
系统级封装(SiP)组装技术与锡膏特性(续)
2021-07-02 04:18:10SzePeiLimKennethThumAndyMackieDavidHu
电子工业专用设备 2021年3期
Sze Pei Lim,Kenneth Thum,Andy Mackie,David Hu
(1.铟泰公司,美国纽约州克林顿13323;2.铟泰公司,江苏 苏州215126)
4 结果和讨论
4.1 焊盘间的桥接
结果比较表明,使用不同的治具配置有明显的区别。使用平台治具作为板支撑的激光切割钢网在80μm间隙的情况下未发现桥接。使用真空支撑时,激光切割钢网在50μm间隙的情况下也未发现桥接。这说明使用真空支撑在印刷时的钢网和电路板间间隙更小,支撑性能更好。图5显示了其在125μm×150μm焊盘(1∶1)和50μm焊盘间隙条件下的印刷效果。

图5 125μm×150μm微米焊盘和50μm间隙印刷效果
然而,在使用电铸钢网时,左侧阵列印刷遇到了桥接问题。桥接的数量从第一列(50μm间隙)到第五列(150μm间隙)不断增加。电铸钢网转印效率的提升最有可能是这个印刷表现明显不同的原因。缩小开孔的右侧阵列没有任何的桥接。因此,只能收集和分析右侧阵列的印刷数据。
4.2 不同锡膏的比较
在右侧阵列,50 0比厚的钢网开孔宽厚比值只有0.40到0.45。然而,在这些焊盘上仍然可以实现连续性印刷。图6、图7和图8分别显示了不同锡膏在不同宽厚比下的锡膏量比较。锡膏C在3种锡膏中排名第一;锡膏A排名第二;锡膏B第三。锡膏B的分布比锡膏A和锡膏C要集中;然而,对比其它两种锡膏,它有更多的少锡问题。流变性在超细钢网开孔印刷中发挥了重要作用,而且水溶型和免洗型助焊剂均可以达到良好的印刷效果。

图6 不同锡膏在125μm×75μm焊盘(0.45面积比)上的印刷表现
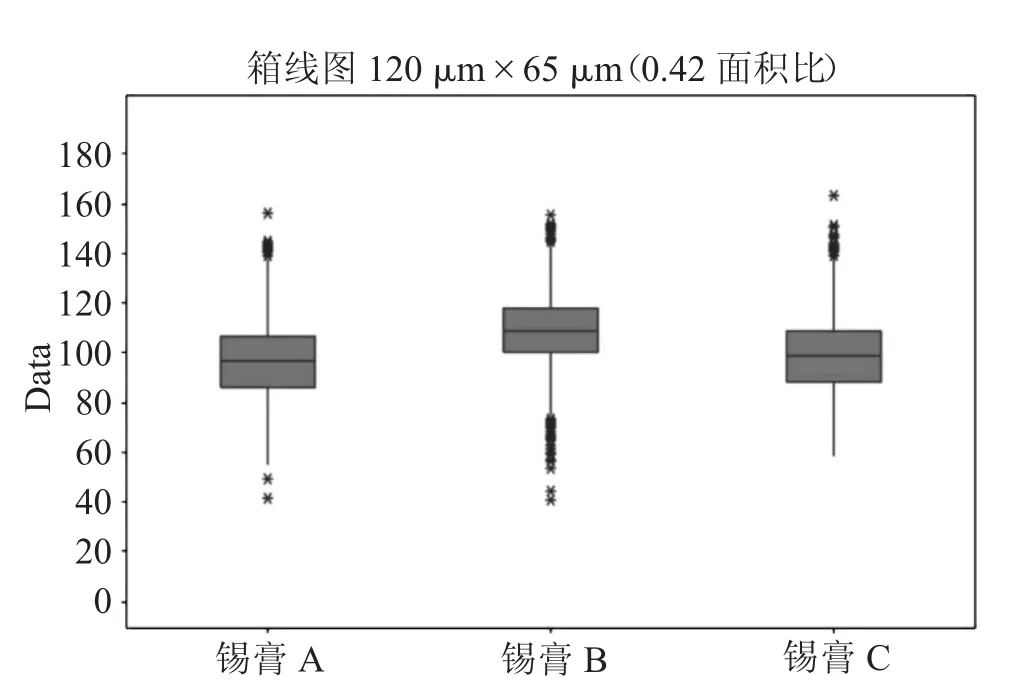
图7 不同锡膏在120μm×65μm焊盘(0.42面积比)上的印刷表现

图8 不同锡膏在120μm×60μm焊盘(0.40面积比)上的印刷表现
35μm厚度钢网提供了更高的宽厚比,因此更薄的钢网的印刷性能被认为比50μm印厚度钢网更好。宽厚比从0.40~0.45提升到了0.57~0.64。锡膏样品C得到了很明显地提升,如图9所示。

图9 锡膏C的锡膏量与不同钢网开口比的箱体图(50μm厚度和35μm厚度)
4.3 T6-SG和T7-SG的比较
图10显示了半导体级6号粉和7号粉锡膏的印刷结果。从图10可以看出,7号粉锡膏印刷结果的标准差更小,因此它的变化量更小。但是在其上面也发现了更多的桥接。

图10 使用C锡膏配合T6-SG和T7-SG锡粉在不同尺寸焊盘上的印刷表现
4.4 制程能力研究
Cp、Cpk和Ppk使用Minitab软件来计算。对比锡膏表现使用的参考规格界限为40%到150%。表7表明真空支撑或者平台支撑都是可用的配置;并且,真空支撑的连续性更好,其Cpk和Ppk值更高。
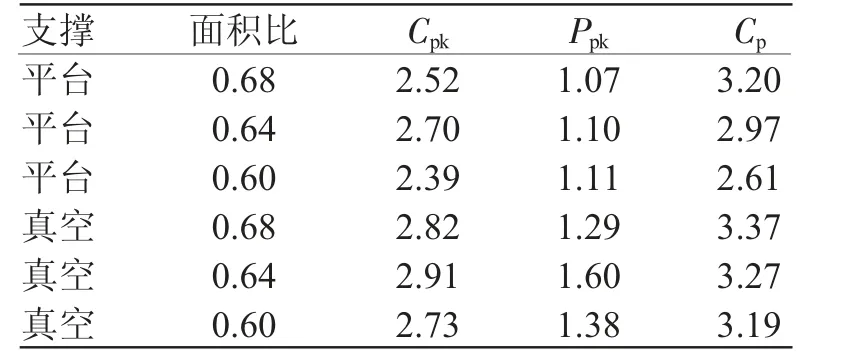
表7 不同板支撑系统的制程能力分析
表8显示了所有锡膏在不同的焊盘尺寸和钢网厚度条件下的制程能力。焊盘尺寸和钢网厚度的组合由它们的宽厚比来表示。
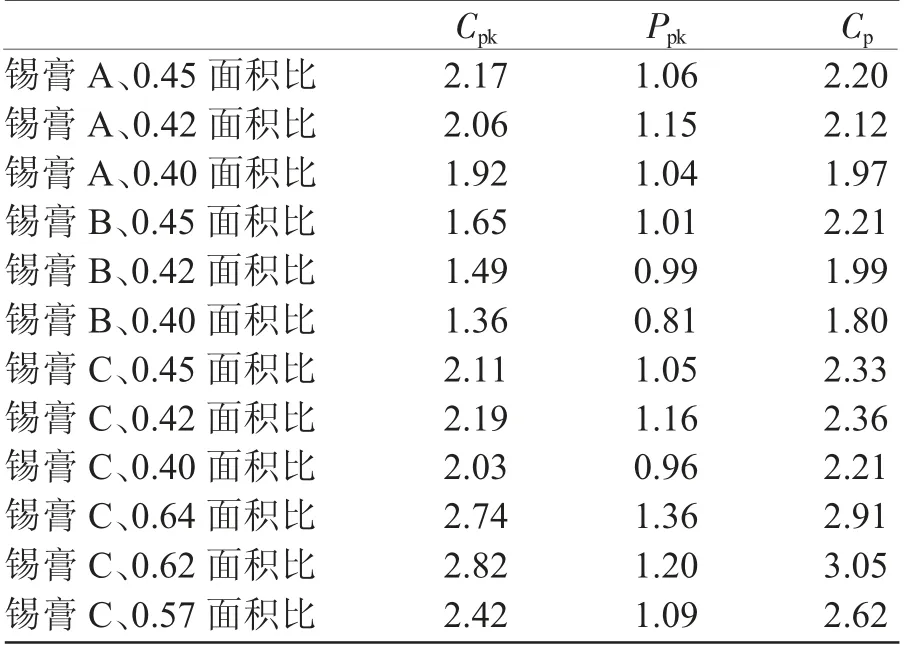
表8 不同锡膏和开口比的C pk、P pk和C p值
5 回流试验
回流试验测试了其中一种在大规模SiP应用中使用的水洗型锡膏来研究空气回流不同曲线下的空洞表现。
5.1 测试板
使用Practical Components公司的测试板如图11所示。焊盘和钢网开孔都是180μm圆形。使用的钢网厚度为75μm。

图11 回流实验的测试板
5.2 温度曲线
实验测试了如表9所示的4种不同曲线。实际的曲线如图12到15所示。

表9 实验使用的不同回流曲线

图12 曲线1--237℃峰值的长回流曲线

图13 曲线2——237℃峰值的短回流曲线
6 结果和讨论
测试结果如表10和图16所示。针对该水洗型锡膏,空洞表现受不同回流曲线影响。带保温区的长回流曲线显示出更好的平均空洞百分比和最大单一空洞百分比。使用较低的237℃峰值温度,也能够得到较低的空洞百分比。空洞表现和回流曲线的关系应该对每一种锡膏的特征进行充分地考虑,因为不同的锡膏可能会在不同的温度曲线下工作得更好。

图14 曲线3——245℃峰值的长回流曲线

图15 曲线4——245℃峰值的短回流曲线

图16 针对不同曲线空洞表现的箱体图和主效应图

表10 不同曲线的空洞百分比结果
7 结束语
为了在SiP应用中得到一致的优异细间距印刷性能,锡膏的特性如锡粉尺寸、助焊剂系统、流变性、坍塌特性和钢网寿命都很重要,都需要予以仔细考虑,还需要评估和选择具有合适的流变性并配合正确尺寸的锡粉和助焊剂的锡膏。合适的钢网技术、设计和厚度,配合印刷时使用好的板支撑系统对获得一致且优异的锡膏转印效率也是很关键的。回流曲线需要针对不同锡膏的特性进行合适的设计来达到空洞最小化。
8 感 谢
特别感谢铟泰公司苏州模拟实验室团队(瞿艳红、陈芬博士和饶乐)。帮助支持了在其实验室进行的锡膏印刷测试。
猜你喜欢
钢管(2022年2期)2022-11-28 03:47:46
汽车零部件(2021年4期)2021-04-29 01:47:10
设备管理与维修(2020年9期)2020-06-01 10:25:58
故事作文·高年级(2017年2期)2017-03-01 13:03:27
西北园艺(果树)(2016年2期)2016-02-19 04:04:16
商业评论(2016年1期)2016-02-17 05:08:40
中国经济信息(2016年1期)2016-01-09 07:38:14
实用手外科杂志(2015年1期)2015-08-27 01:52:04
新闻传播(2015年20期)2015-07-18 11:06:46
数字通信世界(2015年5期)2015-04-04 13:28:15
