铸坯样,每支取样连铸坯分别在中心及1/4处各加工2根Φ5 mm的氧氮样,采用美国LECOTCH600氧氮氢联合测定仪分析检测试样的全氧(T.O)、全氮(T.N)含量,每支连铸坯样检验4个氧氮样数据,取平均值记为该连铸坯样的氧氮值。首炉连铸坯距离坯头不同位置处钢坯的T.O及T.N含量变化情况如图1所示。
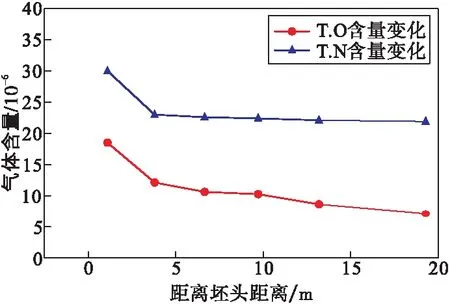
图1 首炉连铸坯距离坯头不同位置处钢坯的T.O及T.N含量变化
由图1可知,开浇初期钢中T.O及T.N含量变化很大,分别由距离坯头1.1 m处的18.5×10-6、30×10-6的降为3.8 m处的12.1×10-6、23×10-6,随后变化幅度降低。从T.O及T.N变化的一致性来看,首炉连铸坯3.8 m处(对应已浇铸钢水量约10.4 t)是个拐点,在拐点处前后连铸坯中T.O及T.N变化的相关性发生改变,说明该拐点之前的连铸坯浇铸时受大气的二次氧化影响较大,之后的连铸坯浇铸时主要受耐材、中间包流场等因素影响,T.O含量存在一定变化但T.N含量变化很小。调研数据与现场操作吻合较好,中间包10 t钢水时(对应液位刚好淹没挡渣墙上的通钢孔)添加中间包覆盖剂,能够有效地改善浇铸初期钢水受大气的二次氧化影响。首炉连铸坯甩废3.8 m,轴承钢连铸坯的气体含量已基本达到标准要求(T.O≤0.0012%)。
1.2 钢中非金属夹杂物变化
为研究首炉连铸坯不同位置处的非金属夹杂物变化情况,采用FEI Explorer 4 金属分析仪对不同全氧含量的连铸坯生产的热轧盘条的非金属夹杂物进行自动扫描检测,详细分析检测尺寸在1 μm(Dave)以上的氧化物夹杂的尺寸、形貌、成分等信息。对自动扫描检测到的每个夹杂物进行人工确认,以排除制样检测过程中抛光粉、灰尘等污染物对分析结果的影响。
不同氧含量(T.O含量分别为12.1×10-6与7.1×10-6)轴承钢热轧盘条中的非金属夹杂物如图2(a)、图2(b)所示。从图2中可以看出,高氧含量轴承钢各尺寸段夹杂物数量均大于低氧含量材料,且含CaO成分的夹杂物数量明显偏多。对于较大尺寸(>8 μm)的夹杂物,高氧含量材料数量远多于低氧材料。分析结果表明全氧含量对于轴承钢中非金属夹杂物数量及尺寸均有很大的影响。

图2 不同全氧含量轴承钢中非金属夹杂物
2 高碳钢首炉连铸坯偏析控制研究
影响连铸坯偏析的因素很多,合适的钢水过热度控制、电磁搅拌[5-8]等工艺会一定程度的改善连铸坯中心偏析。连铸坯凝固末端轻压下技术被认为能够有效改善铸坯中心偏析[9-10],但良好的凝固末端压下效果是以合适的压下区间的设定和精准的凝固末端位置控制为基础的,阮细保等[11-12]研究了连铸各工艺参数对凝固末端位置的影响,研究结果表明拉速对凝固末端位置影响最为显著。本文在定量研究拉速对连铸坯凝固过程影响基础上,针对首炉连铸坯生产过程特点,采取针对性措施改善铸坯偏析情况。
2.1 拉速对连铸坯凝固末端位置的影响
建立了连铸坯凝固二维非稳态传热数学模型,采用运动坐标系的二维切片法,忽略拉坯方向的传热,连铸坯凝固的二维非稳态传热控制方程为

拉速对轴承钢连铸坯中心钢水温度的影响如图3所示,从图3中可以看出拉速对连铸坯温度分布影响很大,拉速由0.4 m/min提升至0.7 m/min,连铸坯凝固末端位置由距离弯月面11.42 m后移至19.18 m,拉速平均每提升0.1 m/min,凝固末端后移约2.58 m。结合连铸机拉矫机位置分布情况,当拉速超过0.6 m/min时,凝固末端位置将后移至拉矫机分布区间(首台拉矫机距离弯月面16.18 m),拉矫机可对连铸坯实施压下。因此,采取有效措施,快速提升拉速以实现对连铸坯有效压下成为解决首炉连铸坯偏析的主要方法。

图3 拉速对连铸坯中心钢水温度及凝固末端影响
2.2 轴承钢首炉连铸坯工艺优化
针对首炉连铸坯凝固末端轻压下存在的问题,通过延长中间包烘烤时间,改善中间包及浸入式水口烘烤效果,下调连铸机首炉钢水浇注温度5~10 ℃等措施,快速提升首炉连铸坯拉坯速度至0.60 m/min及以上(正常连浇炉拉速为0.70 m/min),同时将钢水温度控制到要求温度以内。通过工艺优化,首炉可实现对超过一半比例连铸坯实施有效压下。工艺优化前后连铸坯纵向低倍组织形貌如图4所示,热轧盘条的带状碳化物形貌如图5所示。

图4 工艺优化前后首炉连铸坯纵向低倍组织

图5 工艺优化前后盘条带状碳化物
从图4可知,工艺优化后,连铸坯心部偏析控制发生显著变化。工艺优化后,由于对连铸坯心部部分区域实施有效压下,心部浓化钢水的聚集被抑制,铸坯中心区域由中心偏析线转变为离散的偏析点。由图5可知,工艺优化后,盘条中心区域的带状碳化物的数量减少,且带状碳化物长度缩短,材料组织的均匀性提高。
2.3 预应力钢首炉连铸坯工艺优化
在高碳预应力钢种上也开展了改善首炉连铸坯中心偏析试验,借鉴轴承钢改进措施,工艺优化前后SWRH82B钢种纵向低倍组织形貌如图6所示,从图6中可以看出,优化工艺对连铸坯心部偏析作用明显,中心偏析及疏松缺陷基本消除。

图6 连铸坯纵向低倍组织对比
考虑到热轧盘条的面缩率技术指标一定程度上可反馈连铸坯的偏析控制状况。对3个试验批次连铸坯跟踪轧制取样检测,各批次工艺优化前后热轧盘条的面缩率控制如图7所示。由图7可知,工艺优化后各批次热轧盘条面缩率均有明显的提升,内控保证能力大幅增加。但优化工艺每批次热轧盘条的面缩率的波动范围增加,这可能与首炉连铸坯连铸工艺波动较大有关。

图7 热轧盘条面缩率对比
3 结 论
(1)首炉连铸坯开浇初期钢中T.O及T.N含量变化很大,随后变化幅度降低。从T.O及T.N变化的一致性来看,首炉连铸坯3.8 m处是个拐点。
(2)高氧含量轴承钢各尺寸段夹杂物数量均大于低氧含量材料,且含CaO成分的夹杂物数量明显偏多。全氧含量对于轴承钢中非金属夹杂物数量及尺寸均有很大的影响。
(3)拉速对连铸坯温度分布影响很大,拉速由0.4 m/min提升至0.7 m/min,连铸坯凝固末端位置由距离弯月面11.42 m后移至19.18 m,拉速平均每提升0.1 m/min,凝固末端后移约2.58 m。
(4)工艺优化后,首炉连铸坯心部偏析控制发生显著变化,铸坯低倍组织改善明显。轴承钢盘条中心区域的带状碳化物的数量减少,且带状碳化物长度缩短;预应力钢SWRH82B热轧盘条面缩率明显提升,内控保证能力大幅增加。
猜你喜欢
工业加热(2022年10期)2022-11-28
物理学报(2022年8期)2022-04-27
铝加工(2021年1期)2021-12-02
大型铸锻件(2021年6期)2021-11-07
天津冶金(2021年4期)2021-08-18
鞍钢技术(2021年2期)2021-04-20
铝加工(2020年6期)2020-12-20
装备维修技术(2020年6期)2020-11-20
数学大王·中高年级(2020年9期)2020-09-21
有色金属材料与工程(2016年5期)2017-03-20