
采用Moldflow的端盖结构及成型工艺优化
2021-07-23 13:07樊晓红
三明学院学报 2021年3期
樊晓红,常 辉
(集美大学 机械与能源工程学院,福建 厦门361021)
关键字:Moldflow;剪切应力;正交试验;填充分析
塑料产品的设计与成型生产过程十分复杂,需要产品设计师、模具设计师、模具加工工艺师及熟练操作工人协同完成,它是设计、修改、再设计不断优化的过程。与高度依赖设计师个人专业知识及经验水平的传统设计相比,计算机辅助技术的优势在塑料工业中越来越明显。Moldflow模流分析软件是由Autodesk公司开发的一款用于塑料产品、模具设计与制造的行业软件,可以模拟整个注塑过程及其对塑料产品的影响,评价和优化整个过程;在模具制造之前使用Moldflow软件对塑料产品的设计、生产和质量进行优化,可以提高企业竞争力[1]。
研究人员对Moldflow软件在塑料产品设计与成型生产中的应用进行了广泛的研究。文献[2-3]通过Moldflow软件预测塑件设计过程中可能出现的缺陷,对塑件进行注塑分析和壁厚实验设计,优化了塑件的壁厚,解决了填充缺陷等问题。文献[4]采用Moldflow软件对塑浇口位置、填充过程、成型窗口、冷却过程等进行模流分析,发现塑件出现质量缺陷的主要原因是壁厚相差过大,通过优化塑件结构,提升了注塑质量。文献[5]详细分析了Moldflow软件在汽车塑料件的制品结构优化、注塑模具设计和注塑成型工艺参数优化中的应用。文献 [6-8]采用正交试验法设计试验方案,使用Moldflow软件对塑件的翘曲、体积收缩率、熔接痕长度和气泡面积等进行分析,研究熔体温度、模具温度、注射时间、保压时间、保压压力和流道直径等因素对各质量指标的影响规律,找到了最优工艺参数组合。
现有文献研究显示,研究人员采用Moldflow软件进行模流分析的正交试验方案设计中多以各成型工艺参数为变量,未考虑产品本身的结构合理性在成型过程中的综合影响;或仅仅考虑产品本身的结构合理性的影响,未考虑各成型工艺参数的影响。本文以某真空机端盖为例,以最大剪切应力为质量指标,使用Autodesk公司的模流分析软件Moldflow2019,结合注塑产品结构中关键部位的壁厚设计和主要成型工艺参数进行正交试验优化设计,探究注塑产品壁厚与成型工艺参数对注塑产品质量的综合影响,并获得较优参数组合。
1 产品工艺分析
使用Siemens PLM Software公司的UG10.0软件进行三维建模,产品形状如图1所示,整体尺寸为28 mm×110 mm×36 mm,主壁厚为2 mm,按键安装卡孔侧壁厚1 mm。根据真空机端盖的使用要求,材料选用上海金发公司生产的丙烯腈-丁二烯-苯乙烯共聚物(ABS),牌号为HC-110,其性能参数以及推荐工艺参数如表1所示,材料粘度曲线如图2所示。产品对外观要求不高,但卡扣和筋条较多,且中间卡孔较深,容易造成填充不足,成型精度较难控制。
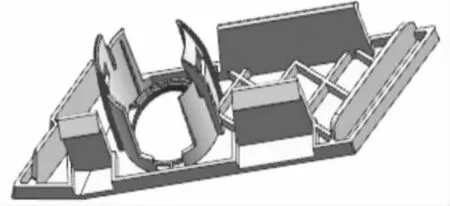
图1 零件三维图

图2 ABS(HC-110)粘度曲线
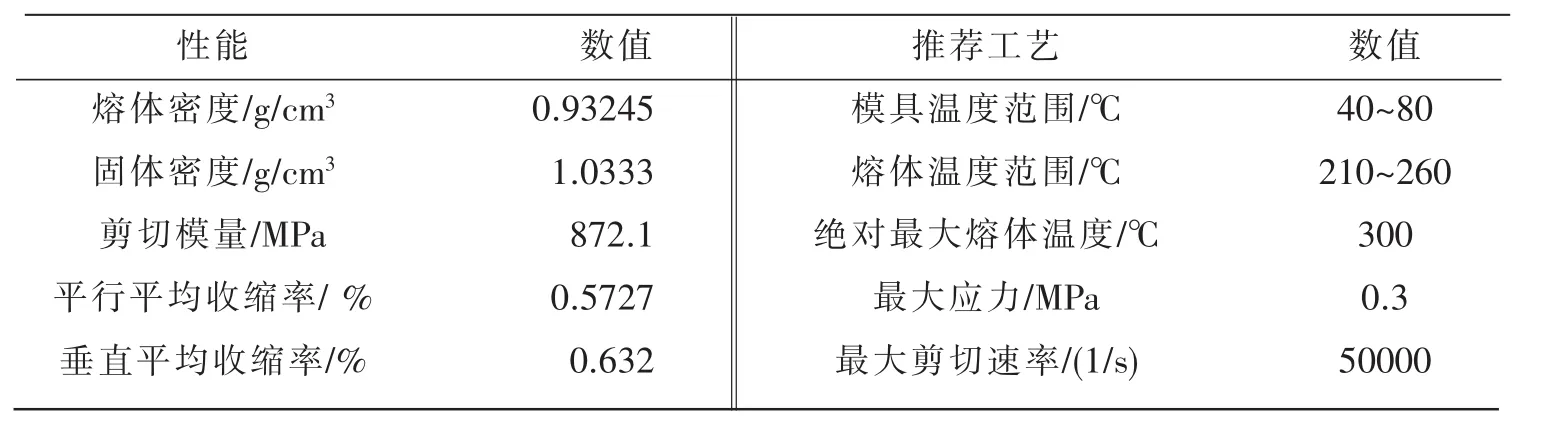
表1 ABS(HC-110)性能与推荐工艺参数
2 产品前期处理及网格划分
2.1 前期处理
为得到较高质量网格,减少网格修复工作量,对产品模型进行前期简化处理。简化原则是保证总体模型的大特征,简化小特征,不影响注塑缺陷的捕捉,因此去除产品上0.5 mm的圆角和倒角。简化后产品的网格数量虽减少,但由于网格匹配率、纵横比质量的提高,分析结果的准确性反而提高[8-9]。
2.2 网格选取与划分
Moldflow可供选择的网格分别是中性面、双层面以及3D网格。为了降低网格数量,提高网格匹配率,保证一定的分析精度,文中选用双层面网格。
利用软件对产品自动划分网格,得到网格数量为14 382,考虑到产品尺寸不大,为加快求解效率,调整网格边长,通过网格诊断工具查找网格问题进行网格修复,最终将三角形网格数降低到9 004,如图3所示。网格平均纵横比为1.93,最大纵横比为7.86,匹配百分比89.0%,符合模流分析要求[10]。

图3 网格统计结果信息
2.3 浇口位置确定
浇口应尽量避免设置在薄壁区域,减少短射、凹陷及滞留等缺陷的产生[11-12]。利用Moldflow可以分析出蓝色区域为产品最优进浇区域范围,如图4所示。实际设计过程中,受到产品结构、浇口形式等因素限制,往往难以选择软件给出的最佳点作为浇口位置,而是结合这些因素在蓝色区域选择浇口位置。

图4 浇口最佳位置区域
填充时间显示熔体流动前沿的充填情况,对这一过程进行分析可以观察熔体流动过程是否平衡以及塑件有无发生短射、迟滞现象[13]。由图5可以看出按键安装卡孔侧面存在填充时间等值线相对密集区域,说明填充缓慢,顶端出现明显短射现象。针对短射问题,可以通过改善浇注系统、调整壁厚或者保压优化等方式优化改善[9]。本产品外形尺寸不大,无需增加浇口数量,虽可以通过保压优化填充不足,但该位置的充填过于缓慢,易导致较高成型压力,同时也会有高剪切应力的风险。工艺优化虽然能一定程度改善填充不足,但往往无法有效进行较大程度的优化,因此首先考虑产品在该处的壁厚设计值过小。

图5 填充时间
将图5箭头位置处的壁厚增加0.4 mm后再次填充分析,所得填充时间的结果如图6所示。可以明显看出等值线均匀很多,填充不足区域也大大减少,可以通过调整成型工艺参数进行优化。
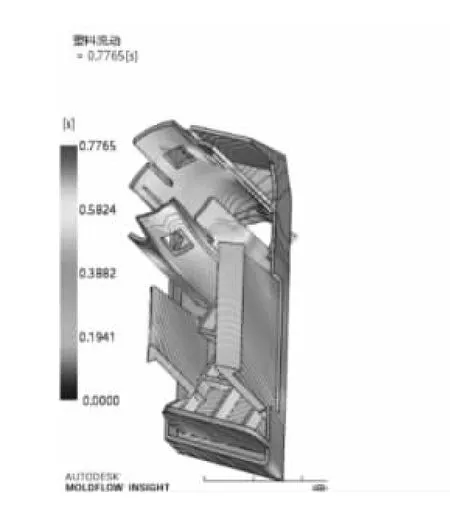
图6 壁厚优化后的填充时间
选择壁厚优化后的产品进行后续分析,仍使用初始最佳浇口位置区域方案,结合产品结构,选择单个侧浇口,具体位置如图7所示。

图7 浇口位置
3 成型窗口分析
成型窗口分析主要是为了初定充填时间等工艺参数,这个分析对于后续的填充、流动、冷却、翘曲等过程工艺参数的确定有一定的指导意义[14]。
3.1 成型质量图
为了保证成型的可靠性,工艺参数通常都不会选取推荐范围的极限值,这里分别设置模具温度和熔体温度为62和247℃,由图8可知,在该工艺条件下,注塑时间为0.31 s左右时,成型质量为0.82左右,处在成型质量曲线的顶点,为该注塑工艺条件下最佳注塑时间,因此选取注塑时间为0.31 s。

图8 成型质量图
3.2 2D切片图
2D切片图中绿色面越多,表示成型质量会越好。从图9中可以看出,注射时间为0.31s时绿色区域并不是很多,后续可以通过调整浇口、优化产品等方式改善,具体方案需要在后续填充优化阶段确定。

图9 2D切片图
4 填充优化
4.1 浇口建立
初步选用矩形浇口,长4 mm,宽2 mm,分流道形状设置为圆形,直径尺寸为6 mm,主流道大端直径5 mm,小端直径3.5 mm。本产品成型模具设计为一模两腔,直接将产品、浇口以及分流道的出现次数设置为2次,建立流道后的产品如图10所示。

图10 建立流道
4.2 结果解读
4.2.1 填充时间
如图11,从填充时间来看,和前期未建立浇口时差别不大,主要还是填充不足,可以通过保压等进行改善。
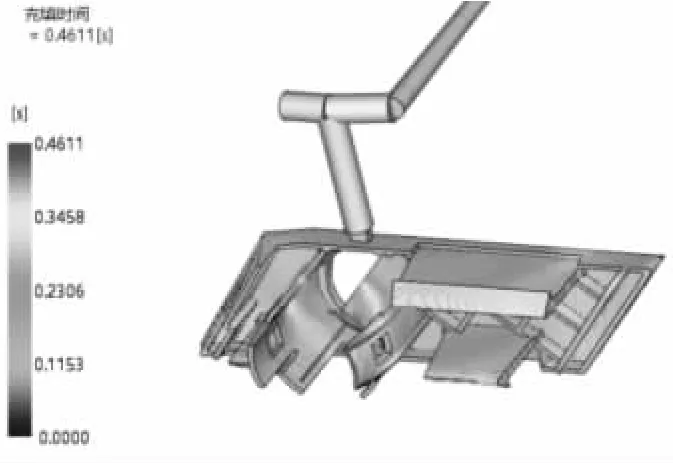
图11 建立浇口后的填充时间
4.2.2 流动前沿温度
注塑产品的表面质量好坏、力学性能高低受塑料熔体流动前沿温度的影响,熔接痕与熔接强度的高低受其影响尤为明显[15]。由图12可以看出产品整体流动前沿温度比较均匀,箭头所示的填充末端出现较低温度,最高最低温度差有25℃。

图12 流动前沿温度
4.2.3 剪切应力
剪切应力与材料本身粘度、注塑成型工艺参数及产品壁厚等因素有关。由图13可以看出,箭头所指区域剪切应力较高,接近0.7 MPa,由表1可知,ABS最大许用剪切应力为0.3 MPa。通过壁厚分析也发现高剪切应力区域的壁厚为1 mm,高剪切应力位置高度有29 mm,而主壁厚为2 mm,因此初步推断该处壁厚可能较薄。

图13 剪切应力
4.2.4 其他结果解读
适当增加剪切速率可以一定程度改善喷射现象,但剪切速率过大,可能会造成材料降解,因此剪切速率必须低于材料最大剪切速率[16]。通过图14可以看出,产品剪切速率最大值14 295/s出现在流道部分;由表1可知,ABS最大许用剪切速率为50 000/s,本产品的剪切速率满足要求。
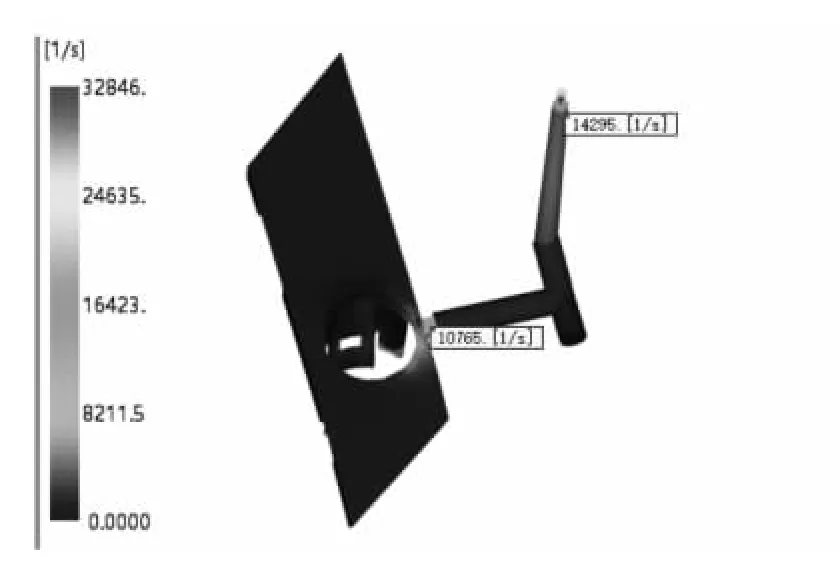
图14 剪切速率
V/P切换压力是指注塑过程中,由速度控制(V)的填充阶段向由压力控制(P)的保压阶段切换时,型腔内熔体的压力分布情况,一般该压力的最大值即为注塑压力的最大值。ABS注塑压力通常应该控制在70~90 MPa以内,注塑压力太高,产品容易产生飞边[9];由图15可以看出,注塑机进行V/P切换时,最大压力58.68 MPa位于主流道入口处,满足ABS材料压力损失控制在90 MPa以内的要求。

图15 V/P切换压力
气穴与熔接痕等均满足质量要求,不属于文中研究重点,故未在此展开。
4.2.5 初次CAE(创新omputer aided engineering)结果分析
分析结果表明,流动前沿温度、最大剪切应力值等均未达到实际生产要求,后续将利用正交试验法对产品结构及工艺参数进行优化。
4.3 正交试验
4.3.1 正交试验建立
充分利用正交试验的特性,寻找给定条件下不同因素的较优组合,同时还能给出不同因素对结果影响的大小排名。正交试验法的全面性,决定了样本必须在因素变化范围内均衡取值,确保每次试验都具有较强的代表性[10]。
4.3.2 正交试验指标确定
通过初次CAE分析发现,主要问题是最大剪切应力值较高,本次试验主要针对该问题给出可行解决方案,因此试验指标为剪切应力,目标是找到较优工艺参数以及壁厚,降低塑件剪切应力。
4.3.3 正交试验因素选取
剪切应力过高通常是由于浇口尺寸、注塑时间设置不合理、壁厚过薄以及模具温度过低等原因导致。前期对浇口做过初步调整,发现浇口尺寸对剪切应力没有明显改善,因此本次试验不以浇口尺寸为试验因素。最终确定的试验因素有:薄壁区域壁厚、模具温度、注塑时间。
薄壁区域壁厚:产品主壁厚为2 mm,该产品薄壁区域为按键安装卡孔侧壁,即图13所示高剪切应力区域位置,原始壁厚为1 mm。本次设计方案以0.2 mm为步距,均衡选取4组方案,分别为:1.0、1.2、1.4、1.6 mm。
模具温度:由表1可知,该材料模具温度推荐范围为,因此均衡选取的4组模具温度方案分别为: 40、50、60、70 ℃。
注塑时间:初次分析成型窗口给出的最佳注塑时间为0.31s,但前期成型窗口分析时没有建立浇口和流道,且在该注塑时间下充填不足,因此本次试验在该基础上适当增加一定注塑时间,4组方案分别为:0.8、1、1.2、1.4 s。
正交试验所取三因素四水平如表2所示。
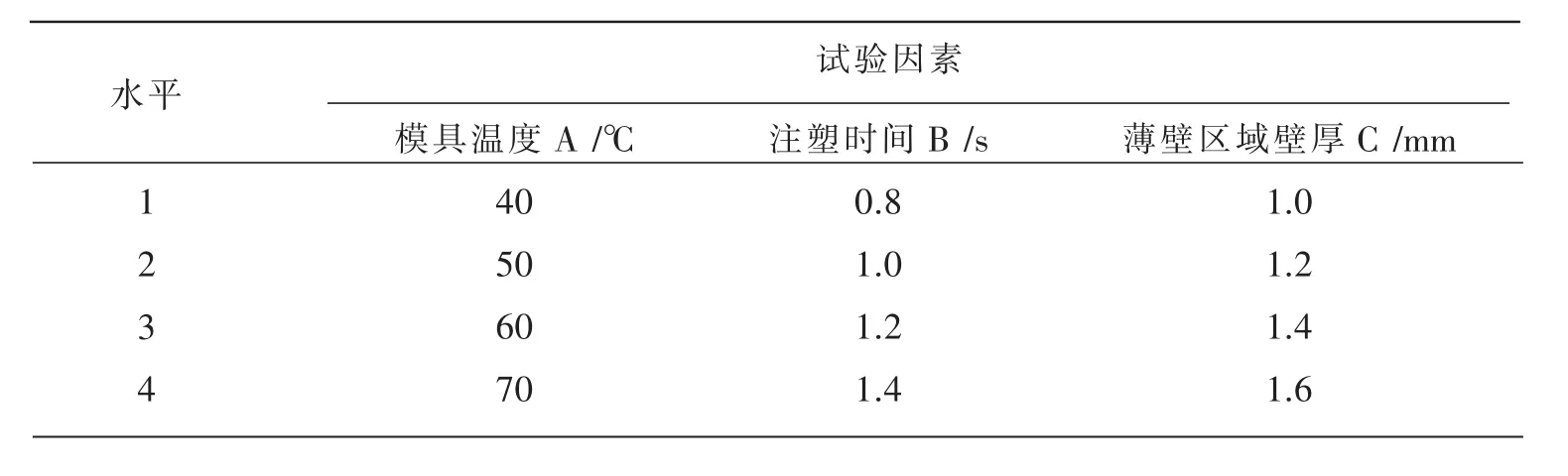
表2 正交试验因素水平表
4.3.4 正交试验数据与结果
根据表2的试验因素水平,编制试验方案,并将具体数值输入Moldflow中,得到的试验数据如表3所示。
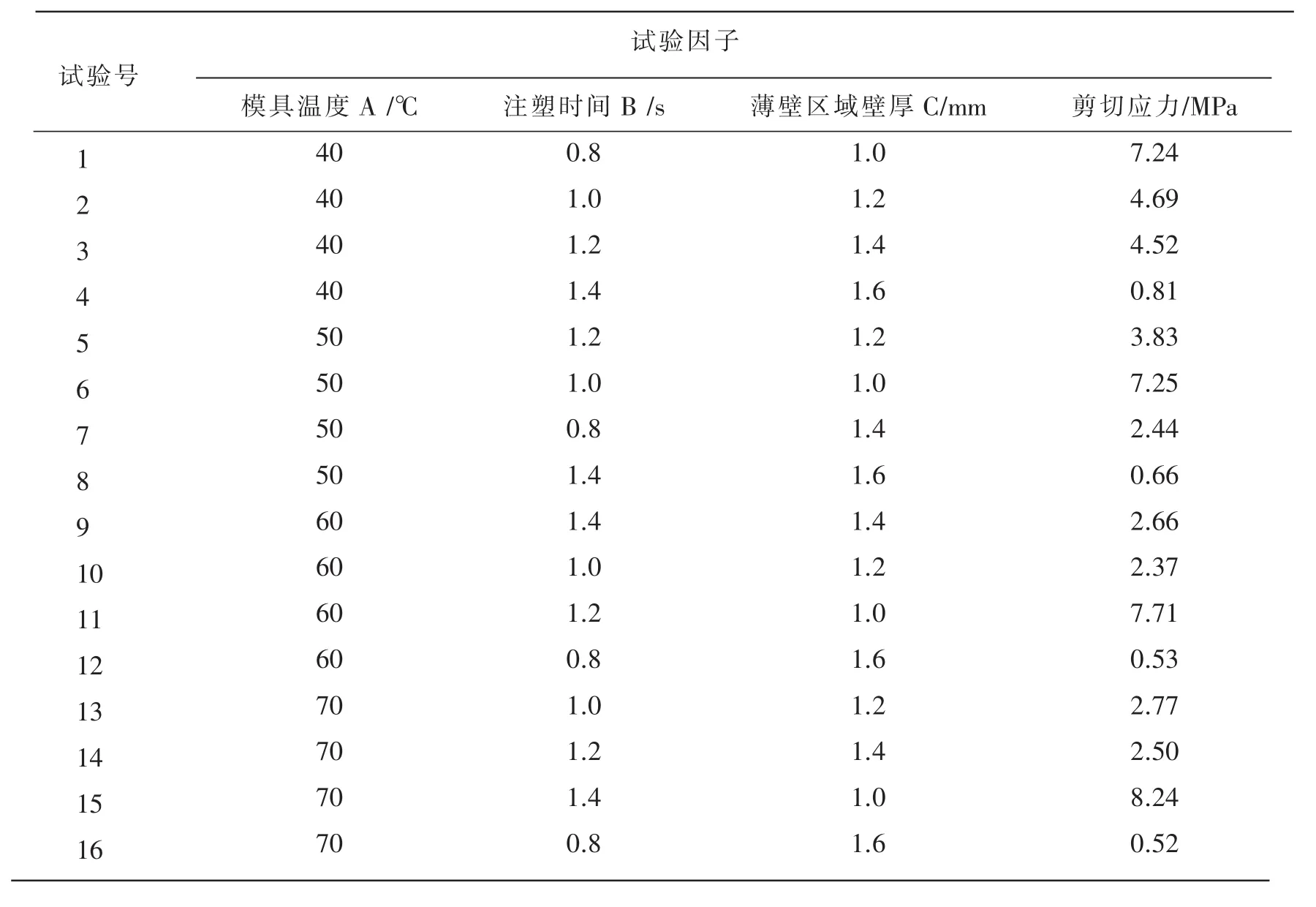
表3 试验数据
4.3.5 正交试验数据分析与优化
根据表3,计算各组合方案剪切应力均值,并计算各组平均值的极差,结果如表4所示。为直观选出较优组合方案,绘制了剪切应力均值折线图,如图16。其中横坐标为对应试验因子的试验水平,纵坐标为该试验因子下对应的剪切应力均值。同一组因素中,平均值越小,表示该因素选用该方案得到的结果较优,极差越大,表示该因素对目标的影响越大,即调整该因素对改善效果最好。

表4 剪切应力均值因子水平极差分析

图16 不同因素不同水平的剪切应力均值折线图
从表4可以看出,对产品剪切应力的影响依次为:薄壁区域壁厚>注塑时间>模具温度,由图16可以看出,最佳组合方案为A3B1C4,即模具温度选取60℃,注塑时间0.8 s,薄壁区域壁厚1.6 mm。
4.3.6 优化方案结果解读
(1)剪切应力和填充时间
将正交试验所得优化数据输入Moldflow分析,剪切应力结果如图17所示,可以看出整个产品最大剪切应力值已经下降到0.47 MPa左右,相对于之前的0.65 MPa,改善效果明显,但仍超出ABS材料所允许的最大剪切应力值。而通过前面的正交试验分析可以知道,薄壁区域壁厚对于剪切应力改善最为明显,因此后面继续对薄壁区域壁厚进行一定细微调整,由于后续的调整不大,因此不再进行详细描述,最终确定的薄壁区域壁厚为1.8 mm,并将薄壁区域壁厚数据输入Moldflow中进行分析,分析结果如图18所示。从图18可以看到,产品上已经没有高剪切应力区域,而浇口位置的剪切应力为0.35 MPa左右,比材料允许剪切应力高出0.05 MPa,后续可以通过调机进行优化。图19为填充时间等值线,可以看到等值线均匀,整个产品无明显短射。图20为最终结果2D切片图,对比图9可以发现优化后产品成型窗口中绿色面积大大增加。

图17 初次优化后剪切应力
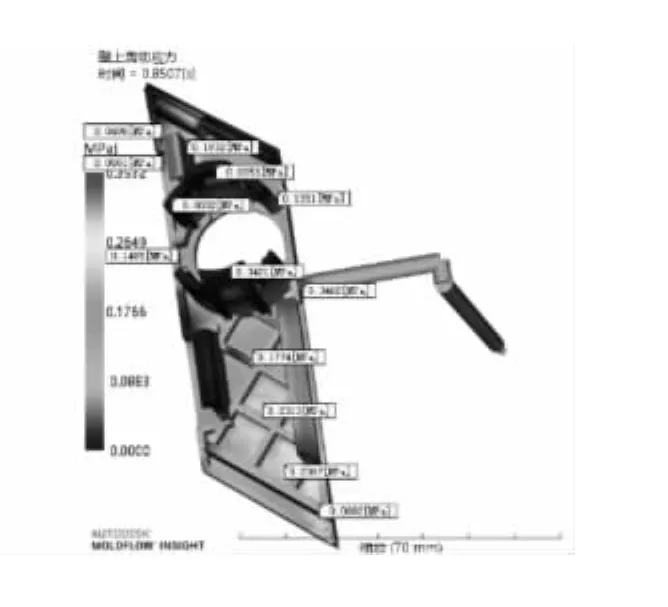
图18 最终优化后剪切应力

图19 最终优化后填充时间

图20 最终优化后2D切片图
(2)流动前沿温度
流动前沿温度最高最低分别为246.7℃和248.9℃,最高最低温差只有2℃,且在ABS材料推荐熔体温度内,符合要求。
(3)剪切速率和V/P压力切换
剪切速率最大值为8 680/s,在最大允许值以内。V/P压力切换结果显示,最大压力损失为41.90 MPa,压力损失较低。
5 结论与展望
注塑成型过程需要考虑较多因素,本文以某真空机端盖为例,通过Moldflow模流分析系统,对模具温度、注塑时间及薄壁区域厚度等主要工艺参数进行优化。通过试验发现产品壁厚对剪切应力有明显的影响,剪切应力大小与壁厚成反比,当产品剪切应力过大时,通常增加壁厚会有明显的改善。优化后的分析结果表明,剪切应力由0.7 MPa左右降低到了0.35 MPa左右,优化效果接近50%,流动前沿温度最大温差由25℃左右降低到了2℃左右,优化效果达到了92%,其他结果均满足要求。
相比于传统经验法,使用模流分析结合正交试验法能够较快找到问题的关键点,且对试验人员经验水平的要求相对较低。此外,结合正交试验分析结果也可以对产品设计中的不合理之处给出相应的解决方案,从而实现面向制造的设计。
猜你喜欢
汽车实用技术(2022年5期)2022-04-02
振动工程学报(2020年3期)2020-07-16
作文新天地(初中版)(2019年6期)2019-08-15
制造技术与机床(2017年5期)2018-01-19
北京航空航天大学学报(2017年6期)2017-11-23
中国塑料(2016年6期)2016-06-27
浙江大学学报(工学版)(2016年10期)2016-06-05
中国卫生标准管理(2015年24期)2016-01-14
中国塑料(2015年5期)2015-10-14
中国病理生理杂志(2015年10期)2015-01-26
