KDF4滤棒成型机甘油雾化量控制研究分析
2021-07-15 01:46:12李斌
机械研究与应用 2021年3期
李 斌
(红云红河烟草(集团)有限责任公司红河卷烟厂,云南 红河 654400)
0 引 言
纤维滤棒成型机组是以二醋酸纤维素丝束为原料,集丝束开松、上胶和滤棒成型为一体的烟用滤棒生产设备[1]。KDF4滤棒成型机采用雾化技术喷洒甘油,添加甘油主要是为了增加滤棒的硬度、弹性,改善滤棒的切割、复合、接装等加工性能[2]。KDF4目前已成为滤棒生产的主要机型,相比于KDF2通过单毛刷高速转动喷洒甘油的方式,KDF4通过高压喷雾技术,可以使甘油雾化颗粒均匀,通过活门挡板的开启,能更好的控制甘油施加量[3-5]。活门开启的大小与主机的运行速度有关,但目前还没有相关文献研究过甘油的施加量与甘油密度、活门开度、丝束宽度、喷嘴数量及主机运行速度之间的关系,因此笔者将进行相关方面的基础理论研究,并通过试验对该理论进行验证,引入修正系数,对该理论进行修正,以满足精确施加甘油的需求。
1 甘油雾化工作原理
甘油雾化施加到丝束的过程如图1所示,装置启动,加热器开始加热,恒压泵将甘油通过注油管注入分流器中,分流器上有7个均匀布置的喷嘴,当分流器内达到一定的压力后,甘油即可通过喷嘴雾化喷出至丝束上,多余的甘油通过回油管回流至甘油箱。活门置于挡板下方,通过活门的开度来控制雾化面积,即达到控制甘油施加量,活门的开度大小与主机的运行速度有关,主机运行速度越快,活门开度越大。
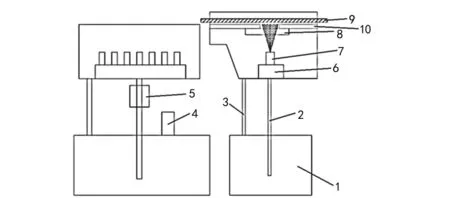
图1 甘油雾化系统1.甘油箱 2.注油管 3.回油管 4.恒压泵 5.加热器 6.分流器 7.喷嘴 8.活门 9.丝束 10.挡板
2 活门开度与雾化面积关系研究
KDF4喷嘴为丹佛斯喷嘴,雾化角度为60°,雾化形状为实心锥形,如图2所示。从图2可以看出,活门左右移动,实现甘油雾化量的调节,即通过活门的移动改变阴影部分面积(喷雾面积)。假设喷雾过程中,喷雾量均匀分布在整个圆面积上,因此只要计算出阴影面积占圆面积的百分比,即可计算出喷雾量与活门开度x的关系式。

图2 喷嘴雾化形状
由上述几何关系得:
扇形OAB的面积:
(1)
三角形OAB的面积:
(2)
雾化弦长AB:
(3)
雾化半径OC:
(4)
式(1)~(4)联解得阴影部分面积:
S阴=S扇形-SOAB
(5)
OA=tan(30)×h
(6)
式中:h为喷嘴至丝束的距离。
由于在活门移动过程中,阴影面积不停的变化,扇形角度间隔0.5°取值,计算出0°~360°阴影部分的面积所占整圆的面积及对应的活门移动距离x,施加量百分比为y,通过计算出的数据拟合后,得出甘油施加量百分比与活门移动距离的关系如图3所示。
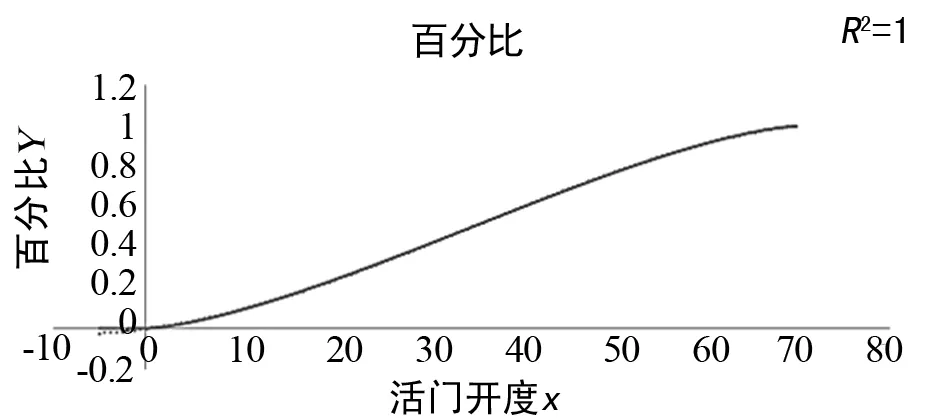
图3 施加量百分比与活门开度拟合曲线
R2=1,说明拟合出的公式误差值很小,能很好的反映出施加量百分比与活门移动距离之间的关系。
甘油施加量百分比与活门移动距离之间的关系式如式(7)所示:
y=-0.000 003x3+0.000 4x2+0.006 1x-0.004
(7)
3 喷嘴压力与流量之间的关系研究
不同压力对应不同的流量。据丹佛斯喷嘴0.5usgal的型号,得出压力流量如表1所列。
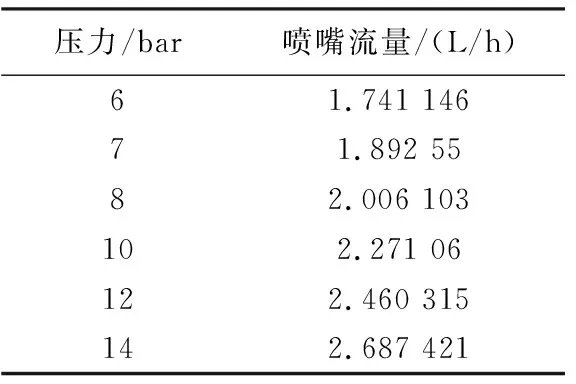
表1 压力与流量对应表
该表数据进行非线性回归分析,拟合出如图4所示曲线。

图4 压力与流量拟合曲线图
设:压力为p(bar),喷嘴流量为Q1(L/h),则压力、流量之间的关系如式(8)所示:
Q1=0.000 3p5-0.014 3p4+0.270 5p3-2.507 2p2+
11.518p-19.304
(8)
甘油雾化采用7个喷嘴,施加到丝束的甘油量随着压力与活门开度在改变。
喷到丝束的总甘油量:
Q2=7×Q1×y
(9)
该喷嘴流量标定采用燃油进行标定,标定密度为:820 kg/m3。如果喷射不同液体时,需要考虑到密度对流量的影响,设密度用ρ表示,则方程式修订为式(10):
=7×(0.000 3p5-0.014 3p4+0.270 5p3-
2.507 2p2+11.518p-19.304)×
0.006 1x-0.004)
(10)
式中:Q2为施加到丝束的甘油总量(L/h);p为压力(bar);ρ为甘油密度(kg/m3);x为活门开度(mm)。
4 主机速度与活门开启量关系研究
雾化喷洒装置往丝束上添加甘油的量是由活门控制的,活门开启的大小是随主机速度变化的,主机速度慢,活门开启小,主机速度快,活门开启大。因此需要找到主机速度与活门开启量x的关系式。
丝束的质量为g(g/m2),主机运行速度为v(m/min),宽度为:w(m),甘油施加比例为k1(甘油施加比例为单位时间内所需喷洒质量G1与单位时间内丝束重量G2之比,一般根据烟厂工艺配方设置)。
(11)
单位时间内(min)丝束质量G2与主机运行速度v和丝束的宽度w有关。
G2=v×w×g
(12)
式中:G2为单位时间内丝束总质量(g/min);w为丝束的宽度;v为主机运行速度(m/min);g为丝束单位重量(g/m2)。
单位时间内所需甘油质量为:
(13)
式中:G1为单位时间内所需甘油重量(g/min);Q2为施加到丝束的量(L/h);ρ为甘油密度(kg/m3)。
由于经过活门后喷洒出来的量不一定全都覆盖到丝束上,因此此处引入损失系数k2,G1方程式修正如式(14)所示:
(14)
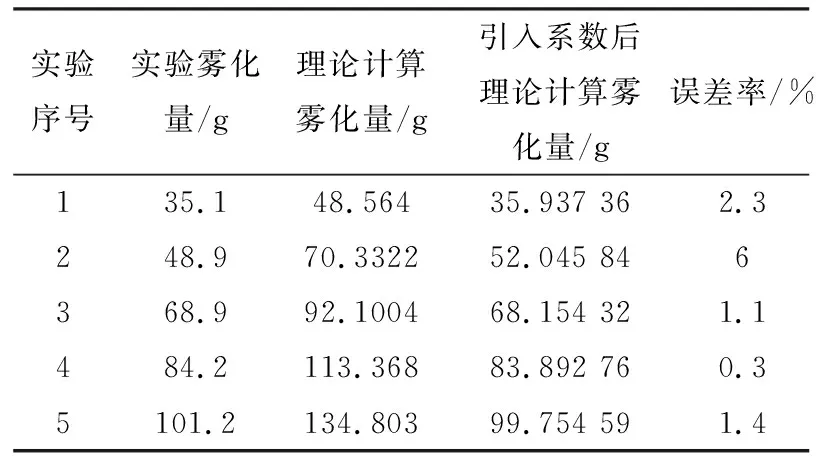
k2取值范围为:0 由甘油施加比例k1建立的关系式,代入G1、G2得式(15): (15) 根据式(15)求解出Q2: (16) 主机速度与活门开启量即可建立关系式(17): 2.5072p2+11.518p-19.304)× 0.0004x2+0.0061x-0.004) (17) 由式(17)即可求出x的值。考虑到x3可能存在复数,因此降低百分比的拟合精度,采用线性回归进行拟合,R2=0.9955,得出甘油喷洒面积比与活门移动量的线性关系式(18): y= 0.015 4x-0.040 3 (18) 通过研究发现,将喷嘴和压力进行线性回归分析后,R2=0.996 3,拟合出的公式如式(19)所示: Q1=0.116 7p+1.067 4 (19) 因此主机速度与活门开启量即可建立以下关系式: 求解后得活门开度x如式(20)所示: (20) 式中:v为主机运行速度,m/min;w为丝束宽度,m;g为丝束单位质量:g/m2;ρ为甘油密度:kg/m3;p为雾化压力:bar;x为活门开启量:mm。 通过式(20)看出,根据现场甘油雾化量的测量结果,可以通过调整损失系数k2来调整活门的开启量,从而控制甘油雾化量。 从式(10)可知,甘油雾化总量为: 式中:甘油密度ρ为1 161 kg/m3;压力p为12 bar。 试验方法:采用干毛巾称重,记录重量为m1,然后将干毛巾放置于喷嘴上方,启动恒压泵进行甘油喷雾,记录喷湿后毛巾质量为m2,理论雾化量为m3,误差率δ如式(21)所示: (21) 记录数据如表2所列。 表2 甘油雾化施加量实验表 从上表可以看出,干毛巾实际吸收量与理论计算雾化量存在误差,干毛巾吸收量小于理论计算雾化量,主要原因是雾化出的甘油没有被毛巾全部吸收,有一小部分回流到甘油箱,因此理论公式需要引入损失系数k2来进行雾化量的调节。 本实验损失系数k2确定方法: (22) 引入损失系数k2后,误差率计算如表3所列。 表3 引入损失系数后的误差率 从表3可以看出,引入损失系数后,理论计算雾化量与实验雾化量之间的误差率很小,有一定的指导意义,可以进行公式(20)的修正。 (1) 根据式(20)可知,活门的开启量与主机速度、丝束宽度、丝束单位质量、甘油密度、雾化压力有关,在实际参数设定时,丝束宽度、丝束单位质量、甘油密度以及雾化压力的参数为定值,因此通过该式即可根据需要的甘油雾化量,在不同主机运行速度下调节活门的开启量,由于误差的存在,需要引入调整系数k2来进行雾化量的调节,以方便精确控制甘油的雾化量。 (2) 文中研究方法适用于香料、水份等液体的雾化施加,在实际运用中,需要根据喷嘴的型号、雾化液体的密度和受雾化材质的宽度、单位面积重量等进行相关参数设定。 (3) 文中中雾化参数之间的关系式研究,为雾化甘油量的控制提供了算法及调节参数,可以确保KDF4在运行过程中,结合测试参数,精确控制甘油施加量。5 试验验证

6 结 论
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:02
语数外学习·高中版中旬(2021年1期)2021-09-10 07:22:44
科技与创新(2020年16期)2020-11-29 07:07:39
科技风(2020年13期)2020-05-03 13:44:08
液压与气动(2019年9期)2019-09-17 11:26:26
中学化学(2017年6期)2017-10-16 20:44:33
电气开关(2016年3期)2016-12-29 08:38:06
中学生数理化·七年级数学人教版(2016年4期)2016-11-19 08:41:24
中国新通信(2015年17期)2015-05-30 10:48:04
湖南工业大学学报(2014年1期)2014-05-06 06:36:36