基于深度重采样叠加的不锈钢焊缝TOFD检测信号降噪技术
2021-07-01 09:52黎文超陈振华
无损检测 2021年6期
黎文超,陈振华,卢 超,2
(1.南昌航空大学 无损检测技术教育部重点实验室,南昌 330063;2.赣南师范大学 江西省数值模拟与仿真重点实验室, 赣州 341000)
超声波衍射时差法(TOFD)检测技术是一种通过检测入射超声纵波在缺陷端部产生的衍射波信号,并根据其传播时间差对缺陷进行定量与定位的方法,具有缺陷检测结果直观、准确、检测效率高等特点。奥氏体不锈钢焊缝的粗大组织会引起强烈的散射声波,经过相互叠加及波型转换形成结构噪声,导致检测信号信噪比降低[1-2]。为解决奥氏体不锈钢焊缝TOFD检测中遇到的困难,目前研究人员主要从探头研制、信号处理、图像后处理等方面展开了相关工作。探头研制方面,郑中兴[3]通过研制纵波斜入射双晶探头,对厚度较大的奥氏体不锈钢焊缝进行检测,使用频率为1 MHz的大晶片探头检测工件较深部位的缺陷,可以获得较高的信噪比。信号处理方面,孙旭等[4]将自回归谱外推技术应用到TOFD检测信号处理中,有效提高了信号的纵向分辨力。图像后处理方面,刚铁等[5]根据缺陷端部和换能器之间的几何关系,建立了基于图像合成孔径聚焦成像技术(SAFT)的数学模型,实现了B扫描图像的SAFT重建,有效降低了缺陷回波的甩弧现象,提高了TOFD检测图像的横向分辨力。上述方法在实施过程中存在一定的局限性。探头研制、小波分析等处理方法需要依靠人工经验确定参数,可靠性相对较低,且短时间内难以实现自动化识别。尽管特定的探头研制和信号处理可以提高检测信号的信噪比,但只能应用于特定检测工件和弱散射介质中。上述几类方法仍然无法有效克服结构噪声问题[6-8]。
针对奥氏体不锈钢焊缝TOFD检测信号信噪比低、检测图像中缺陷特征识别困难的问题,提出了基于深度重采样叠加的奥氏体不锈钢TOFD检测方法,相比于上述方法,深度重采样TOFD是一种基于相位相干的叠加重构算法。研究发现,不同PCS(探头中心距)的A扫描信号中,在同一缺陷深度的缺陷回波处相位分布一致,即相位的相干程度较高。相比而言,不同PCS结构噪声处检测信号的相位分布散乱,即相位的相干程度较低。基于此,提出将深度重采样算法应用于奥氏体不锈钢焊缝的TOFD检测中,分析其可行性,并探究其信噪比和分辨力增强能力。
1 深度重采样TOFD检测原理
TOFD检测的发射和接收探头对称布置于检测区域中心线两侧,发射探头声束发射点与接收探头声束入射点的间距为PCS。若检测对象内部存在缺陷,则检测信号由直通波、缺陷衍射波以及底波构成,且各信号特征存在一定的相位关系,TOFD检测原理及检测信号特征如图1所示,1为直通波信号,2为缺陷上端衍射波信号,3为缺陷下端衍射波信号,4为底面回波信号。通过衍射波上下端的时间差可对缺陷长度和位置进行定量检测。
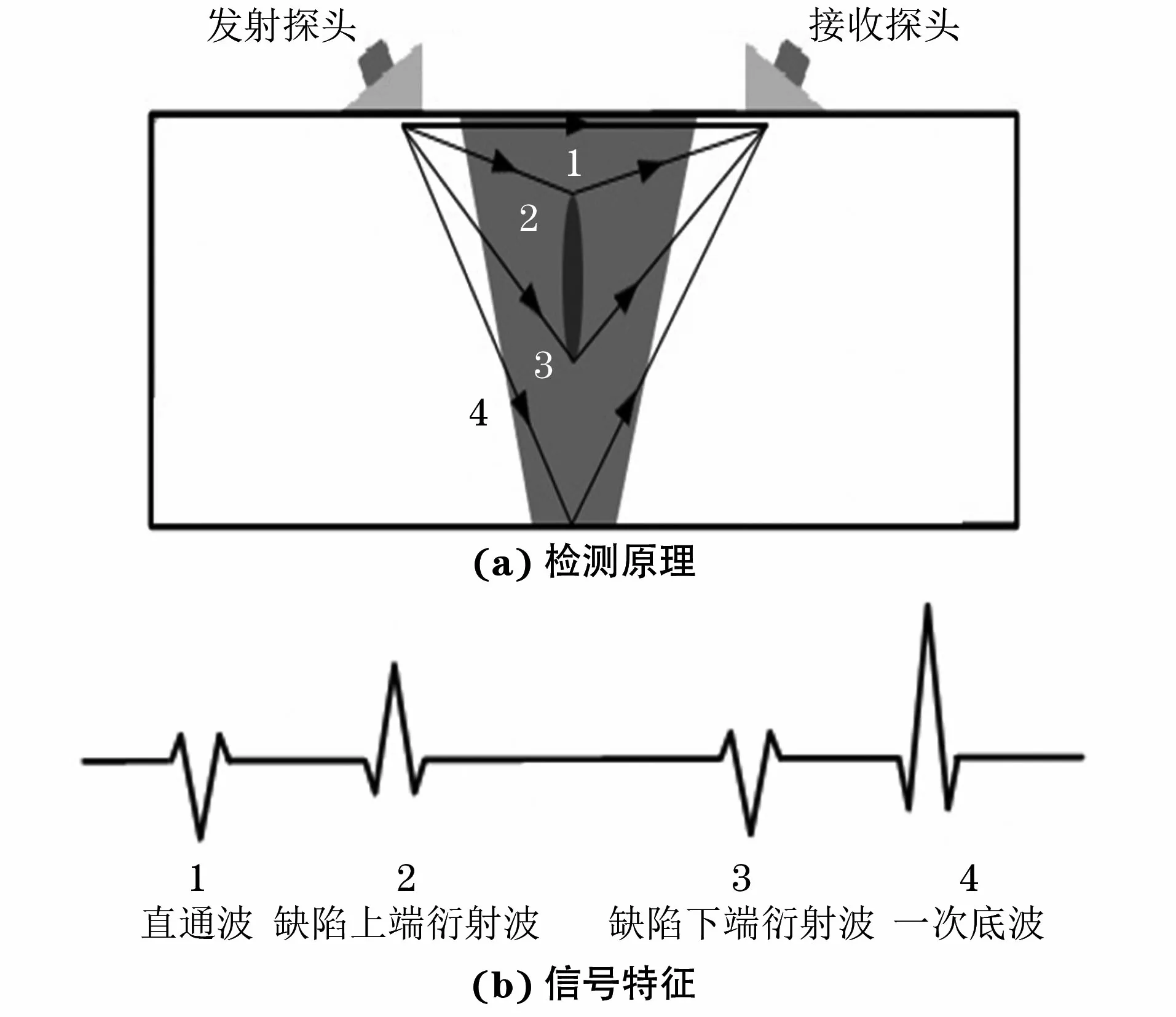
图1 TOFD检测原理及检测信号特征示意
测量衍射波与直通波及底波的时间差,可由式(1)计算缺陷的深度(位置)。

(1)
式中:d2为缺陷深度;t为A扫信号对应的时间;t0为直通波到达接收探头的时间;v为检测对象中的纵波声速。
在TOFD检测中,缺陷端部辐射的衍射波扩散角很大,接收探头在较大的PCS范围内均可接收到缺陷衍射波信号。在不同的PCS下,TOFD检测信号的直通波、缺陷衍射波、底波的相位具有相对一致的特征;相对而言,特定深度的焊缝柱状晶的散射波幅度和相位均随PCS的变化可能出现随机变化。据此,笔者提出了TOFD检测技术的深度重采样叠加降噪方法。
首先,采集某位置多个不同PCS下的TOFD检测信号;其次,对检测信号进行深度重采样,即将检测信号的时间轴转换为深度轴,根据式(1)将时域信号转换为深度域信号,并采用插值方法提高深度采样精度,使各PCS下的检测信号在差异很小的深度范围内具有叠加点;最后,对各深度域检测信号按深度进行叠加,缺陷衍射波相位相同则叠加增强,而柱状晶散射信号由于相位差异而发生削弱。该方法可提高检测信号的信噪比。深度重采样叠加原理框图如图2所示。某位置检测信号经深度重采样叠加后的输出信号S(d)可表示为
(2)
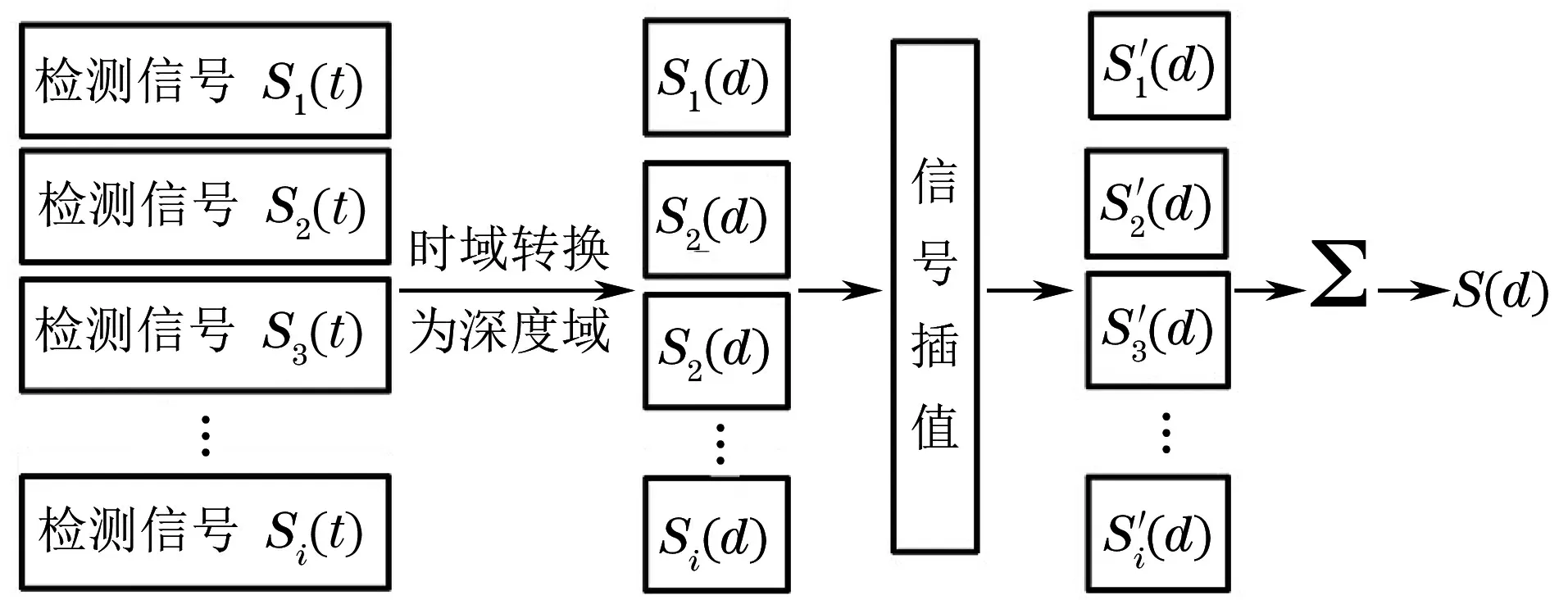
图2 深度重采样叠加原理框图
式中:d为工件厚度;i(d)为不同探头中心距的深度域信号;n为深度重采样的叠加次数。
2 试验方法及检测信号分析
检测对象为304奥氏体不锈钢板对接焊缝(见图3),钢板截面尺寸为150 mm×25 mm(长×厚),焊缝坡口形式为V型,坡口角度为59°,垂直于焊缝截面加工了3个直径为2 mm的横孔作为人工缺陷,横孔分别距离钢板表面5,15,20 mm,其长度分别为30,36,36 mm。收发探头采用声束角度为60°,频率为5 MHz,晶片直径为6 mm的TOFD专用探头,收发探头以焊缝为中心对称布置,信号采集过程中,PCS初始值为26 mm,之后每增加2 mm采集一次检测信号,直到PCS增大到44 mm,对同一位置焊缝共采集9个检测信号。

图3 304奥氏体不锈钢板对接焊缝结构示意
某位置各PCS下提取的经深度重采样处理后的检测信号如图4所示,横轴由时间轴变为深度轴。从图4中可以看出,在14.215.2 mm深度出现相位基本相同的衍射波脉冲信号,然而,在其他深度无缺陷位置存在严重噪声,同时各位置噪声的相位差异较大。由此可知,缺陷衍射波信号的相位基本相同,而噪声信号的相位具有随机特征;当深度重采样信号相互叠加后,深度为14.215.2 mm时缺陷衍射波脉冲将叠加增强,而此深度范围外的散射波叠加后将被抑制;最终,叠加后检测信号的信噪比将会提高。

图4 深度重采样TOFD重构信号
3 基于深度重采样的TOFD检测信号
定义检测信号信噪比,并分析深度重采样叠加算法对信噪比的改善效果,检测信号信噪比R定义为

(3)
式中:ASF为缺陷衍射波的最高幅值;ASN为缺陷波与底波之间噪声信号的最高幅值。
在每一位置提取检测信号,并对其进行深度重采样,分析各PCS下的检测信号信噪比。图5 (a)为PCS=36 mm时的检测信号,由于孔1和孔3距离钢板表面5 mm,且在检测盲区内,所以试验仅分析孔2的检测信噪比,由式(3)计算孔2的信噪比为2.68;图5(b)为不同(8组)PCS与检测信号信噪比的关系曲线,可以看出,所有检测信号的信噪比均低于2.8。
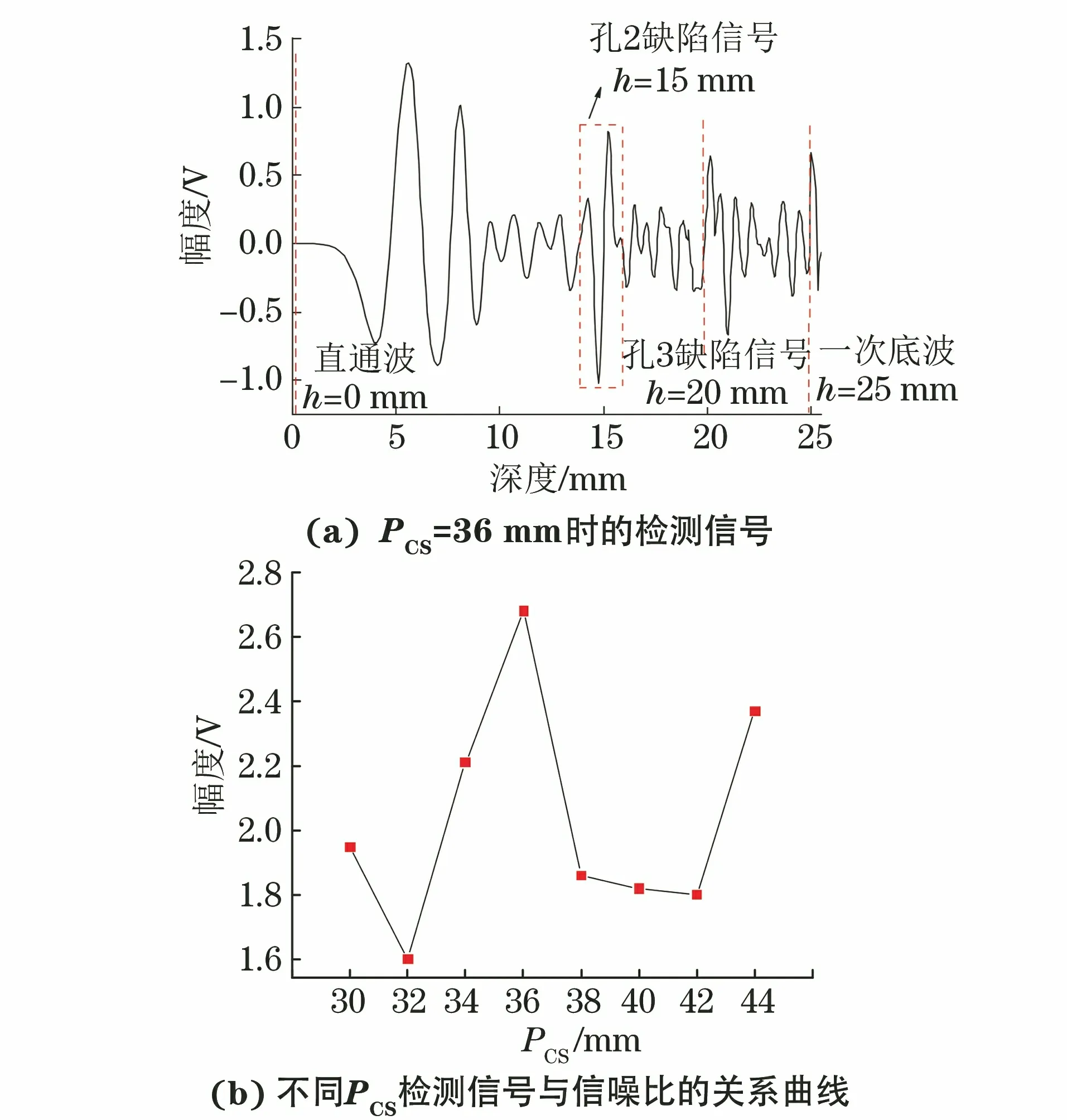
图5 PCS=36 mm的检测信号及不同PCS下的检测信号与信噪比的关系曲线
按深度重采样叠加算法对上述8个信号进行逐次叠加处理,在025 mm深度内以0.25 mm为间距进行插值处理,深度重采样叠加次数和检测信号信噪比关系曲线如图6所示。由图6可以看出,检测信号信噪比随叠加次数的增大而增大,当叠加次数达到8时,叠加后检测信号的信噪比最高可达4.82。叠加8次后的检测信号如图7所示。
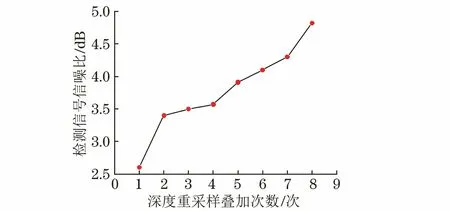
图6 深度重采样叠加次数和检测信号信噪比关系曲线
4 结论
(1) 基于TOFD检测信号的特点,提出了TOFD检测信号的深度重采样叠加算法,该算法可有效抑制奥氏体不锈钢焊缝TOFD检测信号的散射噪声,提高检测信号的信噪比。
(2) 在不同的PCS下,TOFD检测信号中的缺陷衍射波脉冲、直通波脉冲及底波脉冲均具有一致的相位;焊缝组织结构噪声脉冲则显示为随机变化的相位。
(3) 奥氏体不锈钢焊缝的TOFD深度重采样叠加信号信噪比随叠加次数的增大而增大,但过大将影响检测效率;在叠加8次后,TOFD检测信号的信噪比达到4.82,比未处理信号的最高信噪比提高了近82%。
猜你喜欢
中国特种设备安全(2022年3期)2022-07-08
现代仪器与医疗(2022年1期)2022-04-19
山东冶金(2019年5期)2019-11-16
北京航空航天大学学报(2019年9期)2019-10-26
山东冶金(2019年1期)2019-03-30
中学生数理化·八年级物理人教版(2017年10期)2018-01-22
雷达学报(2017年3期)2018-01-19
制造技术与机床(2017年8期)2017-11-27
中国铸造装备与技术(2017年3期)2017-06-21
中国神经再生研究(英文版)(2017年4期)2017-01-12