基于PLC的纱筒套袋控制系统设计
2021-07-01 00:02:30刘雅昆张成俊李冬冬戴健雄
武汉纺织大学学报 2021年3期
刘雅昆,张成俊,李冬冬,戴健雄
基于PLC的纱筒套袋控制系统设计
刘雅昆,张成俊*,李冬冬,戴健雄
(武汉纺织大学 机械工程与自动化学院,湖北 武汉 430200)
为解决企业纱筒送料、套袋和剪切纱料三个工艺步骤中工人劳动强度大的问题,根据企业的要求,设计出一种自动化的送料、纱料套袋及剪切的机械设备,根据生产过程的工艺动作,设计了机械结构与控制系统,实现了纱料的套袋和剪切过程的PLC自动化控制。控制过程做到了无人看守,同时送料的效率和纱料的剪切质量都显著提高,降低了工人的劳动强度和企业的人工成本。
机械设备;纱筒送料;剪切;自动控制;PLC
在鞋袜纺织品的生产过程种,需要对布料进行送料,套袋和剪切。送料、套袋和裁剪存在大量的手工作业,目前,仅在小范围可以应用半自动、纯机械的设备。随着市场对鞋袜纺织品的需求与日俱增,生产厂家必须提高送料、套袋和剪切的效率,从而保证该类产品的及时高效供应。因此实现自动化的纱筒套袋、送料和剪切具有重要的实践意义。
1 设计目的
纱筒套袋机的机构主要由机械系统、气动系统和电控系统组成[1]。该设备在水平方向,同一个水平高度上完成套入[2]动作。设备的目的是将圆柱体筒壳套进纱料里面去并剪断纱料。如图1所示,纱料和筒壳完成套袋和剪断纱料后的成品。

图1 纱筒套袋工艺图
2 纱筒套袋机设备结构及工作原理
设备总体结构如图2所示。该设备将排放不一的纱筒经过纱筒上料机构有序的排列在一起,在经传送机构[3]到达套入机构等待套纱。纱料装置在固定的纱台上,当纱筒在套入机构等待套入时,传感器将纱筒的位置状态信息传给PLC,PLC做出反应,控制牵引机构和夹纱机构动作。牵引机构到达预定位置给出信号,PLC接受信号并且给夹纱机构的夹爪信号,夹爪气缸张开。PLC根据纱料固定处的传感器传入的信息,判断纱料是否已经固定好并且在预定的位置。当纱料已经固定好并且传感器给出信号,这时PLC给出信号,夹爪动作夹取[4]纱料。牵引机构带动夹紧纱料的气缸一同运动到达预定位置。接着纱料裁剪机构由推送台到预定位置,剪切机构[5]张开然后剪切。
2.1 纱筒上料排序过程
纱筒上料机构主要由提升电机、机架、一定斜度的纱筒滑道、气缸、竖直挡板、光电传感器气缸磁性传感器组成。机构工作时,由提升电机将纱筒提升至纱筒滑道的入口处,入口处有光电开关1,在重力的作用下,纱筒从滑道入口下滑。此时光电开关1计数一次,当光电开关计数次数达到PLC的预设值[6]时,提升电机停止提升纱筒。已经计数的纱筒由挡块气缸2连接的挡板挡住,由于重力的作用和滑道的宽幅限制,纱筒在挡块气缸2的挡板前方停住并且已经排列好。挡板气缸1连接的挡板在挡板气缸2的前方处于上极限位置和挡板2正好相差一个纱筒的直径。

图2 机器总体结构图
挡板气缸3、4位于滑道上挡板气缸2的后方,具体位置就是纱筒被套入的工位。此时挡板气缸1下运动把和挡板2接触的纱筒和后面的纱筒剥离出来,当挡板气缸1到达下极限时,气缸1下端的磁性传感器被触发,PLC接受信号并触发挡板气缸2向上运动。被剥离的纱筒此时顺着滑道下滑,经过挡板气缸3,此时的挡板气缸3处于上极限不会挡住纱筒的下滑,直到纱筒下滑到达挡板气缸4被挡住。此时挡板气缸4处的光电传感器被挡住,传感器触发。PLC接受信号并触发挡板气缸3向下运动到下极限,同时挡块气缸1上运动到上极限,挡块气缸2下运动到下极限。
被挡板1挡住的纱筒因为挡板1的上升和自身重力作用下,顺着滑道到达挡板2的前端并且被挡板2挡住。挡板1的上极限磁性传感器,挡板2的下极限磁性传感器,已经挡块气缸1处的光电传感器同时被触发。PLC根据输入信号并做出下面反应,挡块气缸1向下运动剥离第二个纱筒,同时挡块气缸2向上运动,被剥离的第二个纱筒顺着滑道下滑,直到被挡块气缸3处的挡板挡住并触发挡板出的光电传感器。PLC根据此时的输入信号信息,挡块气缸1再次向上运动,挡块气缸2再次向上运动。被挡块气缸1挡住的纱筒顺利滑道挡块气缸2的挡板前被挡住。等待下一次的剥离。在纱筒被剥离的过程中,光电开关2同时也作为减计数开关,每次被挡,PLC用来给纱筒计数的计数器就减一,当计数器的值小于设定值时,提升电机开启,给送料架子提供纱筒。
2.2 套纱和剪切过程
套纱和剪切机构主要由安装机架、纱筒推送机构、牵引机构、夹爪气缸、剪切推送台,剪切气缸、光电传感器、磁性传感器和纱料台组成。工作过程:当纱筒到达预定位置,位于两个纱筒固定区域的光电传感器被挡住,PLC接收信号并触发牵引机构前进,牵引机构是由牵引气缸筒通过连接板连接夹爪气缸组合而成。当牵引机构前进,夹爪气缸被带动一起前进,同时夹爪气缸的夹爪张开。当牵引机构到达前极限,牵引气缸的前极限磁性开关被触发。纱料台的纱料已经准备好,光电开关就会被遮挡,信号传入PLC。牵引气缸的前极限磁性开关和纱料台的光电开关同时被触发,PLC给出信号。夹爪气缸夹紧纱料,牵引机构通过连接板带动夹爪气缸往回运动,这样纱料就被牵引出来并且张紧了。当牵引机构带动夹爪气缸牵引纱料到达后极限位置,剪切推送台推动张开的剪切气缸到达预定的位置,同时纱筒推送气缸推动纱筒套入纱料内并且剪切气缸剪断纱料,完成一次套纱和剪切的过程,然后各气缸复位。
3 气压传动系统设计
通过对纱筒套袋机的工作原理分析,设计了气动控制系统[7]。控制系统回路如图3所示。由气源、气动三联件、电磁换向阀、气缸组成[8]。选用两位五通电磁换向阀,并通过控制电磁铁的通断电实行气缸的换向。为了在运行过程中较好的控制气缸的运行速度,同时在调试过程中提高调试效率,在每个气缸的进气主回路上加装调速阀。
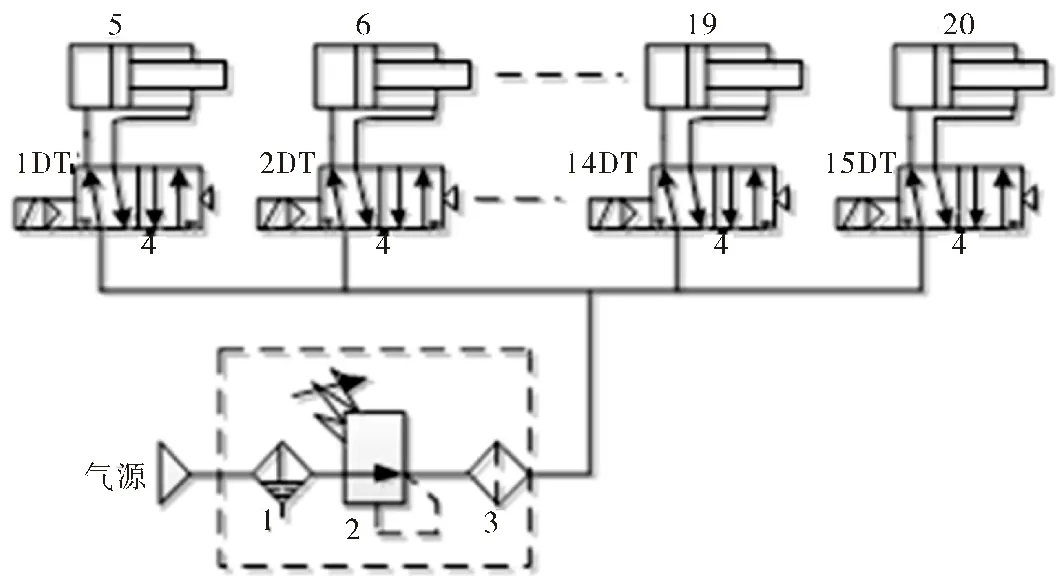
1.分水滤气器,2.减压阀,3.油雾器,4.二位五通电磁换向阀,5.挡块气缸1,6.挡块气缸2,19.夹爪气缸1~4,20.夹爪气缸5~8.
4 PLC控制系统设计
套纱和剪切机采用PLC控制。为使纱筒定位准确,纱筒进料区选用高精度光电传感器。此外,考虑到环保和结构的简单可靠,纱筒进料区定位机构、纱筒推送机构、纱料牵伸机构、剪纱台机构、剪切机构均采用气缸驱动控制。为了方便操作、调试和监控,采用触摸屏实现人机对话,满足套纱和剪切的需要。
4.1 PLC输入输出点的分配
如表1所示,根据控制需要,需满足输入点55个,输出点31个,选用COTRUST-226H晶体管型PLC,由于输入输出点不够用,所以扩展两个EM223数字量输入输出模块。此外添加停止复位按钮,使每次开机都能初始化复位。
4.2 PLC程序流程设计
PLC控制程序采用顺序控制的形式,按设定的顺序,逐步执行。顺序功能图属于一种图形化编程方法,是用流程图表示一个顺序过程,包括步骤、转化条件及有向连线。为了方便PLC控制程序的编写,根据纱筒套袋机设备的运行流程绘制的控制流程图如图4所示。按照控制流程图绘制了图5所示的PLC程序顺序功能图。
5 结论
本研究设计了纱筒套袋机的机械结构,气动以及PLC控制系统,编写了相应的控制流程图和程序顺序功能图,对后续设备的改进提供了实物和理论基础。纱筒套袋机构上,根据纱筒的形状特点,特别的利用重力的作用,设计上料的滑道和纱筒的固定区域,使纱筒能高效的定位。本纱筒套袋机,操作简单灵活,节约人力成本,提高了纱筒套袋的效率和纱料剪切的质量。
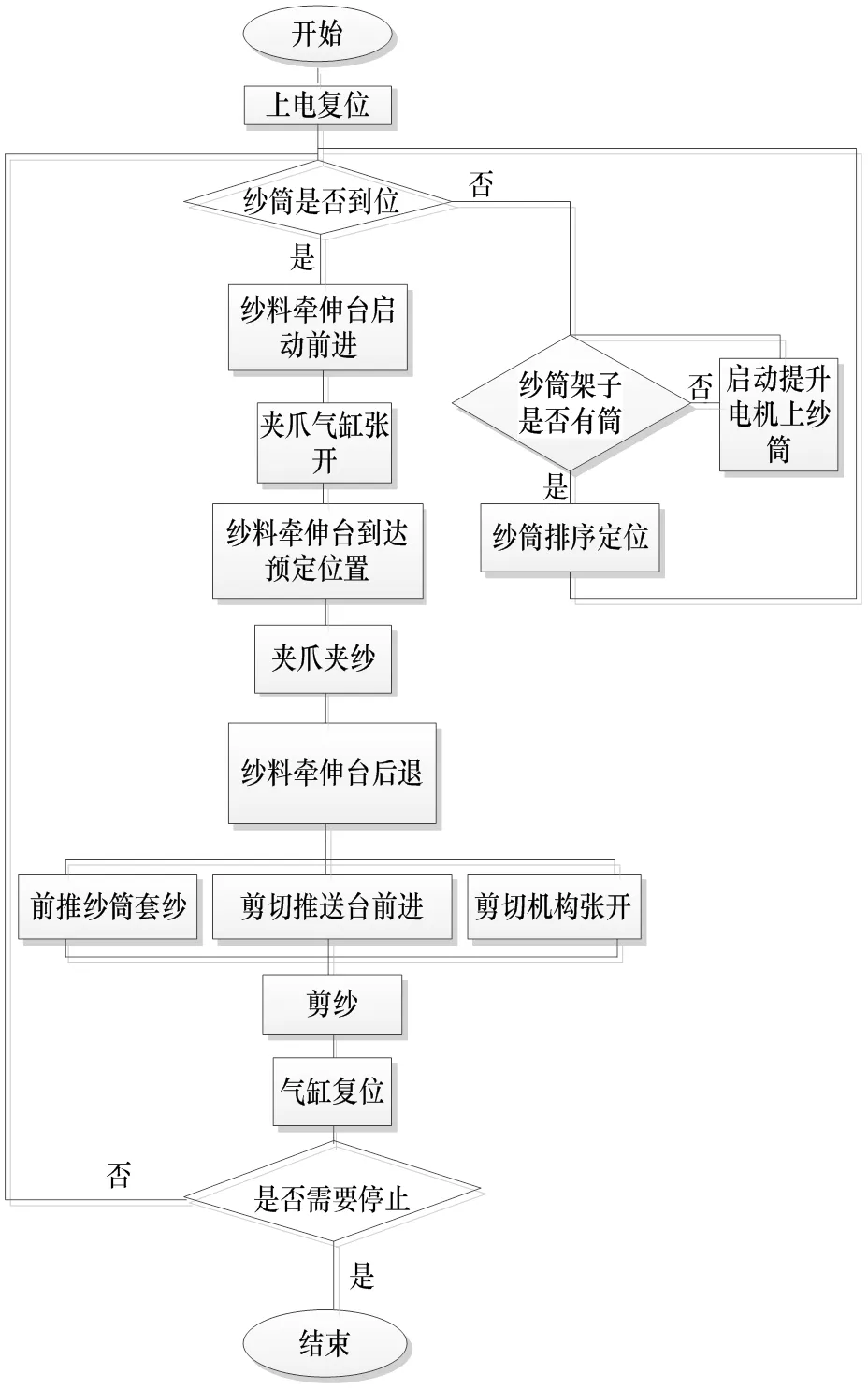
图4 PLC控制流程图
[1] 李静, 梁文波. 基于PLC的农用挖掘机电气控制系统的设计[J]. 农机化研究, 2021, 43(04):221-224+229.
[2] 张克平, 田佳壮, 李妙祺, 等. 基于PLC气动式水果套网包装机自动控制系统设计[J]. 中国农业大学学报, 2019, 24(03): 117-125.
[3] 刘子建, 魏翔翔, 潘松军. 新型烟支高速传送装置优化设计与仿真[J]. 机械设计, 2016, 33(08): 15-20.
[4] 李雅倩, 高国琴. 并联机器人夹持机构水果夹取控制研究[J]. 自动化与仪表, 2020, 35(06): 30-35+53.
[5] 周好斌, 付新宇, 刘嘉琪, 等. 基于PLC的焊接线自动剪切控制系统设计[J]. 西安石油大学学报(自然科学版), 2019, 34(06): 103-107.
[6] 梁毅灵, 牛峥. 特高压直流换流变PLC控制系统“过负荷”信号逻辑分析[J]. 新型工业化, 2020, 10(01): 20-24.
[7] 宋玉宝, 赵国新, 刘昌龙, 等.气动伺服系统的BELC压控制[J]. 机械设计与制造, 2020, (07): 111-114.
[8] 潘平盛. 自动化生产线搬运机械手控制系统的设计研究[J]. 机械设计与制造, 2020, (04): 8-11.
Design of Control System for Bobbin Bagging Based on PLC
LIU Ya-kun, ZHANG Cheng-jun, LI Dong-dong, DAI Jian-xiong
(School of Mechanical Engineering and automation, Wuhan Textile University, Wuhan Hubei 430200, China)
In order to solve the problem of high labor intensity of workers in the three process steps of bobbin feeding, bagging and yarn cutting, according to the requirements of the enterprise, an automatic mechanical equipment for feeding, bagging and shearing of yarn is designed. According to the technological action of the production process, the mechanical structure and control system are designed. The PLC automatic control of bagging and shearing process of yarn is realized. At the same time, the feeding efficiency and yarn cutting quality are improved significantly. It reduces the labor intensity of enterprise workers and the labor cost of enterprises.
mechanical equipment; bobbin feeding; shearing; auto-control; PLC
张成俊(1979-),男,教授,研究方向:机电一体化控制、针织机械设计与控制.
TH692
B
2095-414X(2021)03-0003-04
猜你喜欢
特产研究(2024年1期)2024-03-12 05:40:10
中学生数理化·自主招生(2023年3期)2023-03-17 02:35:02
今日农业(2022年15期)2022-09-20 06:54:16
环球市场(2021年33期)2021-12-17 17:55:34
电站辅机(2021年4期)2021-03-29 01:16:52
装备制造技术(2020年11期)2021-01-26 00:39:04
四川建筑(2020年1期)2020-07-21 07:26:06
四川水泥(2017年9期)2017-11-03 06:33:35
商业文化(2017年26期)2017-03-20 03:26:48
山西果树(2014年3期)2014-07-15 20:53:05