
超声振动辅助铣削金属玻璃的试验研究*
2021-08-02 08:17:38王志勇王豆豆
组合机床与自动化加工技术 2021年7期
王志勇, 王豆豆
(1.燕山大学机械工程学院,河北 秦皇岛 066004;2.河北省重型智能制造装备技术创新中心,河北 秦皇岛 066004)
0 引言
金属玻璃是一种兼有一般金属和玻璃特性的新型合金材料,在航空航天、生物医疗、军事、以及高端体育用品等领域具有重要的应用前景[1-2],正是由于金属玻璃的高硬度、低弹性模量、低导热系数等特性导致其采用传统切削加工难度较大,从而制约了其应用发展。目前对金属玻璃零部件的切削加工研究并不多,Bakkal M等对Zr基金属玻璃的车削和钻削工艺的切削性能进行了研究,得出高温发光,晶化以及切屑形态和传统合金不同的特点,切削加工时刀具磨损过快[3];Kazutaka F等通过用金刚石、立方氮化硼、陶瓷和金属陶瓷不同刀具材料对Zr基和Pb基金属玻璃的切削特性和刀具磨损进行了研究[4],认为非晶合金是一种加工性良好的新型材料;张卫国通过对非晶合金Vit1进行了车削和钻削的试验研究得出,高速切削时产生的温度较高加剧了刀具磨损[5]。综上所述金属玻璃用常规方法加工难度较大,存在切削温度较高和刀具磨损严重等问题。
超声辅助加工作为一种新兴的特种加工技术被广泛的应用在难加工材料的加工领域[6],Zhang C等通过理论分析与实验得出超声振动铣削可降低脆性材料加工中的切削力[7];张翔宇、倪陈兵等通过切削力和切屑的研究得出超声振动辅助铣削铣钛合金是可行性的[8-9];王明海等通过实验研究得出超声扭转振动辅助铣削C/SiC可有效的降低加工表面粗糙度[10];郑非非等通过对RB-SiC材料划擦试验得出超声振动辅助条件下的划擦力显著下降同时除体积显著增加[11]。由上述文献可知超声辅助切削硬脆材料时具有减小切削力、降低刀具磨损和改善加工质量等显著效果。目前对金属玻璃切削加工的研究还不尽完善。
本文通过铣削加工Vit1块金属玻璃的试验,对超声振动辅助铣削和普通铣削加工方法的进给方向切削力、轴向切削力和加工的表面粗糙度以及刀具磨损情况进行对比和理论分析,研究超声振动辅助铣削非晶态合金的可行性。
1 实验条件与方案
1.1 试验条件
本试验使用的机床为XK714D数控铣床;采用HI-TOOZXC2013型超声扭转振动钻铣设备,换能器提供20 kHz的稳定频率,刀具头部振幅可达8 μm;铣削力测量用Kistler的9119A型测力仪系统;采用Form Talysurf i60型粗糙度轮廓仪对加工后的表面粗糙度进行测量;试验材料为Vit1非晶合金(Zr41.2Ti13.8Cu12.5Ni10Be22.5)块体金属玻璃,长宽高为38×33×4 mm。刀具为OSK的标准4刃立铣刀,D6×15×50×6 mm,螺旋角为30°,基体材质为钨钴合金,涂层为TiN。
1.2 试验方案
本文通过试验方法研究在固定的振幅和频率条件下,不同切削参数超声振动铣削Vit1金属玻璃对切削力、加工表面粗糙度以及刀具磨损的影响,为实验参数尽可能全面和减少试验次数,采用三因素四水平正交实验,以转速n、每齿进给量fz、背吃刀量ap为影响因素的试验方案正交表如表1所示。试验时通过激光位移传感器的测量,铣刀端部的实际振幅为6~7 μm;试验现场如图1所示,首先将试件通过辅助夹具装夹到测力仪上,然后将测力仪装夹铣床工作台上。试验前先将试件的表面进行精加工,试验铣削长度16 mm,径向切深2 mm,保证传统加工与超声辅助加工试件的工作量完全等同,超声辅助加工和普通加工时分别用一把崭新的铣刀,用于观察不同加工方法的刀具磨损量。
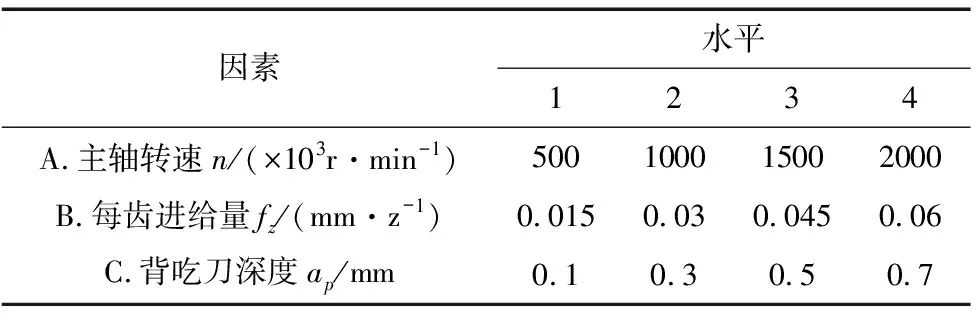
表1 三因素四水平正交表
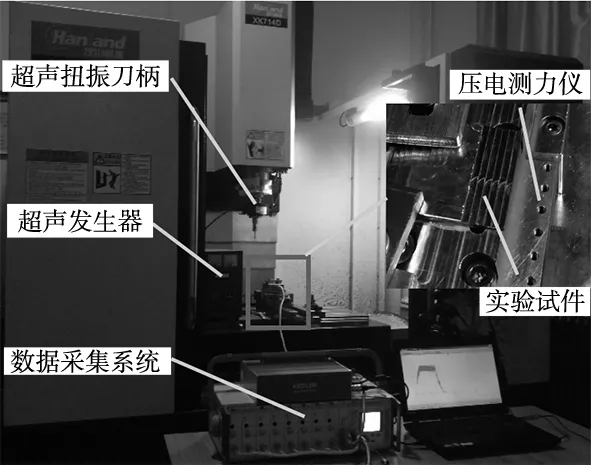
图1 铣削加工试验现场
2 超声振动铣削与普通铣削试验结果与分析
试验结果如表2所示,Fx为进给方向切削力,Fz为轴向切深抗力,Ra为粗糙度轮廓仪测量的各加工表面粗糙度平均值。

表2 超声振动铣削与普通铣削试验结果
2.1 铣削力的试验对比与分析
由表2的切削力试验结果可知,超声振动铣削Vit1金属玻璃的进给方向切削力Fx和轴向切深抗力Fz都有明显的降低作用,相比普通铣削,Fx平均降幅为22.98%,Fz降低较大平均为31.46%。在超声振动辅助铣削加工过程中,由于铣刀的高频振动从而使得铣刀在切入工件的时刻具有极高的初始速度和瞬时加速度,使得刀具有冲击作用,这种高频冲击作用可以有效的降低切削力。根据表2的切削力试验结果,绘制的切削参数与切削力的关系如图2所示,可见超声振动铣削与普通铣削轴对切削力的影响趋势基本相同,轴向背吃刀深度影响最为显著。因为非晶合金Vit1材料宏观断裂性能表现为室温脆性,微观表现为局部剪切变形,在切削加工过程中非晶合金因其塑性变形小,切屑和前刀面的摩擦小,所以转速和每齿进给量对铣削力影响相对较小,而背吃刀量的增大会增大刀具和工件之间的挤压和冲击作用,从而影响切削力比较显著。
转速与切削力的关系如图2a所示,可见在本试验参数范围内,Fx方向铣削力超声振动铣较普通铣削方法降幅逐渐减小,且超声加工方法随转速变化不显著,而Fz降幅比较平稳。转速对切削力影响较小,且两种加工方式都是随着转速的提高切削力先减小再增大的趋势。图2b为每齿进给量在超声振动辅助铣削与普通铣削方法下的铣削力关系图,可以看出Fx与Fz超声振动铣较普通铣削力降幅都比较平稳,且随着每齿进给量的增加铣削力增大变化明显,这是因为由于每齿进给量的增加单位时间内切削量增加,从而使铣削过程中产生的阻力增大,所以铣削力大幅增加。轴向背吃刀量与切削力的关系如图2c所示,Fx与Fz都随着背吃刀量的增加超声振动较普通铣削加工方法切削力降幅增大,尤其在0.5~0.7 mm时超声振动铣削降幅效果更显著。

(a) 主轴转速与切削力

(b) 轴向铣削深度与切削力
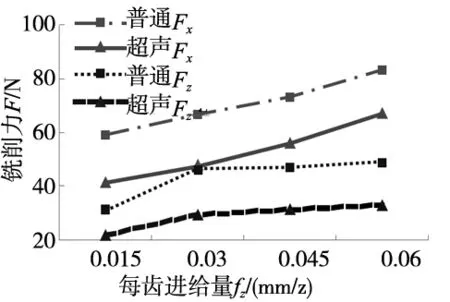
(c) 每齿进给量与切削力图2 切削力对比图
2.2 表面粗糙度的试验对比与分析
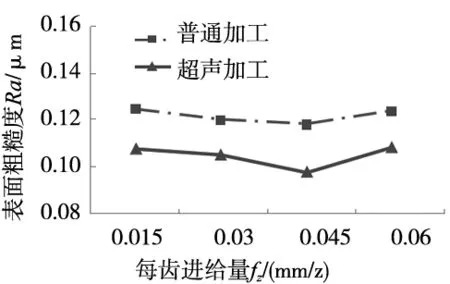
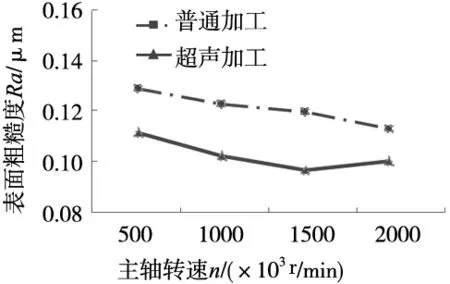
由表2的表面粗糙度数据可见,超声振动铣削Vit1金属玻璃相比普通铣削加工方法其加工表面粗糙度值降幅约为15%。由于施加超声振动后改变了刀具的切入方式,刀具与工件周期性分离,使Vit1金属玻璃与前刀面的摩擦系数减摩小的同时加速了切屑的流动,而使大部分热量被切屑带走,同时由于轴向力的大幅降低,刀尖对已加工表面的划擦痕明显减弱,从而有效的降低了已加工表面粗糙度。
根据表2的试验数据,处理绘制的切削参数与表面粗糙度的关系如图3所示,在试验参数范围内,超声振动铣削与普通铣削轴对粗糙度影响的趋势基本相同。随轴向背吃刀深度的增加粗糙度增大影响最为显著,如图3a所示;随转速增加粗糙度值降低次之,如图3b所示;而每齿进给量对粗糙度影响较小,如图3c所示,且呈先减小又增大的趋势。在相同转速时超声方法加工粗糙度值降幅最大,相同轴向背吃刀深度时降幅最小。在轴向背吃刀深度大于0.7 mm和转速高于2000 r/min时,超声辅助铣削表面粗糙度降幅效果明显减小,这是由于切削随着背吃刀量增大和切削速度提高,超声振动作用逐渐减弱。为了在实际加工中得到更好的表面粗糙度值,应采用略高的转速(1500 r/min),小的背吃刀量(0.3 mm),每齿进给量适中(0.045 mm/r)。

(a) 主轴转速
(b) 主轴转速
(c) 每齿进给量图3 表面粗糙度对比
2.3 刀具磨损的试验对比与分析
在进行相同的16组Vit1金属玻璃试验切削加工后,两种加工方式分别使用的崭新刀具都有磨损如图4所示,分别为在电子显微镜下放大45倍和320倍的情况。由图4b和图4d可见超声振动辅助铣削下的后刀面磨损带上的磨痕更浅,宽度也较窄,没有普通铣削时的磨损剧烈,超声振动铣削磨损宽度约0.2 mm,普通铣削磨损宽度约0.4 mm,而且普通铣削的刀具有一刀尖已有微小破损,如图4a所示。这是因为超声振动辅助铣削时断续分离式的切削加工过程,使得刀具与非晶合金工件之间的接触时间比普通铣削短,且断续的振动冲击作用及时地带走了切削过程中的切屑,使得刀具后刀面与工件表面之间的摩擦减弱,另一方面由于轴向切深抗力的明显降低,从而有效地改善了后刀面的磨损状况。同时断续的振动冲击作用加上切削力的降低,有效地抑制了刀尖微小破损。
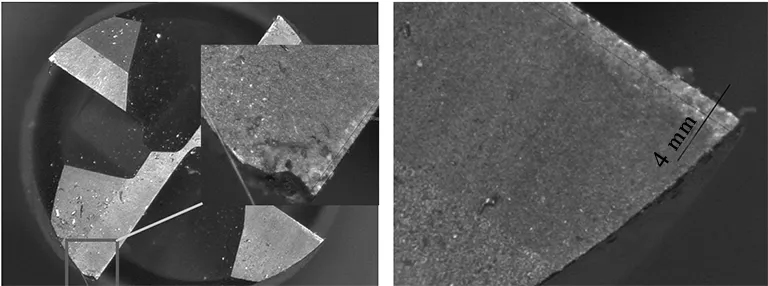
(a)放大45倍普通铣削刀尖磨损 (b)放大320倍普通铣削后刀面磨损
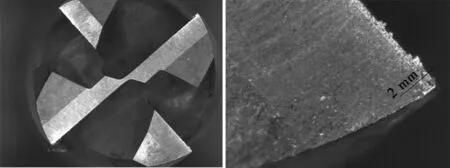
(c)放大45倍超声铣削刀尖磨损 (d)放大320倍超声铣削后刀面磨损
3 结论
通过对Vit1金属玻璃进行超声振动铣削和普通铣削加工的对比试验,分析两种不同加工方法的切削力、加工表面粗糙度和刀具磨损情况,得出超声振动铣削方法加工Vit1金属玻璃是可行的,具体结论如下:
(1)相对于普通铣削方法,超声振动铣削金属玻璃Vit1进给方向切削力平均降幅为23%,轴向抗力平均降幅平均为31%。
(2)超声振动铣削金属玻璃Vit1相对于普通铣削方法能够有效的提高将表面质量,表面粗糙度值降低约15%。
(3)超声振动铣削金属玻璃Vit1使刀具的后刀面磨损减缓,且能有效的减小破损,从而能够延长刀具的使用寿命。
猜你喜欢
甘肃科技(2020年20期)2020-04-13 00:30:18
制造技术与机床(2019年11期)2019-12-04 05:50:14
制造技术与机床(2019年9期)2019-09-10 07:36:26
模具制造(2019年4期)2019-06-24 03:36:48
制造技术与机床(2018年10期)2018-10-13 06:36:54
制造技术与机床(2017年7期)2018-01-19 02:29:55
制造技术与机床(2017年12期)2017-02-02 07:05:05
材料科学与工程学报(2016年2期)2017-01-15 13:34:40
发明与创新(2016年5期)2016-08-21 13:42:48
制造技术与机床(2014年1期)2014-03-11 20:17:28
