基于数字化脉冲处理器的α/β射线甄别方法研究
2021-08-02 03:02段再煜李荐民
原子能科学技术 2021年8期
段再煜,李荐民,胡 锐,肖 明
(1.清华大学 工程物理系,北京 100084;2.92609部队,北京 100077; 3.中广核久源(成都)科技有限公司,四川 成都 610200)
表面污染检测设备是辐射防护常用检测设备之一,主要用于检测放射性场所及人员是否受到污染,以保证放射性工作环境和人员的安全。表面污染检测设备多采用ZnS(Ag)和塑料闪烁体组成复合探测器对α/β射线进行同时测量,根据α/β射线的不同特性实现对α/β射线的甄别。目前主要的甄别方法有脉冲幅度甄别法和脉冲宽度甄别法。幅度法原理:α射线相对于β射线的信号幅度较大,通过设置幅度甄别器的阈值对两种射线进行甄别[1-3]。脉冲宽度甄别法原理:信号成形后,α射线相对于β射线的脉冲宽度较宽,通过对脉冲宽度的测量,可对两种粒子进行甄别[4-6]。由于α、β射线的信号在幅度上有较大的重叠区域[7],因此脉冲幅度甄别法会出现明显的串道现象,且信号幅值依赖于整个系统的增益,因此增益对粒子的甄别效果的稳定性影响较大。脉冲宽度甄别法中脉冲幅度和基线噪声对脉冲的开始和结束位置判定影响较大,造成脉冲的宽度测量不准确,也会影响粒子的甄别效果。
随着数字化甄别技术的发展,数字化甄别方法[8-10]逐渐成为粒子甄别方法的首选。数字化甄别技术一般将算法集成在FPGA中,探测器输出信号经过FPGA数字化处理,根据信号的不同特征(幅度、波形等)甄别出不同粒子。数字化粒子甄别方法与传统的甄别方法相比具有实时化、小型化、稳定性高等优点,能对不同粒子快速做出甄别。本文针对ZnS(Ag)和塑料闪烁体组成的复合探测器[11],设计基于数字化脉冲处理器的α/β射线甄别方法。
1 理论
图1为基于数字化脉冲处理器的α/β射线甄别方法的设计框图。α/β射线被复合探测器探测后,光电倍增管输出电流脉冲信号经RC反馈型电荷灵敏放大器转换形成双指数电压信号。再通过ADC进行采样形成离散脉冲信号进入FPGA进行处理。FPGA采用电流波形恢复器消除RC反馈型电荷灵敏放大器形成的长指数衰减信号,再用两路数字化方形滤波器并行处理。根据ZnS(Ag)、塑料闪烁体的发光衰减时间设置方形滤波器的宽度。峰值保持器自动锁存方形滤波器输出信号的峰值。比值计算器计算出峰值保持器P1和P2的比值R。比值比较器根据设定的比值区间产生α、β计数器自增使能信号,待接收到自增使能信号后,完成计数任务。
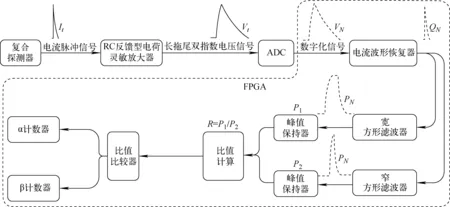
图1 基于数字化脉冲处理器的α/β射线甄别方法框图Fig.1 Block diagram of α/β ray discrimination method based on digital pulse processor
α/β射线被复合探测器探测后,光电倍增管输出指数衰减的电流脉冲信号It:
(1)
其中:τ0为闪烁体发光衰减时间,其中ZnS(Ag)闪烁体为200 ns左右,塑料闪烁体为几十ns;I0为电流脉冲最大值。
信号It经RC反馈型电荷灵敏放大器转换后形成双指数电压信号V(t),同时降低信号带宽,便于后级电路处理。
(2)
其中:τRC为RC反馈型电荷灵敏放大器的成形时间;τ0为闪烁体发光衰减时间,且满足τRC≫τ0;A为信号幅值。
信号Vt通过ADC进行数字化形成离散脉冲信号进入FPGA进行数字化处理,其中ADC的采样速率是60 MHz。FPGA内部包含电流波形恢复器、方形滤波器、峰值保持器、比值计算器和比值比较器等。
电流波形恢复器的作用是消除信号Vt中电荷灵敏放大器的成形部分(参数τRC),恢复到只包含以闪烁体发光衰减时间为参数的波形,便于后级处理。信号Vt经过电流恢复滤波器后得到响应函数Qt,设它的传输函数为ht。
信号Vt的频域表达式如式(3)所示。
(3)
信号Qt与信号It波形相同,时域和频域表达式分别为式(4)、(5)。
(4)
(5)
信号Qt、Vt满足如下卷积式。
Qt=Vt*ht
(6)
式(6)的频域表达式如下:
Qjω=VjωHjω
(7)
将式(3)和式(5)代入式(7)可导出式(8)。
(8)
系数K中包含式(8)中所有常数因子,系数K归一化到信号Vt的系数A′中,传输函数h(t)的频域方程可简化为式(9)。
Hjω=1+jωτRC
(9)
传输函数的连续时域表达式如下:
(10)
式(10)离散表达式如下:
Q[n]=V[n]+M(V[n]-V[n-1])
(11)
由式(11)构造出数字电流波形恢复器,如图2所示。
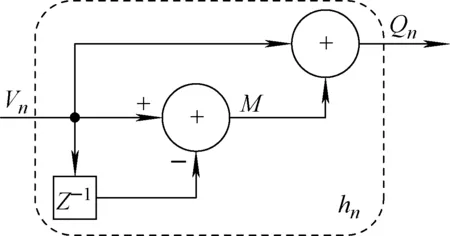
图2 数字电流波形恢复器Fig.2 Digital current waveform restorer
方形滤波器用式(12)表示。
(12)
T为方形滤波器宽度。用图3构建数字方波滤波器。
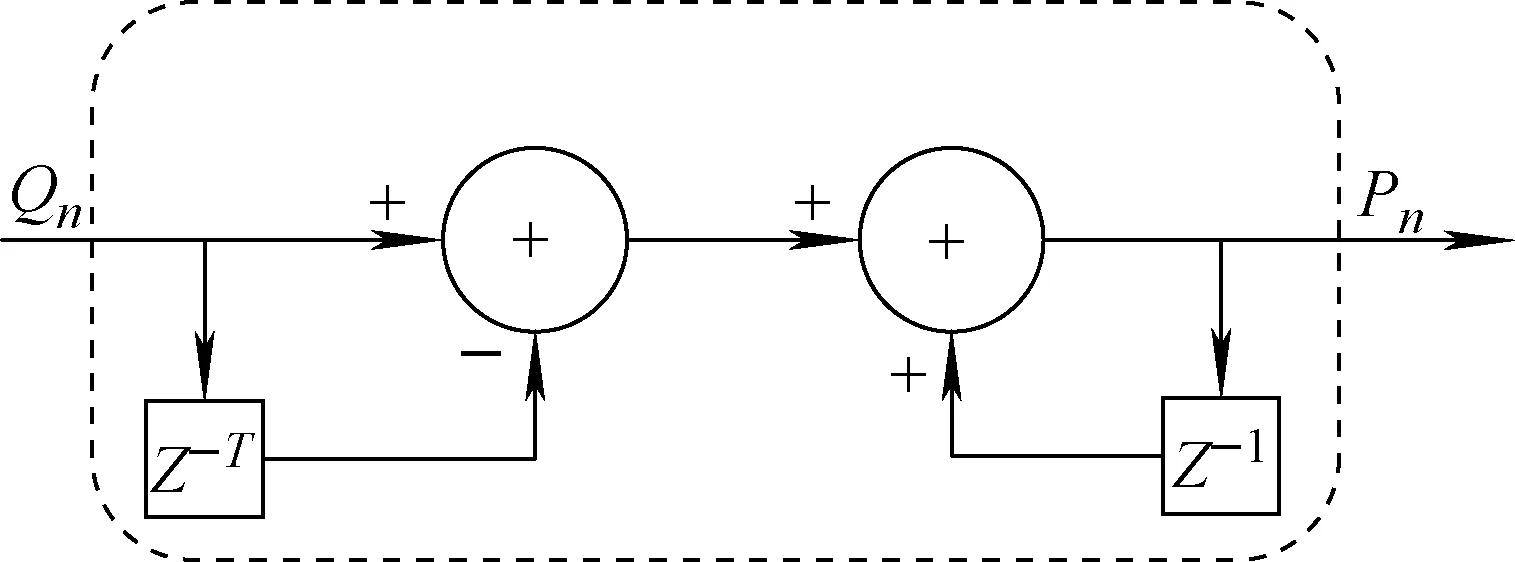
图3 数字方形滤波器Fig.3 Digital box filter
信号Qt通过方形滤波器后得到的响应函数为pt,可用式(13)、(14)描述。

(13)
(14)

采用两个方形滤波器并行处理信号Qt,两个方形滤波器的宽度不一样。滤波器的宽度可根据ZnS(Ag)、塑料闪烁体的发光衰减时间设置。一个方形滤波器宽度T1≫τ0(后文称宽方形滤波器),另一个方形滤波器宽度T2与τ0相当(后文称窄方形滤波器),根据式(14)中得出的结论可推导出两个滤波器输出信号的比值R为:
(15)
由式(15)可知,两个方形滤波器的输出信号的比值,仅与窄方波滤波器的宽度和闪烁体发光衰减时间有关,与信号幅度A′、模拟电路成形时间τRC无关。
设宽方形滤波器宽度T1为4 μs,窄方形滤波器宽度T2为0.2 μs。塑料闪烁体仅对β射线灵敏,β射线被探测后形成的电流脉冲衰减时间仅为几十ns。由于两个方形滤波器的宽度远大于几十ns,所以R接近于1。ZnS(Ag)闪烁体仅对α射线灵敏,α射线被探测后形成的电流脉冲衰减时间为0.2 μs,得出R约1.5。对R进行统计,形成以R为横轴、计数为纵轴的比值统计图。比值统计图中,α/β射线在各自的比值区间呈高斯分布,由此可甄别两种粒子。计算高斯分布的总面积得出对应粒子的总计数。
2 实验
实验系统如图4所示。数字化甄别电路采用模拟电路+FPGA的架构。模拟电路对α/β复合探测器输出的电流脉冲进行预处理,达到数字化处理的要求。FPGA对脉冲信号进行处理,完成α/β甄别和计数工作。用241Am(α标准源)和90Sr-90Y(β标准源)、带测试软件的上位机对本甄别方法进行实验。

图4 基于数字化脉冲幅度处理器的甄别电路系统框图Fig.4 Block diagram of discrimination circuit system based on digital pulse processor
测量高压选择950 V,增益选择100,触发阈值选择45 mV,窄方形滤波器宽度为230 ns,测量时间为300 s,测量结果如图5所示。图5a为本底测量结果,α、β的本底计数率分别为0.05、11 s-1。图5b、c分别为α和β放射源的测量结果,图5d为α/β射线同时测量结果。从图5可知,α射线的高斯分布中心位置为R等于2.3左右,β射线为R等于1左右,符合该甄别理论。

图5 α、β射线比值统计图Fig.5 Statistical graph of ratio of α and β rays
采用α标准源和β标准源分别对串道比和探测效率进行测量,α标准源和β标准源的发射率分别为4 610、3 700 2π·s-1。测试结果列于表1、2。
从表1、2可知,α射线对β射线的串道比和β射线对α射线的串道比均小于0.5%。α射线和β射线的探测效率分别为57.7%和37%,满足表面污染检测设备中对探测效率的要求。

表1 α标准源实验测试数据Table 1 Experimental test data of α standard source
信号甄别效果可用品质因子来评价。品质因子越大,甄别效果越好。图6为比值统计图中比值峰位(简称峰位)和品质因子随窄方形滤波器的宽度变化的曲线。

表2 β标准源实验测试数据Table 2 Experimental test data of β standard source
从图6可知,窄方形滤波器宽度的改变会改变α/β射线的峰位。随着宽度的增大,α射线的峰位逐渐左移,β射线的峰位基本在R等于1处附近,两个峰位逐渐重合。当宽度增大到2 500 ns后,两个峰位完全重叠,无法对射线做出有效甄别。总体来说,品质因子随窄方形滤波器宽度的增大而减小,但窄方形滤波器的宽度为400~500 ns之间存在大值,该值表示甄别效果最好。

图6 窄方形滤波器宽度对峰位和品质因子的影响Fig.6 Effect of narrow box filter width on peak and quality factor
复合探测器与多道脉冲幅度分析器连接,分别测量α、β放射源的响应能谱,测试结果如图7所示。从图7可知,α射线在能谱中分布很宽,几乎覆盖所有的β射线区域。若采用幅度法对两种射线进行甄别,幅度甄别阈值设为200时,α对β的串道比为23%,远大于本文提出的方法。
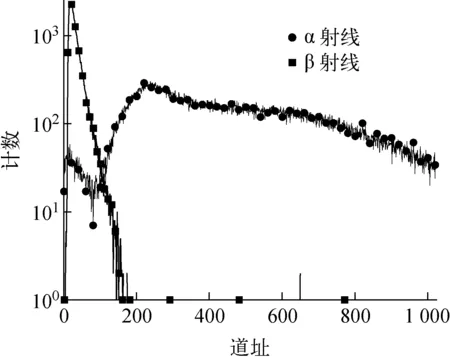
图7 复合探测器能谱测量Fig.7 Spectrum measurement of composite detector
3 结论
基于数字化脉冲处理器的α/β射线甄别是通过FPGA内部构建电流恢复器和两路方形滤波器,比值计算器计算两路方形滤波器输出峰值的比值,α/β射线在比值统计图中的不同区间呈高斯分布,实现对α/β射线的甄别。实验表明该方法能较好甄别α、β粒子,且在合适参数下该甄别方法的品质因子为3.52,具有较好的甄别效果。该甄别方法的参数仅与闪烁体的发光衰减时间和方形滤波器的宽度有关,闪烁体的发光衰减时间比较固定,方形滤波器由数字技术实现参数固定。因此该甄别方法可极大降低信号幅度的影响和模拟器件参数的影响,且对系统增益变化不敏感,便于采用数字技术实现,有利于提高甄别效果的稳定性,便于调试生产。
猜你喜欢
上海计量测试(2022年5期)2022-02-16
小哥白尼(趣味科学)(2021年3期)2021-07-16
哈尔滨轴承(2021年4期)2021-03-08
中学生数理化·七年级数学人教版(2020年12期)2021-01-18
科技风(2019年20期)2019-10-21
中学生数理化·七年级数学人教版(2019年12期)2019-05-21
中国医科大学学报(2018年3期)2018-03-20
小学生导刊(2017年34期)2017-07-09
中成药(2017年3期)2017-05-17
中国塑料(2016年9期)2016-06-13