底座在模锻成型过程中的缺陷分析与对策
2021-07-12 01:30赵淑珍杨继璋令淑萍
包头职业技术学院学报 2021年2期
赵淑珍 杨继璋 令淑萍
(山西利民工业有限责任公司,山西 太谷 030800)
锻造生产是机械制造工业中提供机械零件毛坯的主要加工方法之一,其目的是通过工、模具或辅具,使原材料在外力(冲击力、静压力)的作用下,经过塑性变形而得到所需形状、尺寸和性能合格的锻件。图1所示为某一高压容器底座的锻件结构图,该底座是高压容器中的重要零件,材料为35钢,技术规范要求锻件正火、淬火处理后加工使用,截面突变大,口部壁厚只有6mm,复杂系数S≈0.56,(H-h)/D≈0.13,属典型的S4级(复杂)薄壁类锻件,要求具有极高的综合机械性能,我厂经过多年的生产实践已经形成了成熟的锤上模锻工艺。但在模锻成型过程中,因操作、模具等工艺方法的不同,以及其他因素的影响,往往会在锻件上产生一些特有的缺陷。模锻成型过程中形成的缺陷主要有折叠、错移、充不满、欠压、表面凹坑等。能否有效地防止这些缺陷的产生,是保证锻件质量,降低锻件成本,提高生产效益的关键所在。
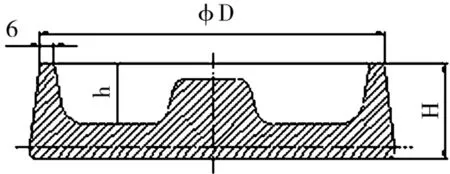
图1 底座锻件结构图
1 底座在模锻成型过程中各工步成形分析
在座底的模锻生产过程中,首先要将剪切好的坯料加热到1200~1250℃,因为在此温度下材料处于单项奥氏体状态,具有良的塑性和较低的变形抗力;其次,在锻模的镦粗台上进行镦粗制坯,如图2所示,其目的是为了降低高度,增大水平投影,便于在型腔中定位,并且经过镦粗后清除了坯料表面硬而脆的氧化皮,保护锻模型腔;最后,将镦粗好的毛坯放入下模的终锻型腔中进行多次打击锻造成形。
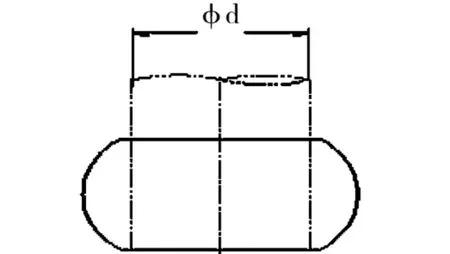
图2 镦粗制坯图
在终锻过程中一般要经历四个阶段:第一阶段为自由镦粗阶段,在此阶段毛坯在上模的打击作用下,高度进一步减小,水平方向更加扩大,并且有部分金属压入型腔,如图3所示,中间底火台开始形成初形。第二阶段为形成飞边阶段,在镦粗结束后,金属受到模壁的阻碍作用,有助于流向型腔高度方向,同时开始流入飞边槽,当上模压下量达到一定值时,出现少量飞边,变形力开始明显增大,如图4所示,中间底火台继续增高。第三阶段为充满型腔阶段,由于有了飞边的阻力作用,金属内部形成更为强烈的三向压应力状态,在上模下压的过程中金属不断地流向飞边槽,型腔各处逐渐充满,而随着上模压下量的增大,飞边愈来愈薄,宽度增大,温度急剧下降,变形抗力明显上升,造成更大的径向阻力,从而使金属向飞边槽流出愈为困难,促进整个型腔得以充满,如图5所示,中间底火台充满成形。第四阶段为打靠阶段,在此阶段金属充满型腔后将多余的金属排入飞边槽内,如图6所示。
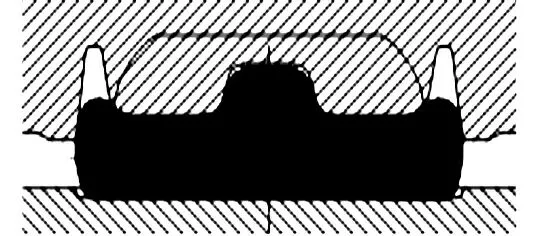
图3 自由镦粗阶段
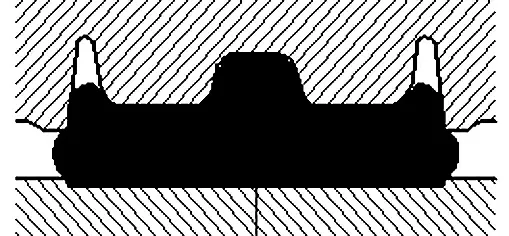
图4 形成飞边阶段
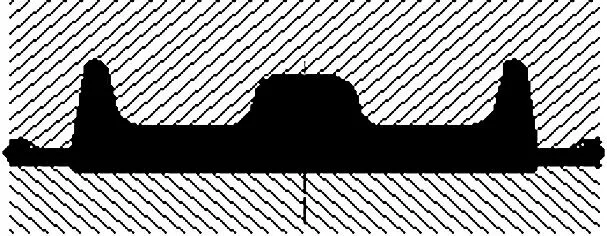
图5 充满型腔阶段
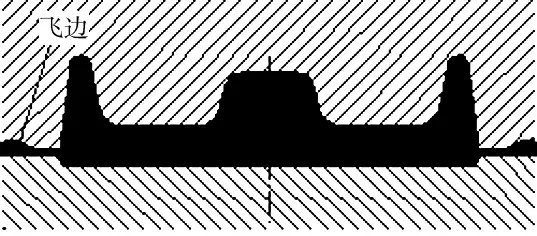
图6 打靠阶段
2 缺陷产生的原因和对策
2.1 折叠
锻件的折叠是金属变形过程中已氧化过的表层金属汇合到一起而形成的。一般具有如下特征:折叠部分与其它金属流线方向一致;折叠尾端一般呈小圆角,两侧有较重的氧化、脱碳现象。
在一般情况下只有在满足下列条件之一方能形成折叠:两股(或多股)流动金属对流汇合而形成的;一股金属急速大量的流动,将邻近的表层金属带着流动而形成的;变形金属弯曲,回流并进一步发展而形成的;一部分金属的局部变形被压入另一部分金属内形成的。
我厂的底座模锻件的折叠一般出现在内壁和中心台同一侧的内腔底平面上,也有部分只出现在中心台一侧,形状为月牙形的一条圆弧形黑线,如图7所示,经分析属于第四种折叠情况而形成的。
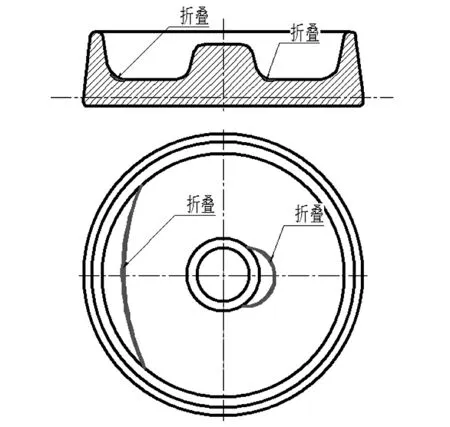
图7 折叠形状
其主要原因是:锻件受到上模冲击力的同时,也要受到下模的反作用力,当打击完成上模快速回升时,在下模反作用力的作用下,工件上跳,出现跳模现象;在跳模后操作者要及时纠正,将工件重新放入下模型腔中准确定位,如果定位不好将工件放偏,形成图8所示跳模状态。那么,在二次打击时就会出现图9所示的挤切情况,在同一侧方向上,工件的底火台和筒壁内部、外部受到上模在急速下行过程中的挤切作用,外壁的金属被直接挤入飞边中,而内壁和底火台上啃下的金属被再度压入本体内形成折叠(在飞边中也存在向外的折叠)。有的工件是在终锻第一锤打击后出现跳模,再放入型腔后定位不准,而只在底火台附近形成折叠。
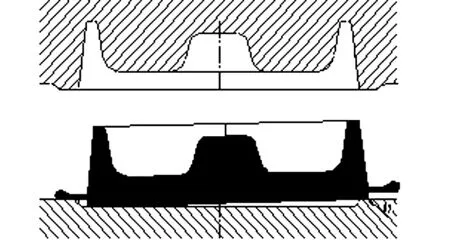
图8 工件跳模状态

图9 挤切形成折叠过程
具体解决措施:打紧下模,以避免下模在打击力释放后,由于惯性作用产生向上快速微量运动而致使锻件跳模;当锻件在锻打时发现跳模时,要及时进行纠正。
2.2 局部充不满
局部充填不足主要发生在筋部或外凸小圆角部位等,尺寸不符合图样要求,如图10所示。
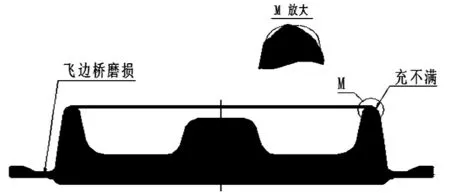
图10 局部充不满
在底座的实际生产过程中,模锻时引起充不满的原因是:在型腔深而窄的部分,由于阻力大而飞边桥产生的变形阻力小,从而在型腔的某些部分,由于金属难以流到而不易充满;部分坯料尺寸偏小,体积不足,或操作时由于放偏等,某局部金属不足引起充不满;金属加热温度低,塑性差;锻打时锤击轻重掌握不当;模具型腔中留有氧化皮等杂物。
具体解决措施:检查飞边桥的磨损情况,如果飞边桥出现磨损严重而引起变形阻力减小,要及时更换模具;严格控制下料尺寸,确保下料重量,并控制锻造时的重复加热次数,避免因加热时的氧化脱碳而引发的坯料重量不足;严格控制锻造时的坯料加热温度,当坯料加热温度低时,拒绝锻打;锻打时控制好锤击力度,做到镦轻终重;及时清理型腔中的氧化皮等杂物。
2.3 错移
错移是锻件沿分模面方向上半部分相对于下半部分产生位移,如图11所示。产生的原因是:锤头与导轨间的间隙过大;模具安装不良;锻模导锁间隙大或磨损严重;大砧座与模座结合不好,模座松动。
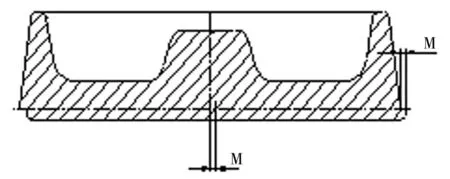
图11 错移
基于上述种种原因,在实际生产中应采取如下具体措施:调整好设备的导轨间隙,提高导锁精度,出现磨损及时更换;提高锻模加工精度,保证终锻型腔和检验角的相对位置准确;把锻模装正及紧固好,及时对设备的装卡面(如锤头和模座的燕尾支承面)进行维修;尽量减少终锻型腔中心与锻模中心的偏心量,尽量使两个中心重合;调整设备精度,特别是要重新配研大砧和模座的结合面,并打紧大楔,防止大砧和模座间出现松动。
2.4 欠压
欠压指垂直于分模面的方向尺寸普遍增大,具体预防措施:调整模锻设备打击力,足够满足锻件成型要求;控制锤击轻重和锤击次数;严控毛坯重量,不使毛坏体积过大;严格控制锻造温度,不使终锻温度过低。
2.5 斑痕表面或凹坑
斑痕表面是指模锻件表面出现麻点状凹穴,产生的原因一般有两种:是坯料在加热过程中表面氧化、粘上杂质或型腔中的氧化物等未能及时清除,模锻时把这些杂质压入锻件表面而产生的。在模锻时灼热金属的急速流动,
与模具产生剧烈干摩擦,在模具表面形成沾结瘤,致使锻件表面形成局部的凹坑。具体预防措施:严格控制毛坯的加热质量,及时清除型腔中的氧化皮等杂物,并做好模具的润滑,减少干摩擦。
2.6 平面度超差,底平面不平
底平面不平是指锻件的内底平面和底平面的平面度超差。这类缺陷一般是由于锻模磨损严重造成的,主要是锻模硬度低,或者是锻模使用时间过长所致。预防措施:修复终锻型腔,应使锻模精度达到正常要求;提高锻模硬度,增大耐磨性,满足使用要求;锻模在使用过程中,随时检查型腔的磨损情况,发现磨损下塌及时更换。
3 结束语
我厂现生产的各种薄壁类底座模锻件,由于口部壁薄、内腔深、截面突变大等特点,导致金属流动异常剧烈,难度系数增大,稍有差错就会导致废品率增大而影响制造成本。经过对典型薄壁类底座锻件模锻成型过程的变形分析,以及经常出现的各种缺陷的分析总结,并在生产过程中针对各种缺陷采取了相应的应对办法和措施,进一步完善了工艺,强化了管理,解决了生产中遇到的实际问题,提高了良品率,有效地降低了产品的制造成本,对优化薄壁类锻件模锻工艺以及指导实际生产具有重要的意义。
猜你喜欢
金属热处理(2022年7期)2022-11-16
科学技术与工程(2022年25期)2022-10-12
轴承(2022年5期)2022-06-08
模具制造(2022年3期)2022-04-20
模具制造(2022年1期)2022-02-23
锻压装备与制造技术(2021年4期)2021-09-07
装备维修技术(2020年8期)2020-11-20
文化交流(2019年3期)2019-03-18
数字技术与应用(2018年1期)2018-03-29
智富时代(2018年10期)2018-01-30