超高效液相色谱法测定酱香型白酒高温大曲中的乳酸含量
2021-07-28 14:46赵尚碧赵振宇曾稳稳王和玉
酿酒科技 2021年6期
赵尚碧,赵振宇,刘 松,曾稳稳,王和玉,王 莉
(贵州茅台酒股份有限公司,贵州仁怀 564501)
白酒中的有机酸主要有甲酸、乙酸、己酸、丁酸、乳酸、苹果酸、琥珀酸等数十种,其来源不一,但都是微生物发酵或醇氧化而成[1]。酸类物质是白酒中重要的呈香呈味物质,在白酒微量芳香成分中占很大比例,同时酸类也是形成酯类的前体物质[2-3]。乳酸为挥发性较弱的有机酸,在白酒有机酸中占据着很大的比例,是酱香型白酒发酵过程中一种必不可少的有机酸,适量的乳酸在白酒生产中可以起到抑制杂菌生长、调节酸度的作用,但乳酸含量偏高容易造成淀粉的糖化率降低,出酒率也会降低[4-7]。因此,监测白酒发酵过程中乳酸的含量至关重要。
高温大曲是酱香型白酒生产过程中重要的糖化剂和发酵剂,也是酿酒原料的一部分,通过自然接种、高温发酵而制成,是酱香型白酒香气成分的主要来源之一[8-10]。高温制曲、用曲量大是生产酱香型白酒的一大特点,乳酸菌是大曲中含有的一种耐高温的厌氧型或兼性厌氧型细菌,主要代谢产物为乳酸[11-12]。酱香型白酒经过多轮次堆积发酵,大曲的加入会使酒醅的乳酸逐渐积累,从而导致酸度持续增加,酸度增加过度会影响产酒酵母和其他产风味物质微生物的生长代谢,影响酒的产量和质量[13-14]。目前行业中对酒醅中乳酸的检测已有报道[15-20],但大曲中的乳酸检测还未见报道,本文旨在建立一种能够准确、快速测定酱香型高温大曲中乳酸含量的方法,为白酒酿造过程中乳酸的监控提供技术支撑。
1 材料与方法
1.1 材料、试剂及仪器
酱香型高温大曲:某酒厂提供;L-乳酸(色谱纯,98 %,Sigma-Aldrich 公司,美国),甲醇(色谱纯,TEDIA 公司,美国),磷酸(色谱纯,阿拉丁);实验室用水均为超纯水(18.2 MΩ·cm)。
仪器设备:超高效液相色谱仪带PDA 检测器(I-Class,Waters,美国);ACQUITYUPLC®HSS T3色谱柱(2.1×100 mm,1.8 μm,Waters,美国);超纯水仪(Milli-Q);多管涡旋振荡器(Talboys,美国)高速冷冻离心机(MIKRO220R,Hettich,德国);超声波清洗器(KQ-500DA 型,昆山市超声仪器有限公司);漩涡混合器(Vortex-Genie2T,美国);电子天平(0.01 g,梅特勒-托利多);0.22 μm 滤头(亲水性PTFE针式滤器,安谱)。
1.2 试验方法
1.2.1 大曲样品处理
大曲样品粉碎后,称取5 g 粉末样品于50 mL离心管中,加入10 mL 水,涡旋振荡10 min 后,以6000 r/min的转速冷冻离心5 min,吸取上清液1 mL于2 mL 离心管中,以12000 r/min 冷冻离心10 min,再吸取一定量的上清液用水稀释30 倍,最后经0.22 μm微孔滤膜过滤进样。
1.2.2 色谱条件
流动相:0.12%磷酸溶液作为流动相A,100%甲醇作为流动相B,梯度洗脱;柱温:45 ℃;流速:0.45 mL/min;进样量:1 μL;检测波长:214 nm;梯度洗脱程序见表1。

表1 梯度洗脱程序
1.2.3 标准溶液的配制
准确称取一定量的L-乳酸标准品,用超纯水溶解并定容于100 mL 容量瓶中,得到2000 mg/L 的乳酸标准储备液,置于4 ℃冰箱保存。取一定量的乳酸标准储备液进行稀释,分别配成20 mg/L、
50 mg/L、100 mg/L、200 mg/L、400 mg/L、600 mg/L、800 mg/L的标准溶液,漩涡混匀。
2 结果与讨论
2.1 方法优化
2.1.1 浸提方式的选择
乳酸易溶于水,并且超纯水纯度高,不会引入杂质污染,因此选择超纯水作为浸提溶剂。选取1份大曲样品,称取5 g 加入10 mL 水,分别采用浸泡、超声和涡旋振荡的方式提取10 min,并测定乳酸含量,每种浸提方式做3 次平行实验,并计算标准偏差,实验结果见图1。

图1 浸提方式的选择(n=3)
由图1 可知,3 种浸提方式均能提取出大曲样品中的乳酸,浸泡和超声两种方式的提取效率差不多,涡旋振荡方式比浸泡和超声的提取效率高19%左右。因此,选取涡旋振荡方式进行提取。
2.1.2 色谱柱的选择
试验中分别将ZORBXRRHTSB-C18(2.1×50 mm,1.8 μm)和ACQUITYUPLC® HSS T3 色谱柱(2.1×100 mm,1.8 μm)色谱柱进行对比试验。如图2 所示,当使用ZORBX RRHT SB-C18色谱柱时,样品中乳酸峰与杂质峰不能完全分离,而选用ACQUITYUPLC® HSS T3 柱时,能把乳酸峰和杂质峰很好地分离,并且具有良好的灵敏度。
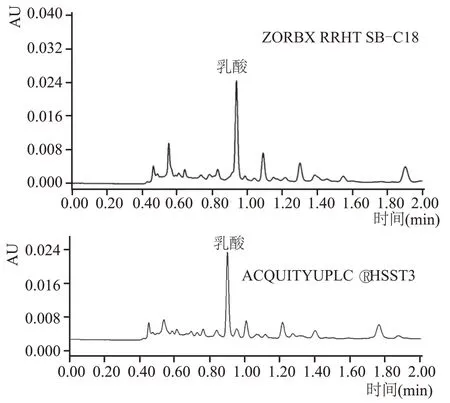
图2 色谱柱的选择
2.1.3 进样量的优化
该研究对色谱条件中的进样量进行了优化,取一份大曲样品,按1.2.1 的方法处理后,在其他色谱条件相同的情况下,改变进样量,结果如图3 所示。由图3 可知,当进样量为10 μL 和5 μL 时,样品中乳酸峰和它前后的峰不能完全分离,会使定量不准确,当进样量为1 μL 时,乳酸峰不受其他峰的干扰,分离得很好,所以进样量确定为1 μL。

图3 不同进样量色谱图
2.2 定性与定量
乳酸标品和大曲样品检测分析结果分别见图4和图5,由图4 和图5 可以看出,大曲样品中乳酸与乳酸标准品保留时间一致,出峰时间在0.913 min,且分离效果较好,能够满足检测需求。
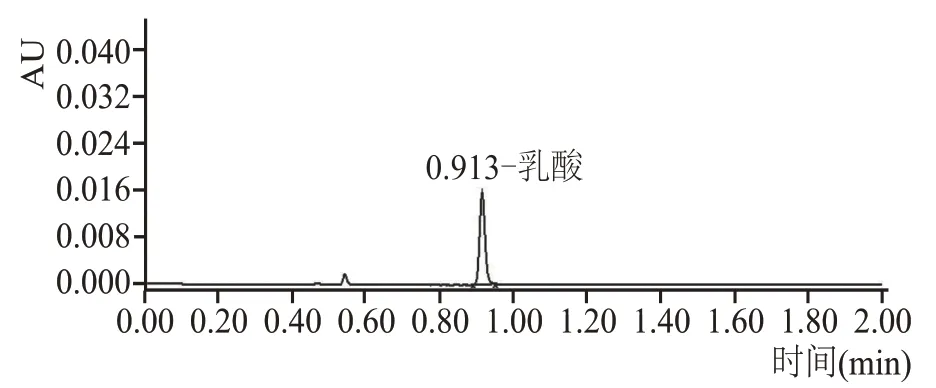
图4 乳酸标准品色谱图

图5 大曲样品色谱图
2.3 标准曲线的建立
乳酸标准曲线见图6,由图6 可看出,乳酸标准溶液在20~800 mg/L 范围内线性关系良好,回归方程为Y=1.026X+5.473,R2=0.9997,满足检测要求。以信噪比S/N=3 计算出仪器检出限(LOD)为4.05 μg/kg,以信噪比S/N=10 计算出仪器定量限(LOQ)为13.50 μg/kg。
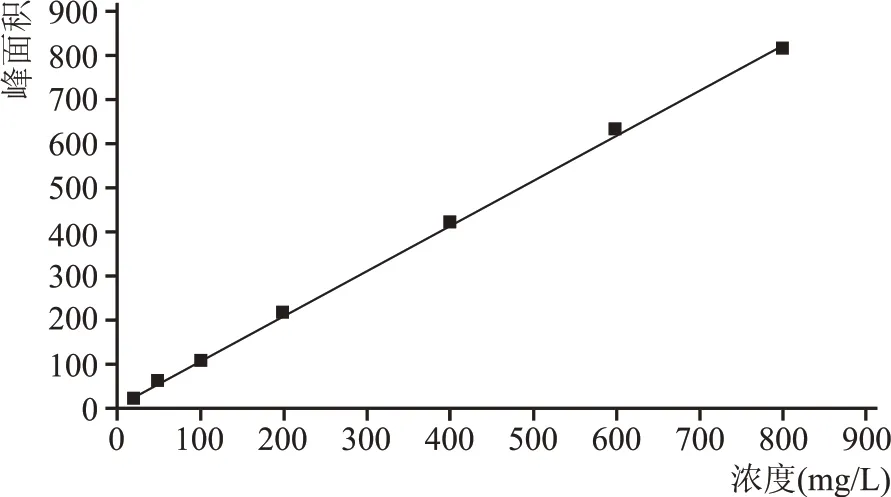
图6 乳酸标准曲线
2.4 大曲样品的测定
2.4.1 精密度分析
取1 份大曲样品,按1.2.1 的方法处理后平行测定6 次,结果见表2,RSD 值为3.03 %,精密度满足分析要求。
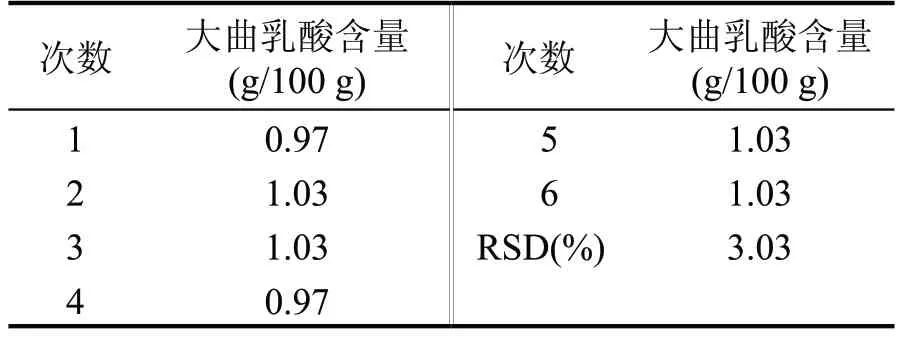
表2 精密度测定结果
2.4.2 重现性试验
取同一大曲样品6 份,按1.2.1 的方法处理后上机检测,结果见表3。由表3 可看出,6 份相同大曲样品的RSD 值为0.96%,方法重现性较好。
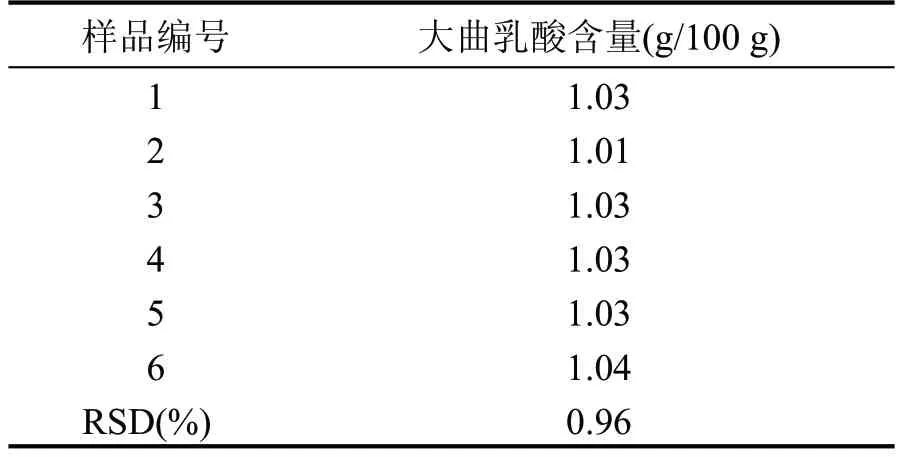
表3 重现性测定结果
2.4.3 回收率试验
向已知乳酸浓度的大曲样品中分别按照5000 mg/L、10000 mg/L 和20000 mg/L 3 个不同添加水平进行乳酸加标回收率实验,每个添加水平做3 次平行实验,测定乳酸含量,计算平均回收率,结果见表4。
由表4 可看出,大曲样品的平均加标回收率在93.4 %~97.2 %之间,表明方法的准确性较好,满足定量检测要求。

表4 回收率测定结果
3 结论
采用超高效液相色谱法检测酱香型高温大曲中的乳酸含量,乳酸在20~800 mg/L范围内线性良好,相关系数R2为0.9997,平均加标回收率在93.4 %~97.2%之间,仪器检出限为4.05 μg/kg,具有较高的精密度和准确度。该方法前处理简单,分析时间短,满足定量检测要求,适用于大曲中乳酸的测定,可为白酒发酵过程的乳酸监测提供一定的参考和技术支持。
猜你喜欢
酿酒科技(2022年9期)2022-10-04
食品安全导刊(2021年33期)2021-11-27
山花(2021年11期)2021-11-22
西部论丛(2020年4期)2020-11-25
戏曲研究(2020年2期)2020-11-16
阅读(科学探秘)(2020年9期)2020-11-06
环境与发展(2020年8期)2020-09-24
中华戏曲(2020年1期)2020-02-12
科技与创新(2019年13期)2019-11-29
家庭医学·下半月(2019年5期)2019-07-12