压缩机组控制系统升级浅谈
2021-07-23 03:05:32刘功银丁建辉
仪器仪表用户 2021年7期
刘功银,丁建辉,李 平
(国家管网西部管道公司,乌鲁木齐 830000)
西二线某燃驱压缩机组采用ControlLogix 5000 PLC作为机组核心控制系统,该机组已投产10年,控制系统部分硬件已停产,备件难以采购。同时,压缩机组在运行过程中频发模块通讯超时报警,导致机组误停车故障,影响站内正常输送工艺。
1 机组控制系统升级必要性及可行性分析
1.1 控制系统升级必要性
工业控制系统随投用年限增加,硬件性能逐渐衰退,控制系统稳定性随之降低,进而影响燃驱压缩机连续稳定运行。该压缩机因控制系统硬件老化,数次出现停车故障,影响站内正常输送工艺。
工控系统软硬件更新换代较快,如:该机组2010年投产使用1756-L61控制器硬件已经停产,备件难以采购。软件平台已升级,由Logix 5000升级至Studio 5000。
开展ControlLogix升级技术研究,根治ControlLogix由于硬件老化导致的“疑难杂症”,同时升级后硬件可正常采购。
1.2 控制系统升级可行性
机组控制系统投用已有10年,ROCKWELL公司AB PLC作为工业自动化主流产品,产品处于不断升级换代中,软硬件设计向下兼容,软硬件升级可行。
2 控制系统升级关键技术分析
机组控制系统包括:1套顺控系统(冗余系统)、1套发动机控制系统、1套安全仪表系统。控制器机架使用1756系列模块,包括:CPU模块、ControlNet模块、以太网模块、本地I/O模块,远程I/O使用FLEX I/O 1794系列模块,包括:数字量、模拟量、热电阻、热电偶模块。控制器机架通过不同的控制网(ControlNet)与远程I/O通信。
2.1 系统升级硬件选型
控制器机架模块已停产,远程I/O模块未停产,因此升级控制器机架及相应模块。硬件应采用当前主流且工作稳定的产品,选择1756-L73控制器及配套产品作为升级后硬件,L6x与L7x产品特性差异对比见表1[1]。
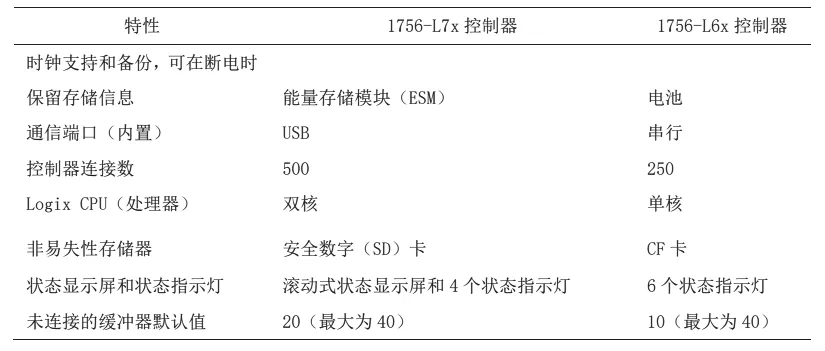
表1 L6x与L7x产品特性Table 1 L6x and L7x product characteristics
升级L7x硬件后,处理器由单核变为双核,控制器处理能力提升。
2.2 系统升级软件选型
系统软件升级:该机组目前使用Logix 5000 V15版本软件,由于该站工程电脑系统已安装Logix 5000 V20版本授权且1756-L73控制器支持V20版本软件,综合成本及稳定性,将程序升级为Logix 5000 V20版本。
2.3 系统升级冗余架构
燃驱机组顺控系统为冗余系统,系统要求主、备PLC机架:电源、机架、模块型号、模块布置一致[1]。
ControlLogix固件采用支持V20版本软件最新固件包“20.058 Enhanced_kit2”[2]。
2.4 控制网组态及优化技术
ControlNet是面向控制层的实时性现场总线网络,网络通讯速率5 Mbps,单网络支持99个节点,ControlNet网络优化包括:
1)NUT设置:网络刷新时间一般为2 ms~100 ms,NUT必须大于模块RPI,程序组态中模块RPI要求最高为5 ms,为降低网络负荷,升级后NUT设置为5 ms。
2)Keeper设置:Keeper为ControlNe网络配置文件,不建议将Keeper存放于冗余机架(冗余切换时Keeper随之变化,可能出现短暂的生产者/消费者数据丢失)。
3)模块RPI设定:模块请求发送中断时间,定义模块对控制器交换信息的时间间隔。燃机控制实时性要求较高,如燃料控制、ESD保护等,应检查升级前后每个模块RPI设定一致。
2.5 HMI及SCADA通信
机组采用Intouch软件作为HMI(人机界面),HMI通过OPC协议读取PLC数据。SCADA系统通过RCI(远程通讯网关)采集数据,通过协议转换模块(Prosoft)将CIP协议转换为Modbus协议,RCI将Modbus协议转换为IEC104协议,传输至SCADA。
2.6 控制系统升级后功能检查
机组控制系统软硬件升级,相当于燃驱机组的“换脑手术”,需验证升级前后控制逻辑不发生变化,升级后每一个被控对象均正确动作。检查内容包括:
1)逻辑程序检查:程序代码升级前后一致。
2)设备状态检查:现场所有模拟量、数字量与PLC状态一致,例如:进出口阀门状态、油温、油泵状态、油压等。
3)设备单体测试:停机状态下检查燃料气电磁阀、放空阀、可转导叶、防喘阀、启动放气阀强制动作正常;润滑油泵、合成油泵、箱体通风风机、矿物油油冷风机等冗余系统启动、停止命令正常。
4)PLC控制器之间通信、PLC与HMI通信、PLC与消防系统通信正常。
5)ESD功能、超速保护功能、消防保护功能、安全继电器保护、振动保护等联锁保护功能正常。
6)盘车状态下检查:燃机相关参数正常反馈,液压启动系统正常,燃机滑油供应曲线正常。
7)启机过程检查:燃机滑油供应曲线正常,燃机轴承振动正常,升速降速正常,完成72 h测试。
3 控制系统升级及效果验证
按照控制系统升级关键技术分析,准备对软硬件进行升级。升级后机组各项验证测试结果正常,机组完成72 h运行测试。
3.1 升级前后通信中断故障处置情况
1)升级前,该机组数次出现:“发动机控制系统与顺控系统之间通信握手超时报警LSS65UC119”,导致机组误停机。
“LSS65UC119”逻辑:发动机系统与顺控系统控制器采用看门狗程序检测通信是否正常,控制器接收对端发送时钟值不断变化,通信正常。接收时钟值不变持续2 s以上则通信超时,执行停车逻辑。
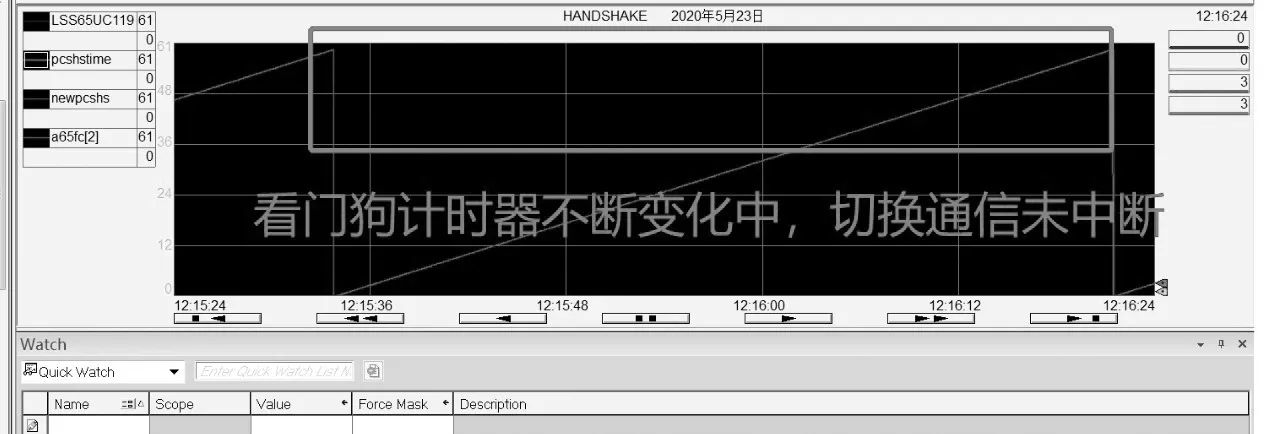
图2 升级后冗余切换通信正常Fig.2 After upgrading, the redundant switching communication is normal
排查发现:由于PLC硬件老化、性能下降,在顺控系统冗余切换时,发动机系统和顺控系统数据通信中断时间3.5 s,超过逻辑跳机报警阈值,导致停车。冗余切换扰动,如图1。
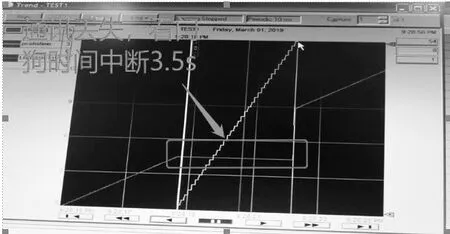
图1 升级前冗余切换通信中断Fig.1 Communication interruption of redundancy switch before upgrade
2)升级后:进行30次冗余切换测试,30次冗余切换均正常,发动机系统和顺控系统数据通信中断时间为0 s。
通过控制系统软硬件升级,根治冗余切换握手超时误报警故障。
3.2 升级前后模块性能提升
1)控制器性能提升
控制器由L61升级为L73,处理器由单核变为双核,控制器内存、处理能力显著提升,CPU使用率由82.6%降低至32.4%。
2)ControlNet模块
冗余系统要求ControlNet模块CPU使用率小于75%[3]。升级前ControlNet模块平均使用率在40%~50%,峰值CPU利用率可达80%,升级后ControlNet模块CPU使用率维持在15%左右。
4 小结及建议
小结:控制系统升级,解决了冗余切换时控制器通信握手超时故障,控制系统硬件内存、处理能力、通信连接性能显著提升。同时,避免硬件停产、备件不足问题,升级技术可为其他输油气管线升级提供借鉴参考。
优化建议:随着技术进步,Rockwell公司PLC内部通信正逐渐由ControlNet向工业以太网过渡,相比同轴电缆5 Mbps通信速率,工业以太网通信能力有着质的飞跃,后续工程建议采用工业以太网作为通讯媒介。
猜你喜欢
家庭影院技术(2021年3期)2021-05-21 02:15:00
铁道通信信号(2020年5期)2020-09-21 09:21:34
家庭影院技术(2019年12期)2020-01-19 02:07:20
能源(2018年7期)2018-09-21 07:56:24
石油化工建设(2018年1期)2018-07-10 09:49:50
能源(2017年7期)2018-01-19 05:05:05
铁道通信信号(2016年10期)2016-06-01 12:10:51
工业设计(2016年4期)2016-05-04 04:00:27
铁路通信信号工程技术(2014年5期)2014-02-28 16:57:24
上海金属(2013年6期)2013-12-20 07:58:02