超声耦合直流MIG焊叠加波形分析
2021-07-20 04:29陈琪昊孙亚龙王佳辉林三宝王加友
机械制造文摘·焊接分册 2021年3期
关键词:铝合金
陈琪昊 孙亚龙 王佳辉 林三宝 王加友

摘要: 电弧超声复合焊接方法具有一定的应用优势,利用超声电源与焊接电源之间的电叠加可将超声引入焊接过程。文中利用电容和电阻串联将超声脉冲信号和直流MIG焊信号进行叠加,利用电路仿真软件对不同器件参数下的叠加波形进行仿真分析。结果表明,电阻和电容通过改变叠加波形的形状进而影响超声激励强度及焊接热输入,其中电阻变化仅影响超声激励强度,电容变化同时影响超声激励强度及焊接热输入。超声激励强度较强同时焊接热输入较小的叠加波形为最佳波形,文中提出了获得最佳叠加波形的条件。
关键词: 铝合金; MIG焊; 超声频脉冲; 叠加波形
中图分类号: TG 432
Analysis of superposition waveform for the ultrasonic coupled DC MIG welding
Chen Qihao1,2, Sun Yalong1, Wang Jiahui1, Lin Sanbao2, Wang Jiayou1
(1.Jiangsu University of Science and Technology, Zhenjiang 212003, Jiangsu, China; 2. State Key Laboratory of Advanced Welding and Joining, Harbin Institute of Technology, Harbin 150001, Heilongjiang, China)
Abstract: Arc ultrasonic composite welding method has certain application advantages. The ultrasonic energy could be introduced into the welding process by the coupling of ultrasonic power and welding power. In this paper, the ultrasonic pulse signal and DC MIG welding signal were coupled by the connection of capacitor and resistor in series, and the superposition waveform under different device parameters was imitated and analyzed by circuit simulation software. The results showed that the resistance and capacitance would affect the ultrasonic excitation intensity and welding heat input by changing the shape of the superposition waveform. The change of resistance would affect the ultrasonic excitation intensity, and the change of capacitance affected the ultrasonic excitation intensity and heat input simultaneously. The coupling waveform with higher ultrasonic excitation intensity and small welding heat input was the best superposition waveform. The conditions for obtaining the best superposition waveform were presented.
Key words: aluminum alloy; MIG welding; ultrasonic frequency pulses; superposition waveforms
0 前言
焊接方法的發展解决了材料连接的诸多难题。然而,对于传统的电弧焊接方法而言,其在材料连接方面仍然存在一定的不足。铝合金是工业当中最广泛应用的一类有色金属结构材料,它具有密度小、强度高、导电导热性好、耐腐蚀、易加工等特点,在航天、航空、汽车、船舶及化工领域被广泛应用。在工业经济飞速发展的今天,对铝合金焊接结构的需求日益增加,对铝合金焊接质量的要求也更加苛刻。
熔化极惰性气体保护焊(MIG焊)以其低成本、高效率特色在铝合金焊接工艺中被广泛运用[1-3],然而,铝合金MIG焊存在焊缝晶粒粗大[4]、气孔率高[5]等问题,限制了铝合金焊接结构在苛刻服役环境中的应用。
研究表明在焊接时引入超声能量可以细化焊缝组织并且减少焊接缺陷[6-7]。超声引入方法主要包括两类:① 机械耦合式:利用超声发射端与电弧同轴复合或者将超声发射端直接与母材接触,将超声振动引入到焊接过程[8-9];② 电耦合式:将超声频电信号与焊接电信号进行叠加,导致焊接电弧力产生高频变化,激发超声[10]。与机械耦合式超声引入方式相比,电耦合式具有设备简单、使用灵活等优点,具有较好的应用前景。
吴敏生等人[10-12]针对TIG电弧超声的声激发及焊接特点进行了具体研究,研究结果证实了电耦合式超声施加方式的可行性,揭示了影响超声激发强度的关键参数及超声谐振选频特性。雷玉成等人[13]研究了超声电弧对6061铝合金MIG焊接头组织和性能的影响,结果表明超声电信号可成功耦合到MIG焊电信号中,并且影响焊接过程。
电耦合式超声施加方式应用前景广阔,但目前还存在一定不足。超声频电信号与焊接电信号进行耦合,势必会直接影响焊接的热输入,焊接热输入过大会导致焊缝组织粗大,弱化接头性能。焊接热输入与耦合波形的形状具有直接的关系,因此控制耦合波形是保证焊接质量的关键。已有的研究主要关注固定波形下超声参数对焊接质量的影响,尚未关心耦合波形形状的分析及设计,因此,文中以超声频电脉冲信号耦合直流MIG焊接为研究对象,研究不同叠加波形的获得方式及相应特点,探究最佳叠加波形。
1 隔离耦合装置及试验方法
1.1 已有隔离耦合装置存在的问题
已有的超声-直流焊接信号隔离耦合装置是由薛厚禄[14]在“SiCp/6061Al基复合材料交流电弧超声等离子弧原位焊接工艺研究”一文中提出的,该耦合装置原理为高通滤波器,虽然耦合效果比较好,但是电容用于耦合存在一些不足,具体如下:① 电容充电阶段。根据电容充放电原理,电容完全充满电所需时间为5 RC,在充满电之前电容处于导通状态,在此阶段电容容抗较小,会出现浪涌电流,使超声回路的峰值电流较大,容易导致电容器被击穿;②电容放电阶段。电容完全放电所需时间同样为5 RC,在完全放电之前同样处于导通状态,超声回路出现浪涌电流,同时还会导致焊接电流分流到超声回路中,如果分流过大,会导致焊接电弧熄弧。
在电容充放电瞬间,存在超声回路峰值电流过大且焊接电流分流的现象,对超声电源及焊接稳定性具有不利的影响。
1.2 隔离耦合装置的改进
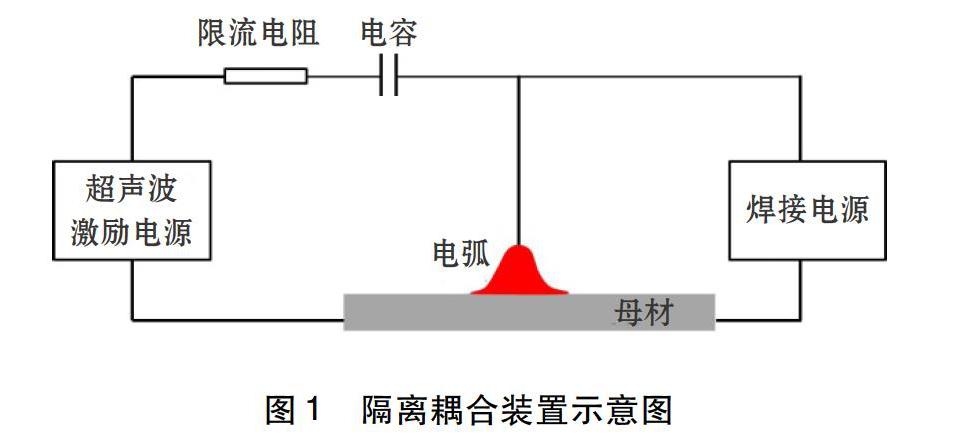
欲将焊接信号与超声信号叠加在一起形成有效的超声频焊接电流波形,既要防止焊接电流分流到超声回路引起焊接电弧不稳或熄弧现象,也要防止超声回路电流峰值过大破坏电路。为了达到以上目的,对隔离耦合装置进行改进,隔离耦合装置选取电阻和电容构成,如图1所示。
电阻和电容的作用如下:电容充放电瞬间导通,会存在浪涌电流现象,还会出现焊接电流分流,电阻起限流保护作用。电容具有通高频阻低频特性,可将高频超声信号耦合到直流MIG焊接电路中,同时阻隔直流信号进入超声回路。
1.3 试验方法
利用NI Multisim软件对经过电弧的电流的波形进行仿真分析,仿真电路如图2所示,电路中将电弧等效为电阻负载,根据焊接试验发现,对于板厚为4 mm的
铝合金,当焊接电流为132 A时,焊缝成形较好,此时焊接电压为21 V左右,可计算出电弧电阻大小约为0.159 Ω。为了全面分析耦合波形的特点及影响因素,对相关参数进行设定,见表1,超声电压固定为200 V,超声频率固定为30 kHz,改变限流电阻及电容的参数,分析耦合波形的变化。
参考赵家瑞等人[15]在高频脉冲TIG焊的电弧控制及高频效应文章中提出的方波的平均热功率计算公式,超声耦合直流MIG焊的焊接热输入利用如下公式进行计算。
P=1t∫t0(t)U(t)dt(1)
电弧等效为电阻负载,因此式(1)变为:
P=1t∫t0I·I·Rdt(2)
焊接电流为132 A,耦合电流I是超声回路的电流与焊接电流叠加之后的总电流,因此式(2)中的I为:
I=132+I超(3)
利用Origin软件对NI Multism 软件仿真出的电流数据按照式(2)进行积分计算,得到不同叠加波形的热输入大小。
2 电信号波形及声热特点
2.1 耦合波形的影响因素
固定超声电压及超声频率,叠加波形与限流电阻及电容的大小有关,改变电阻及电容可获得不同的叠加波形。
限流电阻及电容共同影响叠加电流的波形,电容完全充放电时间为5 RC,R为限流电阻的阻值,C电容的容量。图3为电容充放电过程中超声波激励电源输出的超声电信号的电压与电容两端电压随时间变化的波形图。
图3描述了电容充放电时的3种情况:
超声电信号的半周期内,电容恰好充电或放电完成。此时:
5RC=12f(4)
式中: f为超声激励电源的超声频率。
超声电信号的半周期内,电容没有完全充电或放電。此时:
5RC>12f(5)
超声电信号的半周期内,电容快速完成充电或放电。此时:
5RC<<12f(6)
当R及C变化时,5 RC与1/2 f之间的关系就会发生变化,进行形成不同的叠加波形。
2.1.1 限流电阻的影响
固定其他的参数,改变限流电阻,限流电阻分别为10 Ω,100 Ω及200 Ω,不同限流电阻对应的叠加波形如图4所示,从图中可以看出,限流电阻主要影响叠加波形的峰值,随着限流电阻的增大,叠加波形的峰值逐渐变小。
电容在充放电瞬间,相当于通路,此时超声回路的电阻主要为限流电阻,因此,超声回路的峰值电流可通过如下式计算得出:
I峰=U1R1+R2 (7)
式中:U1为超声波激励电源输出的电压;R1为超声波激励电源输出的电弧等效电阻;R2为超声波激励电源输出的限流电阻。
2.1.2 电容的影响
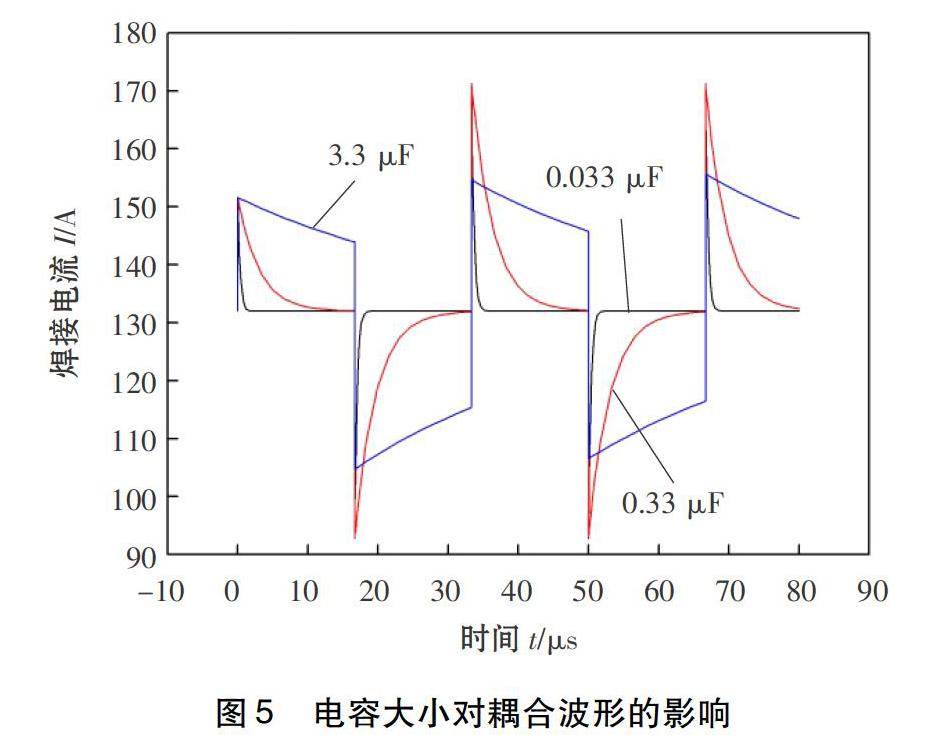
固定限流电阻,改变电容,电容参数分别为0.033 μF,0.33 μF及3.3 μF, 叠加电流波形如图5所示,从图中可以看出,电容的变化对叠加波形的形状具有明显的影响,当电容较大时,也会改变叠加波形的峰值电流。
3种叠加波形分别对应电容的3种充放电情况。当电容为0.033 μF时,电容快速充放电;电容为0.33 μF时,在超声电信号的半周期内,电容恰好充电或放电完成;电容为3.3 μF时,在超声电信号的半周期内,电容没有完全充电或放电。
从图5中可以看出,所有波形中只有第1个峰值电流为20 A左右,以后的峰值电流均为有所增大。产生这种情况的原因是因为电容正向完全充满电之后,进行反向充电的同时要进行放电,在1个周期内完成完整充放电过程,因此会出现电流叠加,出现了不对称现象,峰值电流大约会变为原来2倍。但是通过实际波形发现,当电容为0.033 μF及0.33 μF时,峰值电流达到了理论分析值,而当电容为3.3 μF时,第1个峰值电流以后的其余峰值电流均在23 A左右,表明此电容在1个周期内不能完全充放电,电能利用率较低。
2.2 不同叠加波形下的超声激励能量及热输入大小
吴敏生等人[11]研究表明电弧超声激励能量与叠加波形的峰值电流的大小成正比,因此,限流电阻的变化对超声激发强度具有直接的影响,超声激励能量大小可用电弧超声声压来反映,具体的关系式可参考文献[11]:
Pu=3.181 14I峰+1.106 23(8)
式中:Pu为超声声压;I峰叠加电流波形的峰值电流幅值,提取叠加波形的电流幅值数据,代入式(8)中可得到不同参数下的超声声压大小。不同参数下的超声声压及焊接热输入如图6所示,从图中可以看出,超声激励电压随限流电阻及电容的增大而减小。当固定电容,增大限流电阻阻值,焊接热输入逐渐减小,焊接热输入均超过原始焊接热输入,但超出幅度不大;固定限流电阻为10 Ω,增大电容容量,焊接热输入逐渐增大。当电容为0.033 μF时,焊接热输入仅比原始焊接的热输入增大6.28 W;当电容为0.33 μF时,焊接热输入明显增大,比原始焊接热输入增大51.33 W;当电容为3.3 μF时,焊接热输入比原始焊接热输入增大123.42 W。
3 最佳叠加波形特点描述
相同的超声电压及超声频率下,焊接电流的叠加波形取决于限流电阻和电容的数值,不同的叠加波形具有不同的超声激励能量及焊接热输入。超声激励能量同焊接热输入对焊接质量具有不同的影响。超声激励能量越大,越有利于细化焊缝晶粒;焊接热输入越大,越容易导致焊缝晶粒粗化,因此两者对晶粒细化作用是矛盾的。因为,为了保证焊缝晶粒细化,必须选择超声激励能量较大且焊接热输入较小的叠加波形。
结合图6可知,限流电阻和电容的容量较小时,叠加波形对应的超声激励能量较大,同时焊接热输入与无超声信号叠加时的焊接热输入相比接近,是比较理想的叠加波形,对于文中所给定的参数中,当限流电阻阻值为10 Ω,电容容量为0.033 μF时,叠加波形最为理想。
4 結论
(1) 超声电脉冲信号与直流MIG焊信号耦合,通过改变耦合参数,可获得不同类型的复合焊接电信号波形,3种波形具有不同的特点。
(2) 超声热输入及超声激励强度大小是选择复合焊接电信号波形的关键,应选择超声热输入较小,且超声激励强度较大的叠加波形,以避免热输入过大导致焊缝晶粒的粗化。
(3) 仿真结果表明,当限流电阻和电容的容量较小时,叠加波形对应的超声激励强度较大,同时焊接热输入较小。当超声电源电压为200 V,限流电阻阻值为10 Ω,耦合电容容量为0.033 μF时,叠加波形较理想。
参考文献
[1] 丁韦, 侯启孝, 董玲宣, 等. 铝合金薄板脉冲MIG焊气孔研究[J]. 焊接技术, 1995(4):7-8.
[2] 王亚峰.6061厚板铝合金窄间隙GMAW焊炬设计及工艺研究[D].哈尔滨:哈尔滨工业大学硕士学位论文,2016.
[3] 靳佳霖, 徐国富,李耀,等. 焊丝成分对6082T6铝合金焊接接头组织和性能的影响[J].中国有色金属学报,2020,30(1): 1-6.
[4] 许鸿吉, 唐海鹰, 刘志平, 等. 6082铝合金MIG焊焊接接头组织与力学性能研究[J]. 金属铸锻焊技术, 2010, 39(1): 131-133.
[5] 李敬勇, 章明明, 赵勇, 等. 铝合金MIG焊焊缝中气孔的控制[J].华东船舶工业学院学报(自然科学版),2004, 18(5): 78-81.
[6] Fattahi M, Ghaheri A, Arabian N,et al. Applying the ultrasonic vibration during TIG welding as a promising approach for the development of nanoparticle dispersion strengthened aluminum weldments[J]. Journal of Materials Processing Technology, 2020, 282: 116672.
[7] Chen Q H, Ge H L, Yang C L,et al. Study on pores in ultrasonicassisted TIG weld of aluminum alloy[J]. Metals, 2017, 7(2): 53-63.
[8] Fan Y Y, Fan C L, Yang C L,et al. Research on short circuiting transfer mode of ultrasonic assisted GMAW method[J]. Sci. Technol. Weldding Joining,2012, 17(3): 186-190.
[9] Cui Y, Xu C L, Han Q. Effectof ultrasonic vibration on unmixed zone formation[J]. Scripta Materialia, 2006, 55: 975-978.
[10] 吴敏生, 段向阳, 李路明, 等. 电弧超声的激发及其特性研究[J]. 清华大学学报(自然科学版), 1999,39(6):110-112.
[11] 胡星, 郝红伟, 文雄伟, 等. 影响电弧超声激发强度的参数[J]. 焊接学报, 2007, 28(4): 73-76.
[12] 张春雷, 吴敏生. 高频调制电弧超声发射及其物理特性[J]. 焊接学报, 2001, 22(1): 75-78.
[13] 雷玉成, 崔展祥, 路广遥,等.超声电弧对6061铝合金MIG焊接头组织和性能的影响[J]. 焊接学报, 2020, 41(2):33-38.
[14] 薛厚禄.SiCp/6061 Al基复合材料交流电弧超声等离子弧原位焊接工艺研究[D]. 江苏:江苏大学硕士学位论文,2010.
[15] 赵家瑞, 李义丹. 高频脉冲TIG焊的电弧控制及高频效应[J].天津大学学报,1989(3):25-31.
猜你喜欢
新材料产业(2021年3期)2021-07-21
科技风(2020年29期)2020-11-10
科学导报(2019年48期)2019-09-25
中国建筑金属结构(2019年4期)2019-05-15
有色金属材料与工程(2018年2期)2018-11-25
名城绘(2018年12期)2018-10-21
有色金属材料与工程(2017年4期)2017-09-18
汽车工程学报(2016年6期)2017-01-11
电子技术与软件工程(2016年20期)2016-12-21
科技视界(2016年12期)2016-05-25