Cu663合金表面石墨-铜三维复合润滑层的构筑与摩擦学性能研究
2021-06-30 03:13:16黄国威樊舒凯樊恒中苏云峰宋俊杰
摩擦学学报 2021年3期
黄国威, 樊舒凯, 李 婷, 孙 涛, 樊恒中*, 苏云峰, 宋俊杰
(1.兰州理工大学材料科学与工程学院 省部共建有色金属先进加工与再利用国家重点实验室,甘肃 兰州 730050;2.中国科学院兰州化学物理研究所 固体润滑国家重点实验室,甘肃 兰州 730000)
机械装备运动零部件的摩擦、磨损和润滑已成为影响机械系统能源效率、性能提升、服役可靠性和寿命的共性问题.据统计,机械运动部件摩擦、磨损致使大约60%的机械零部件发生故障或失效,严重情况甚至会造成灾难性事故[1-3].铜合金及其复合材料因具有高导热性、耐腐蚀性、抗冲击性、优异的导电性和易于加工等优点,广泛应用于航空航天、轨道交通和海洋工程等领域的机械装备运动部件(滑动轴承、导轨、轴瓦、动密封和刹车片等)中[4-7].随着我国现代工业和高技术的快速发展,机械装备服役环境越来越严苛,对运动部件用材料的服役环境、使用可靠性和服役寿命提出了更高的要求,其关键运动部件长期服役于高/低温、高/低速、强震动以及强腐蚀环境.传统将固体润滑剂(包括石墨、MoS2、WS2、CNTs和石墨烯等)与铜基体通过粉末冶金方法机械混合烧结制备的铜基复合材料因润滑相分布不均匀易造成服役过程中摩擦表面局部磨损严重,摩擦系数不稳定[8].此外,润滑相的加入破坏了金属基体相的连续性,引入弱界面相易导致铜基复合材料抗冲击性能较差,显著降低了铜基复合材料的服役可靠性和使用寿命[9-10].采用传统粉末冶金方法制备的铜基复合材料已不能满足现代装备运动部件的性能要求.
近年来,研究人员利用表面改性技术在改善铜合金表面摩擦学性能方面开展了大量研究工作,主要有激光涂覆/熔覆技术、电子束表面熔凝技术、离子束表面注入技术、化学表面镀、机械合金化、表面微织构以及表面喷涂技术[11-18].研究结果表明,表面改性技术在不破坏基体材料的基础上,可以显著改善铜合金表面硬度和摩擦学性能,但因铜合金本征特性,现有的表面改性技术仍然具有一定局限性,主要表现如下:(1)铜合金自身对激光吸收率低,极大限制了激光表面改性技术在铜合金表面的应用;(2)硬质涂层/薄膜与低硬度的铜合金基体界面结合较差,应用可靠性和服役寿命无法保障;(3)现有的表面改性技术在复杂形状零部件表面改性能力较差,且后期加工易造成表面损伤.针对以上问题,研究人员尝试通过表面改性层的设计、引入梯度层和工艺创新研究,一定程度上改善了铜合金表面改性技术存在的不足,但相关研究缺乏系统性[19-22].
基于以上背景,本文作者针对传统铜基复合润滑材料以及铜合金表面改性技术的不足,借助激光表面加工技术,将柔性石墨纸加工制成规则多孔结构,在铜合金表面创新设计并制备出石墨-铜三维复合润滑层结构.系统研究了不同织构图案和不同结构参数的三维复合润滑层表面与不锈钢配副在干摩擦和海水腐蚀环境下的摩擦学性能,分析和探讨了摩擦磨损机制,并进一步考察了石墨-铜三维复合润滑层在海水腐蚀环境中的耐蚀性和腐蚀机理.
1 试验部分
选用商用Cu663(Cu-6Sn-6Zn-3Pb: 约6%Sn, 6%Zn,3%Pb, Cu余量)粉末(≤ 80 μm)为基体材料,厚度为0.3 mm的柔性石墨纸,铜合金表面三维复合润滑层结构整体设计思路和制备流程如图1所示,以下为试验样品具体制备步骤.
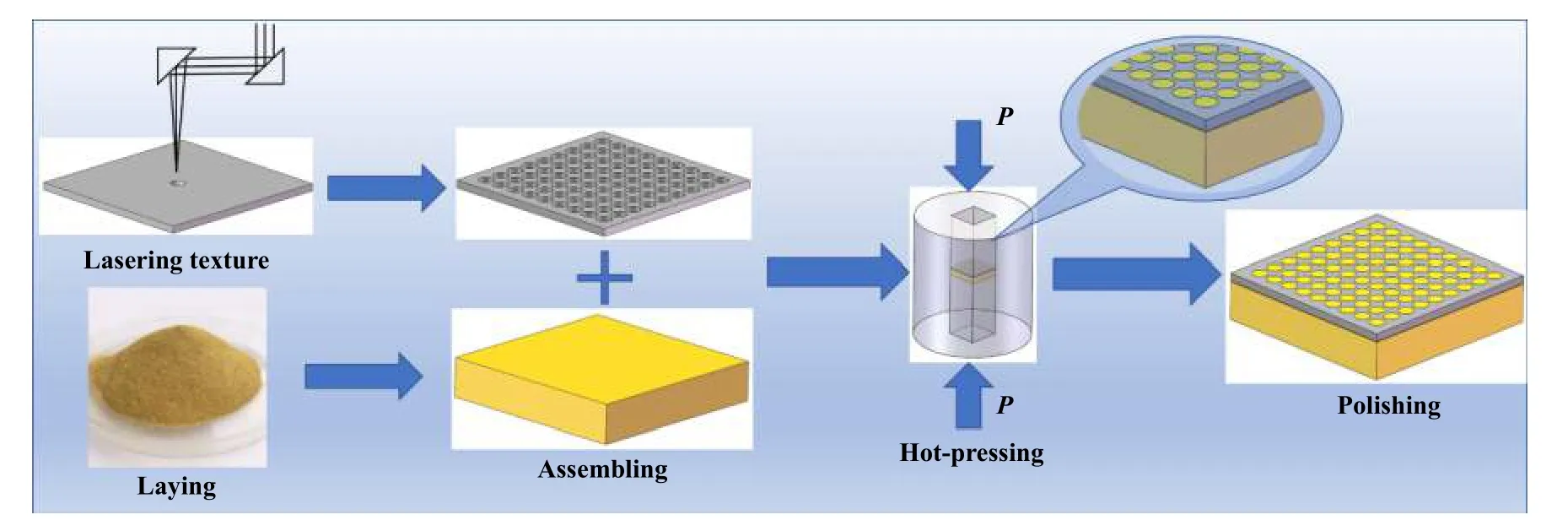
Fig.1 The schematic of fabrication process for the copper-graphite surface composition-lubricating layers图1 表面石墨-铜复合润滑层制备工艺示意图
1.1 激光织构柔性石墨纸
采用激光微加工技术在柔性石墨纸表面加工规则多孔图案,激光选用调Q的Nd:YAG 脉冲激光器.通过多次调试和工艺参数优化,最终确定激光加工参数如下:激光波长355 nm,功率为9.41 W,脉冲宽度为9 μs,扫描速度为200 mm/s,扫描次数为150次.本试验加工了圆形和矩形两种不同规则图案的多孔柔性石墨纸,图案尺寸参数主要包括圆形图案的直径、中心间距,矩形图案的长宽、纵向间距、横向间距及石墨密度,具体图案和尺寸参数如图2和表1所示.两种图案对应的表面石墨密度保持一致,表面石墨密度(ε)的计算公式由式(1)给出.
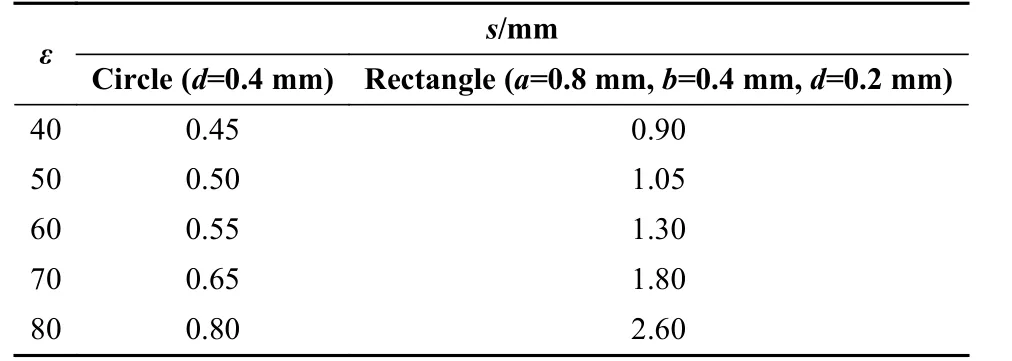
表1 两种织构图案的尺寸参数Table 1 The parameter of two micro-patterns

式中:S表示每一个独立单元图案的面积;n表示独立织构图案的数量;L是矩形石墨纸的长度,最终获得表面石墨密度为40%、50%、60%、70%和80%的两种不同图案的多孔石墨纸.
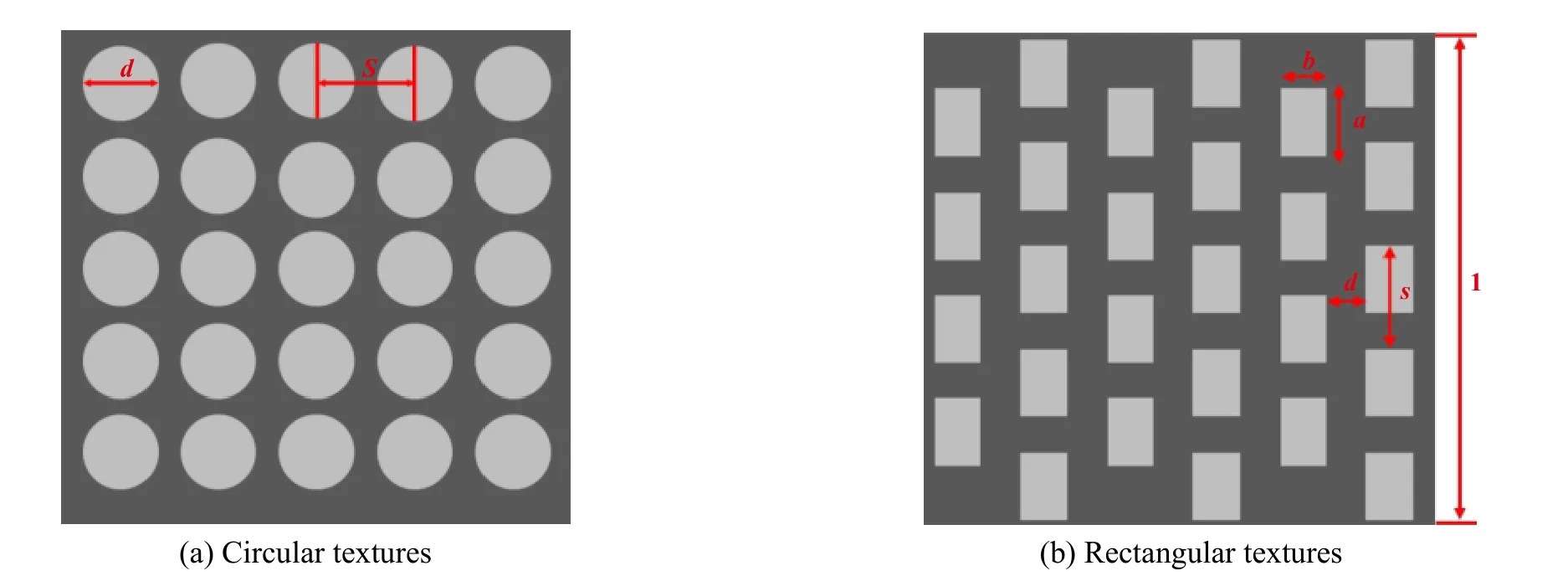
Fig.2 Schematic diagrams of lasered surface textures of graphite papers图2 织构图案示意图
1.2 表面三维复合润滑层的制备
将预定质量的Cu663粉体置于钢模具中铺平,再将激光织构加工后的柔性石墨纸放于顶部,并铺上少量Cu663粉以填充柔性石墨纸孔洞,冷压成型得到铜合金基体表面石墨-铜三维润滑层结构材料素胚.将素胚在真空热压烧结炉中进行烧结,烧结温度为795 ℃,压力为23 MPa,保温保压60 min,烧结过程中真空度保持在1×10-2Pa以下,随炉冷却后得到表面石墨密度分别为40%、50%、60%、70%和80%,尺寸为25 mm×25 mm×(4~5) mm的铜基表面石墨-铜三维复合润滑层(Cu-G)的样品,作为对比,采用同样的工艺参数制备了无表面润滑层的Cu663合金块体材料.以样品表面石墨密度命名,如Cu-40G表示具有40%表面石墨密度的表面三维复合润滑层的复合材料.
1.3 摩擦学性能测试
采用美国UMT-3摩擦磨损试验机测试其摩擦学性能,接触方式采用栓-块接触,以往复运动的形式在样品表面进行摩擦试验.选用φ3 mm的不锈钢栓(12Cr17Ni7)作为摩擦配副材料,硬度约为200HV,表面粗糙度约为0.05 μm(Ra).试验工况如下:载荷20 N(对应2.8 MPa的接触压强),频率为5 Hz(对应滑动平均速度为49.5 mm/s),线性全振幅为4.95 mm(由仪器所决定的最大行程),摩擦学测试在室温20 ± 2 ℃以及25% ± 5%的相对湿度条件下进行.在摩擦试验开始前先将所有样品表面抛光,使表面粗糙度Ra保持在0.1~0.3 μm的范围,并用乙醇棉球清洗表面污物.作为比较试验,本试验还研究了相同条件下无表面润滑层的Cu663合金的摩擦学性能.同时,在相同测试条件下,考察了材料在标准海水环境中的腐蚀特性和摩擦学性能.本试验中所有样品至少测试3次,每次测试结束更换新的配副,试验结果取3次数据平均值.
1.4 微观结构和磨损表面表征
使用配备X射线能谱分析(EDS)检测器的扫描电子显微镜(SEM,日本,JSM-5600LV)表征分析铜合金表面石墨-铜三维复合润滑层初始和磨损表面的形态特征.使用X射线衍射仪(XRD)表征石墨-铜三维复合润滑层的相结构.使用三维表面轮廓仪(VHX-5 000,Keyence)测量样品表面粗糙度,并通过分析软件计算每个磨痕的磨损量损失,磨损率通过Archard方程计算,如式(2)所示.

其中:V表示磨损体积,单位mm3;S表示总滑动距离,单位m;F表示摩擦试验中施加的法向载荷,单位N.
2 结果与讨论
2.1 表面石墨-铜三维复合润滑层形貌与微观组织
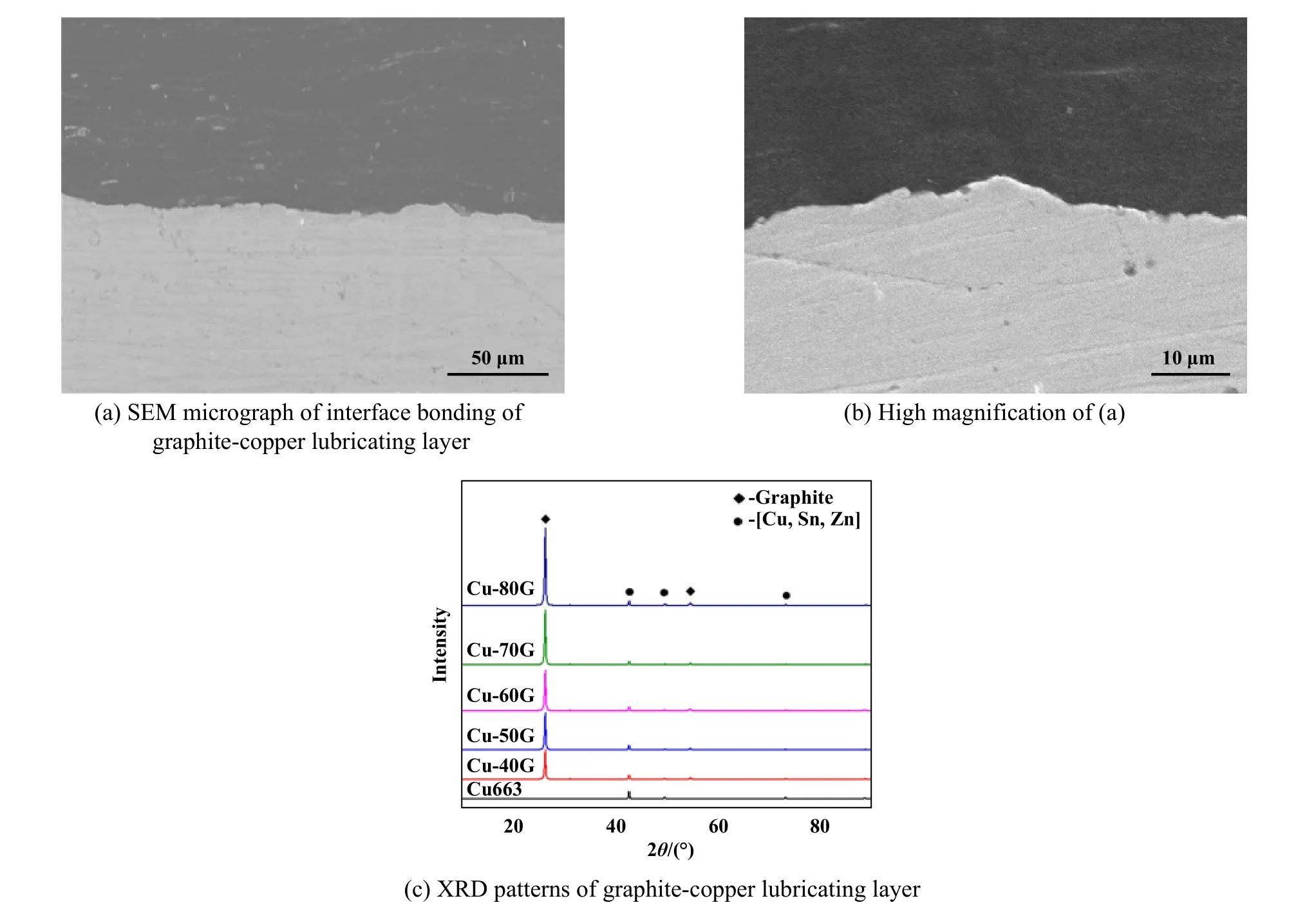
Fig.3 SEM micrographs and the XRD patterns of graphite-copper lubricating layer图3 表面石墨-铜自润滑层结合界面SEM图像和XRD图谱
图3 (a)和(b)分别给出了铜合金表面石墨-铜三维复合润滑层横截面形貌的SEM照片,图3(c)给出具有不同表面石墨密度三维复合润滑层的XRD衍射峰谱图.从图3(a)SEM照片可以看出,通过冷压成型和热压烧结制备的表面三维复合润滑层(柔性石墨纸)与基底界面结合良好,无明显孔洞和裂纹等缺陷,界面清晰可见.进一步对石墨-铜界面微观结构表征分析,烧结过程的外加压力和石墨-铜互嵌结构设计使铜和石墨界面实现机械互锁结合[图3(b)].从XRD谱图[图3(c)]中可知,除了Cu663合金的峰(Cu、Sn、Zn)之外,试样仅包含石墨的特征峰,无新物相的衍射峰,表明热压烧结过程中石墨与铜合金基体的界面处没有发生化学反应.
图4给出了不同图案和尺寸参数的表面石墨-铜三维复合润滑层典型SEM照片.由图4可以看出,采用激光刻蚀,可以将柔性石墨纸加工出尺寸可控、规则排列的多孔结构,通过改变相邻纹理之间的尺寸参数可以实现润滑层表面石墨密度的调控.抛光处理后的样品表面光滑且图案清晰可见,经过真空热压烧结后的圆形图案[图4(a~c)]和矩形图案[图4(d~f)]结构保持完整,界面结合良好,无明显孔洞和裂纹等缺陷,柔性石墨纸被铜合金基体通过互锁来固定,形成三维网络结构,石墨密度从40%增至80%.
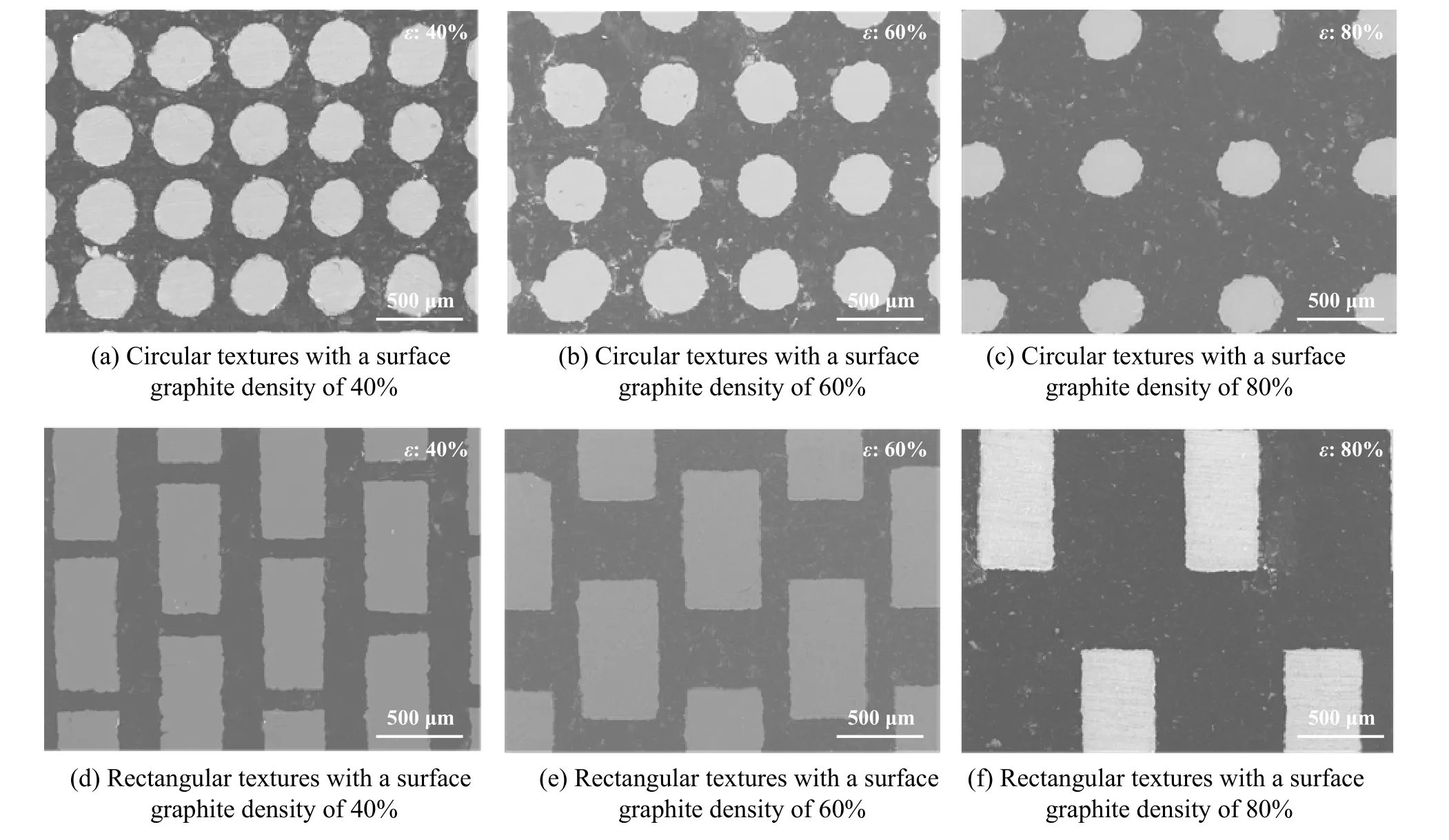
Fig.4 Typical SEM micrograph of the layer surfaces图4 具有不同图案和参数的表面自润滑层的SEM图像
2.2 表面石墨-铜三维复合润滑层在干摩擦条件下的摩擦学性能
图5 为两种图案类型及其不同尺寸参数的表面石墨-铜三维复合润滑层和对照样品的摩擦系数和磨损率测试结果.从图5(a~b)可以看出,在铜合金表面进行石墨-铜三维润滑设计可以大幅度改善铜合金材料表面的摩擦学性能,表面石墨-铜三维润滑层摩擦系数和磨损率最低(表面石墨密度为80%)可降低至0.11和(3.33 ± 0.93)×10−6mm3/(Nm),与无润滑层样品的摩擦系数0.53和磨损率(2.97 ± 0.56)×10−4mm3/(Nm)相比分别降低了80%和2个数量级.此外,图案类型和尺寸参数对表面润滑层摩擦学性能也有显著影响,随着表面石墨含量增加,两种类型图案润滑层的摩擦系数均呈下降趋势,而磨损率呈现相反趋势,随着石墨密度的增加显著增大,耐磨性能降低.图5(c~d)给出了典型的摩擦系数曲线,可以看出表面无石墨-铜润滑层的对照样品在整个摩擦过程中摩擦系数高且波动较大,而引入石墨-铜润滑层的样品摩擦系数低且平稳,表现出优异的摩擦学性能.由此可知,材料的减摩性能和耐磨性能随着石墨含量的增加呈现完全相反的规律,因此要获得具有优异的减摩耐磨性能的石墨-铜润滑层必须综合考虑两方面的因素.
此外,从摩擦系数和磨损率结果可以看出,在80%表面石墨密度下,圆形图案与矩形图案的摩擦学性能差异较大,当表面石墨密度小于80%时差异较小.导致磨损率差异较大的根本原因是配副材料不锈钢栓在圆形和矩形三维复合润滑层表面摩擦接触面上石墨与铜的含量不同,进而导致材料摩擦区域承载能力发生改变.为进一步阐明这一现象,图6给出了摩擦试验时的磨痕区域示意图,可以看出,矩形中的铜合金在排与排之间以交错分布方式排列,而圆形图案三维复合润滑层表面中铜合金在排与排之间以对齐方式排列.在摩擦过程中,随着表面石墨密度的增大,即当S增大时,表面铜合金含量分布急剧下降,矩形图案摩擦区域内铜合金分布明显比圆形图案中铜合金分布多.因此,矩形图案承载能力更大,耐磨损性能好,且随着石墨面密度的增大表现出更优异的耐磨损性能.
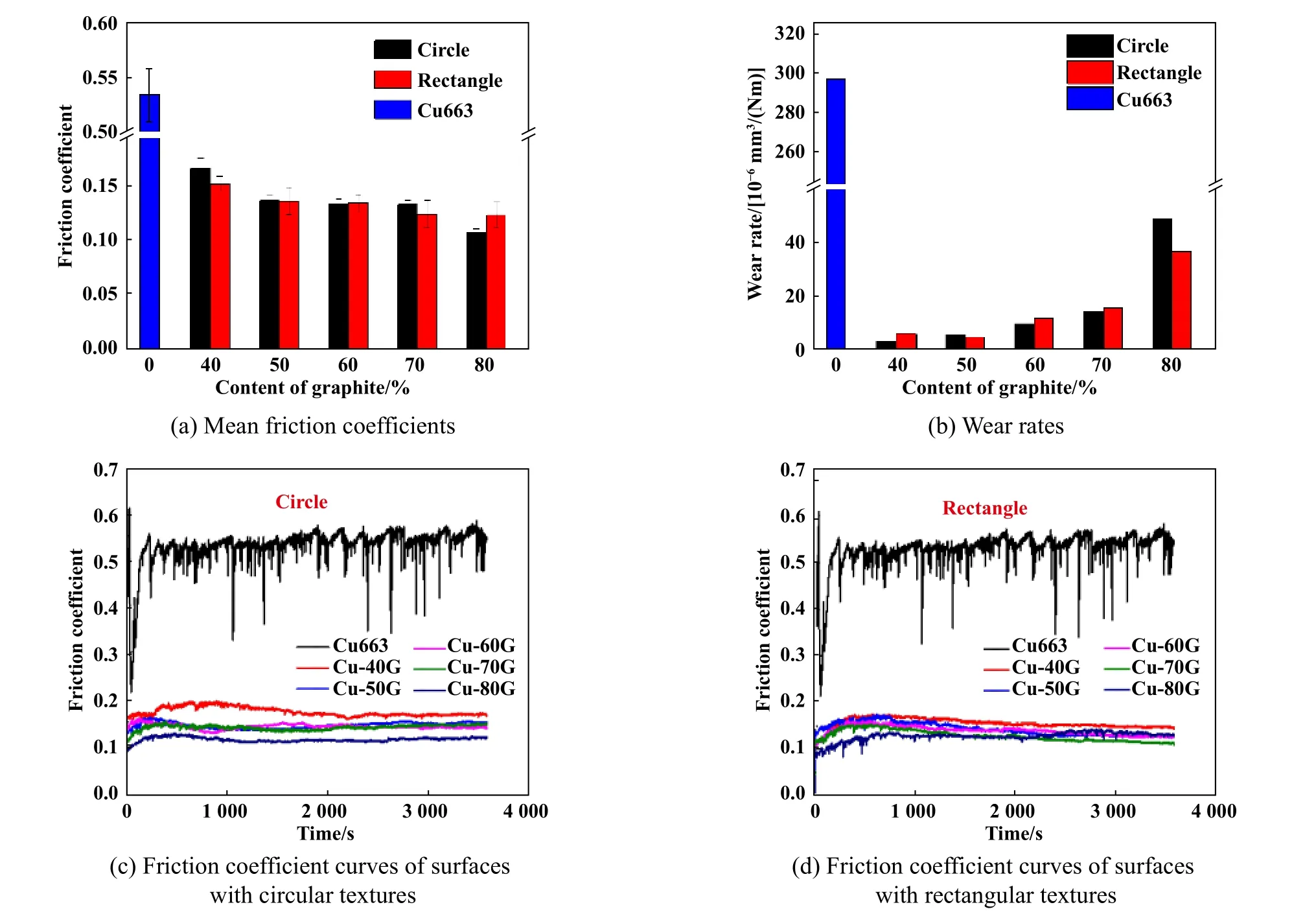
Fig.5 Tribological properties of Cu-G图5 石墨-铜表面自润滑层的摩擦学性能
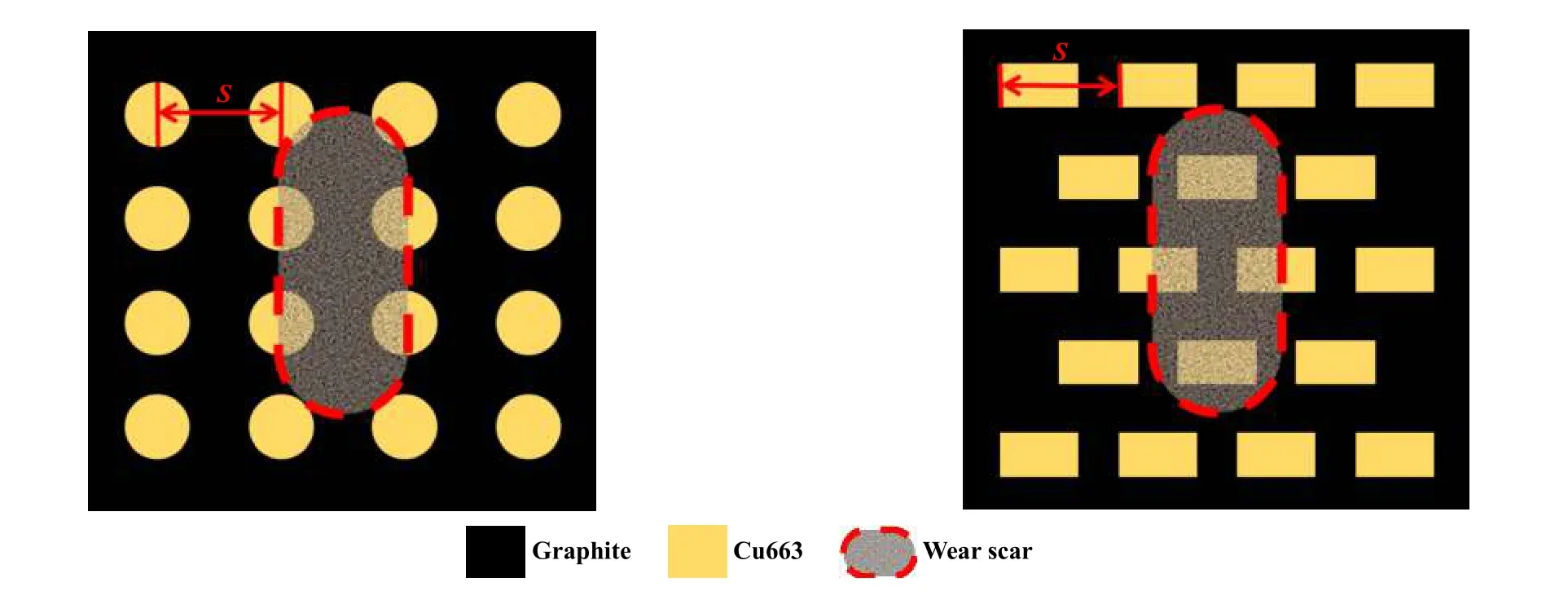
Fig.6 Schematic diagram of wear scar position on the surface graphite-copper composite lubricating layer图6 石墨-铜表面自润滑层磨痕位置示意图
为分析表面石墨-铜三维复合润滑层的磨损机理,对典型样品磨损表面显微形貌和元素分布进行分析,结果如图7所示.从SEM照片可以看出,对照样品铜合金表面发生严重的黏着磨损和磨粒磨损[图7(a)],EDS元素谱图中分布大量的Fe元素,表明配副材料不锈钢表面的磨损颗粒铁屑被转移黏着到铜合金摩擦表面[图7(a”)]),大量的硬质颗粒加速了样品和摩擦配副之间的磨损,这也进一步解释了摩擦系数波动大、磨损率高的原因.从典型的石墨-铜三维复合润滑层表面磨损形貌SEM照片[图7(b,c)])可以看出,石墨-铜三维复合润滑层表现出优异的抗磨损性能,样品表面经过长时间摩擦后磨损表面平整,表面图案形貌保持完整,未发现明显的磨粒磨损和犁沟产生.EDS元素谱图[图7(b’,c’)]显示磨损表面石墨摩擦发生滑移在铜合金区域上形成局部薄且均匀的润滑膜,该润滑膜能够显著降低材料表面的摩擦系数和磨损率.
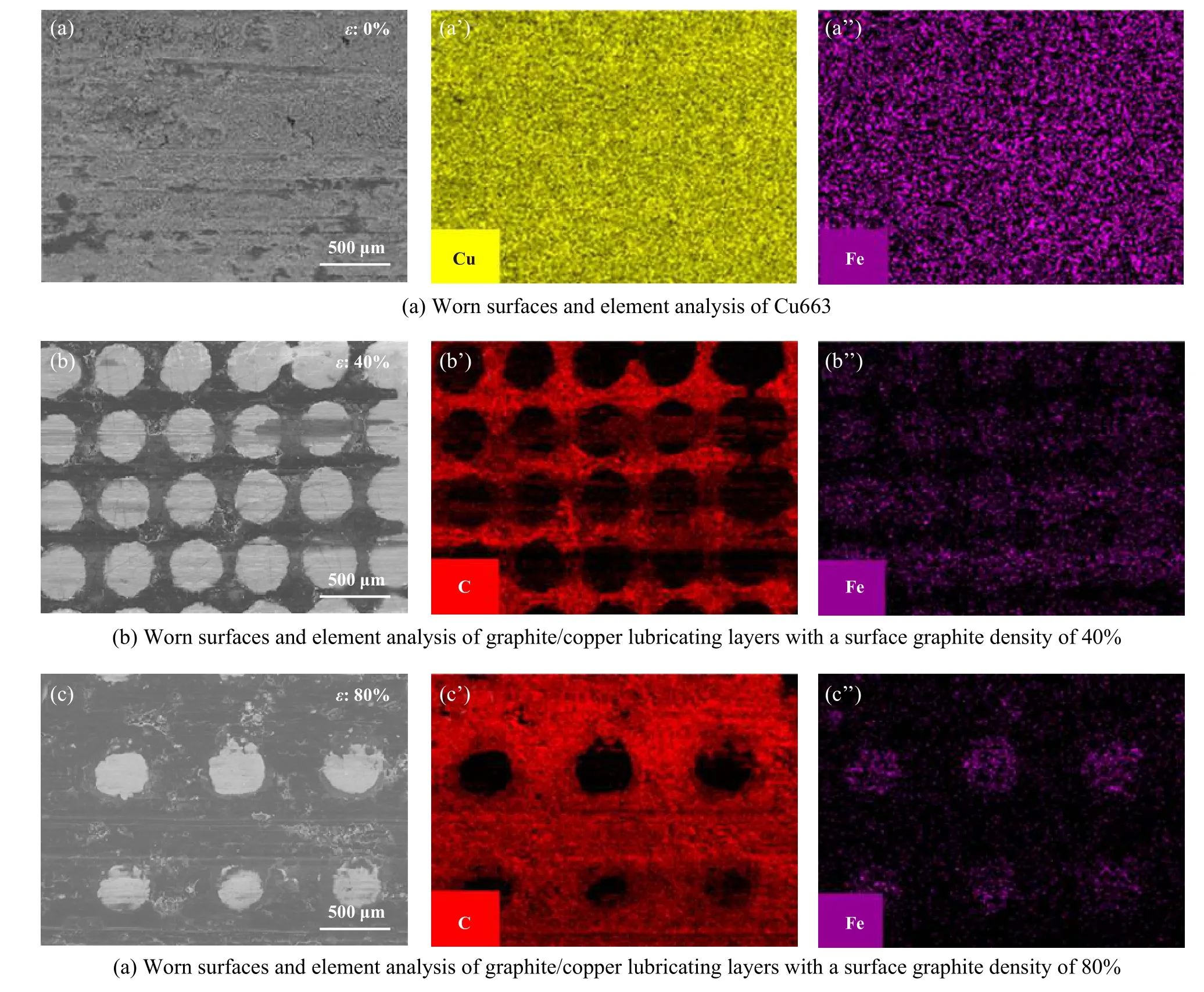
Fig.7 SEM micrographs and EDS maps of worn surfaces图7 石墨-铜表面自润滑层的磨斑形貌和元素分析
为进一步研究石墨润滑膜对材料表面的防护作用,对铜合金表面和石墨-铜润滑层的磨损表面微区特征进行分析,结果如图8所示.从图8(a)可以看出,铜合金表面在接触压力和摩擦剪切应力的作用下发生断裂,并被磨碎形成大量的磨屑,其磨损机理主要是黏着磨损和磨粒磨损.石墨-铜三维复合润滑层表面的磨损明显较小,铜周围区域的石墨通过切削、挤压剥落等方式发生剥离和滑移,分离出的片状石墨碎片在接触压力和摩擦剪切应力的作用下被拖覆沿滑动方向扩展形成润滑膜[图8(b~c)].此外,通过表面三维轮廓形貌可以更清楚地看到石墨-铜三维复合润滑层显著改善了铜合金表面的耐磨性,铜合金平均磨损深度约100 μm,比石墨-铜润滑层的平均磨损深度5 μm高约20倍(图9).
通过对石墨-铜三维复合润滑层的摩擦对偶表面进行磨损形貌和元素分析可知,摩擦对偶表面形成1层转移膜,其主要是C元素和少量的Cu元素[图10(b,d)],表明配副材料表面形成的转移膜主要是润滑膜,但少量的硬质铜颗粒在滑动过程中对转移膜进行挤压使其脱落破坏了转移膜的连续性,因此转移膜的破坏和生成是1个动态的过程.总而言之,摩擦对偶材料的表面未见明显的犁削和磨损,说明转移膜的产生有效抑制了配副材料表面的磨损.
图11给出了石墨-铜三维复合润滑层的减摩抗磨机理示意图.在摩擦初始阶段,铜合金基体和钢配副表面存在许多微凸体[图11(a)],在往复运动的过程中,微凸体以二体磨粒的形式存在并在摩擦表面犁削产生磨痕,其中部分微凸体破碎形成第三体磨屑加剧材料表面的磨粒磨损[23-24].同时,游离的磨屑和微凸体挤压石墨区域,并将石墨以鳞片状的形式剥离下来并滑移至铜合金区域,同时在摩擦剪切力的作用下形成润滑膜[图11(b)],部分游离的石墨相在接触压力的作用下粘附在摩擦配副表面形成转移膜.除了润滑膜的转移之外,摩擦表面之间还存在磨粒的交换.当摩擦过程进入稳定状态时,连续的润滑膜和转移膜完全形成[图11(c)],并不断被磨粒破坏导致部分脱落,直到润滑膜和转移膜的生成和剥离达到动态平衡.因此,材料在固体润滑膜的作用下表现出优异的减摩抗磨性能.
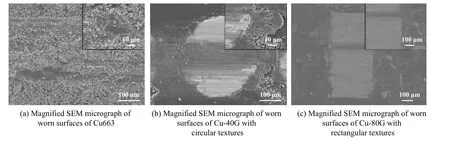
Fig.8 Magnified SEM micrograph of worn surfaces图8 石墨-铜表面自润滑层的磨斑形貌
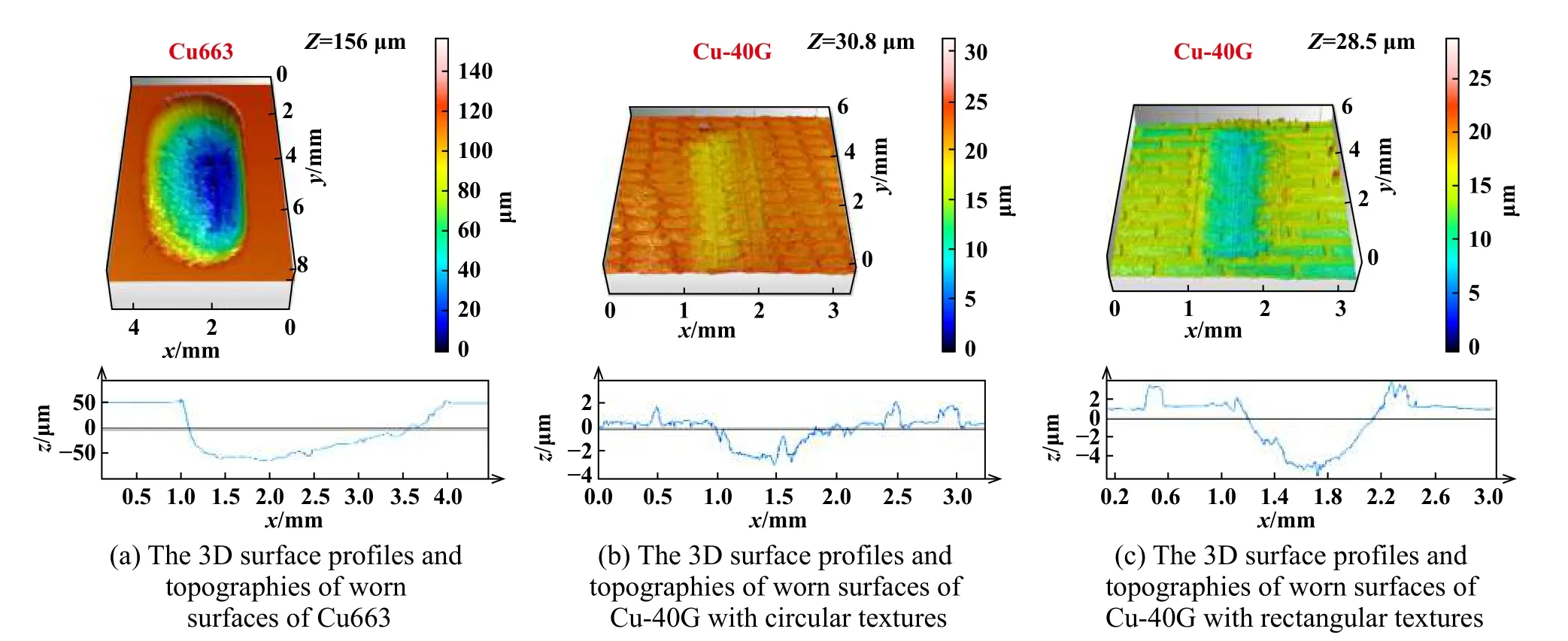
Fig.9 The 3D surface profiles and topographies of worn surfaces图9 表面磨斑三维轮廓图
2.3 表面石墨-铜三维复合滑层在海水环境下的腐蚀和摩擦学性能
针对Cu663合金在海水腐蚀环境中的广泛应用,进一步考察了铜合金表面石墨-铜三维复合润滑层在海水环境下的腐蚀性能和摩擦学性能.选择干摩擦下摩擦系数和磨损率较优的石墨密度为50%的样品作为考察对象.首先,通过电化学腐蚀测试仪比较Cu663合金和Cu-50G两种材料表面的耐腐蚀性能,结果如图11所示.Cu-50G的曲率半径远大于Cu663合金的曲率半径,表明石墨-铜润滑层具有更优异的抗极化性和更好的抗腐蚀能力[图12(a)],Cu-50G的优异耐腐蚀性还反映在低腐蚀电流和极化曲线中腐蚀电位的正偏移上[图12(b)].图12(c)给出了海水腐蚀环境下Cu663合金和Cu-50G的平均摩擦系数和磨损率,Cu-50G的摩擦系数和磨损率分别为0.23和(1.83 ± 0.59) × 10−5mm3/(Nm),分别比Cu663合金的0.43和(7.72 ± 0.87) × 10−5mm3/(Nm)降低了47%和76%.由此可见,海水腐蚀环境下铜合金表面石墨-铜三维复合润滑层具有优异抗腐蚀性能和摩擦学性能.
图13给出了样品腐蚀表面的SEM照片和EDS元素谱,可以看出Cu663合金腐蚀后表面粗糙,腐蚀区域产生大量凹坑,为典型的电化学腐蚀特征.相比而言,Cu-50G 的腐蚀表面腐蚀程度明显轻微且保持光滑,有少量的凹坑主要分布在石墨与铜的界面结合处[图13(d)].这主要是由于海水腐蚀环境下石墨-铜三维复合润滑层中Cu与石墨之间产生微电极,微电极的存在使得腐蚀一直集中在界面区域,有效抑制和保护了材料其他区域[25].从图13中Cl元素分布图可以看出,腐蚀产物为金属氯化物,如CuCl2、CuCl、SnCl2和ZnCl2.此外,在石墨相表面未检测到Cl元素,表明腐蚀产物仅存在于铜基体表面.
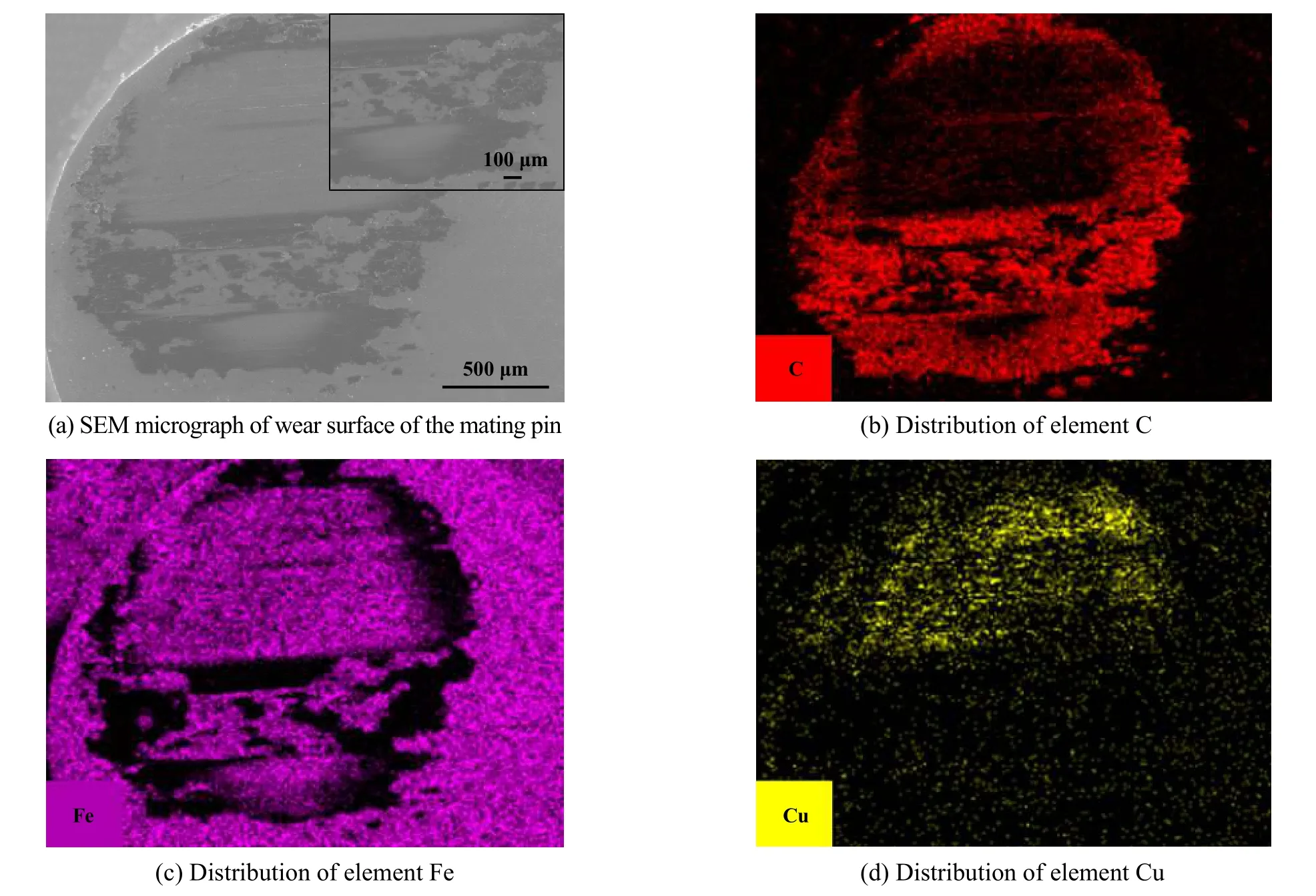
Fig.10 SEM micrograph (a) and distribution of elements (element C: b; element Fe: c; element Cu: d) of worn surface of the pin图10 配副材料的磨斑形貌(a)和元素分析(b~d)
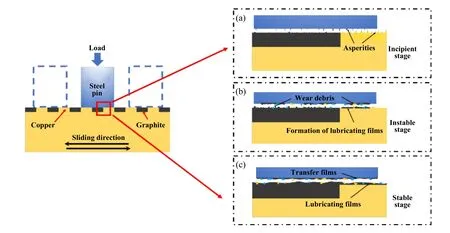
Fig.11 Schematic diagrams of wear mechanism of Cu-G图11 石墨-铜表面自润滑层润滑机理示意图
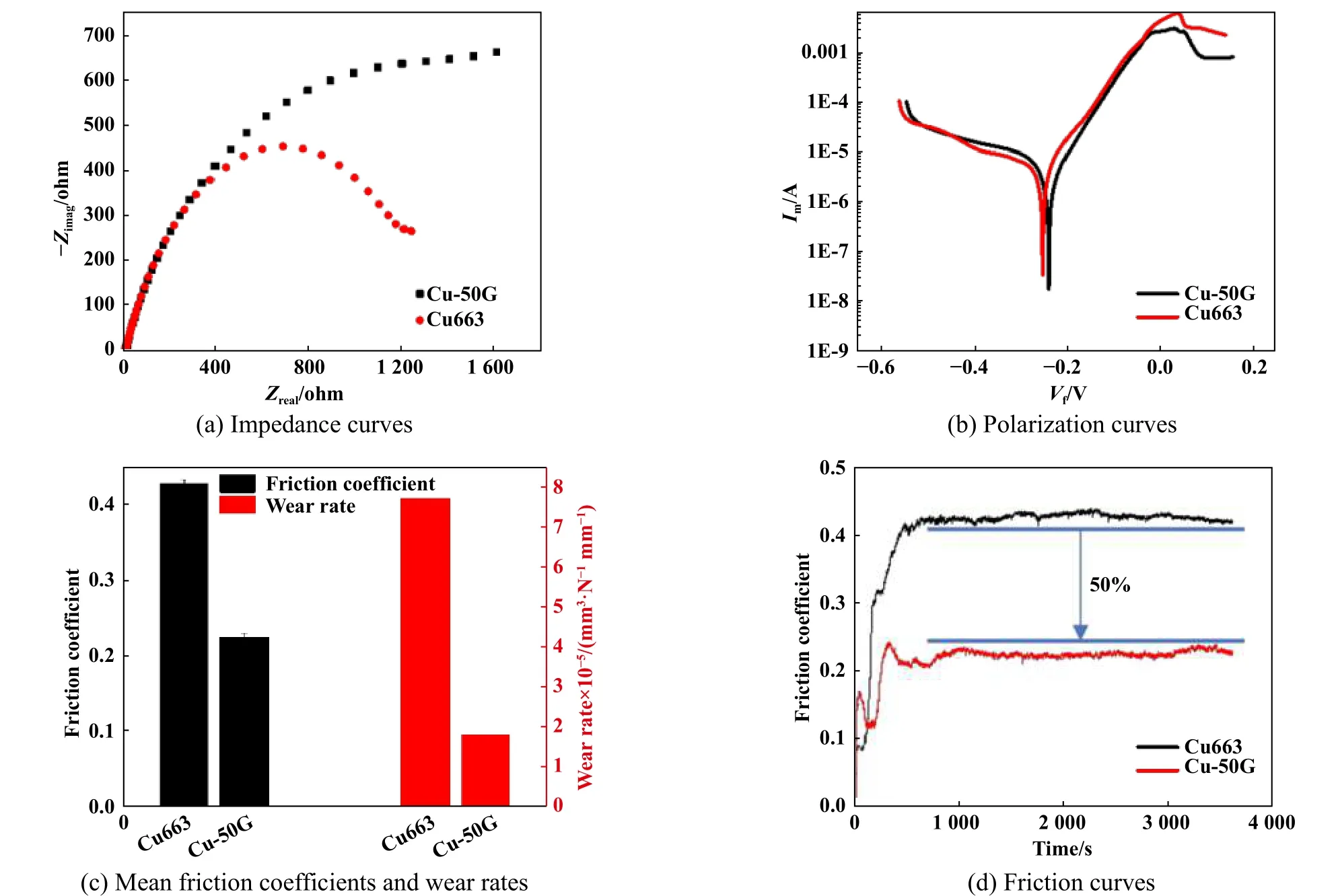
Fig.12 The electrochemical corrosion tests (a, b) and corrosion friction tests (c, d) of Cu663 and Cu-50G图12 Cu663合金和Cu-50G的电化学腐蚀测试(a,b)和腐蚀条件摩擦测试(c,d)
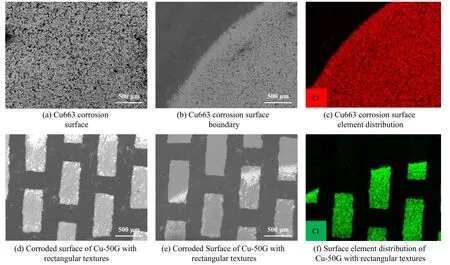
Fig.13 SEM micrographs (a, b, d, e) and distribution of Cl element (c, f) of corroded surfaces of Cu663 (a~c) and the Cu-50G with rectangular textures(d~e)图13 Cu663合金(a~c)和矩形织构图案的Cu-50G(d~e)的腐蚀表面SEM图像(a,b,d,e)和Cl元素分布图(c,f)
Cu663合金和Cu-50G三维复合润滑层在海水腐蚀环境下经过摩擦学测试后磨斑的SEM照片如图14所示.可以看出,Cu663合金在海水环境下磨损表面与在干摩擦条件下完全不同,海水环境下Cu663合金表面发生严重的腐蚀磨损和黏着磨损,并在摩擦表面形成腐蚀产物粘附于表面,因长时间摩擦作用而剥落产生大量的犁削[图14(b)].Cu-50G润滑层表面由于受海水的冲刷,未形成润滑膜[图14(c)],导致材料磨损率略有增加[26].由此可知,在腐蚀环境下,Cu-50G与Cu663相比表现出更优异的抗磨损性能.
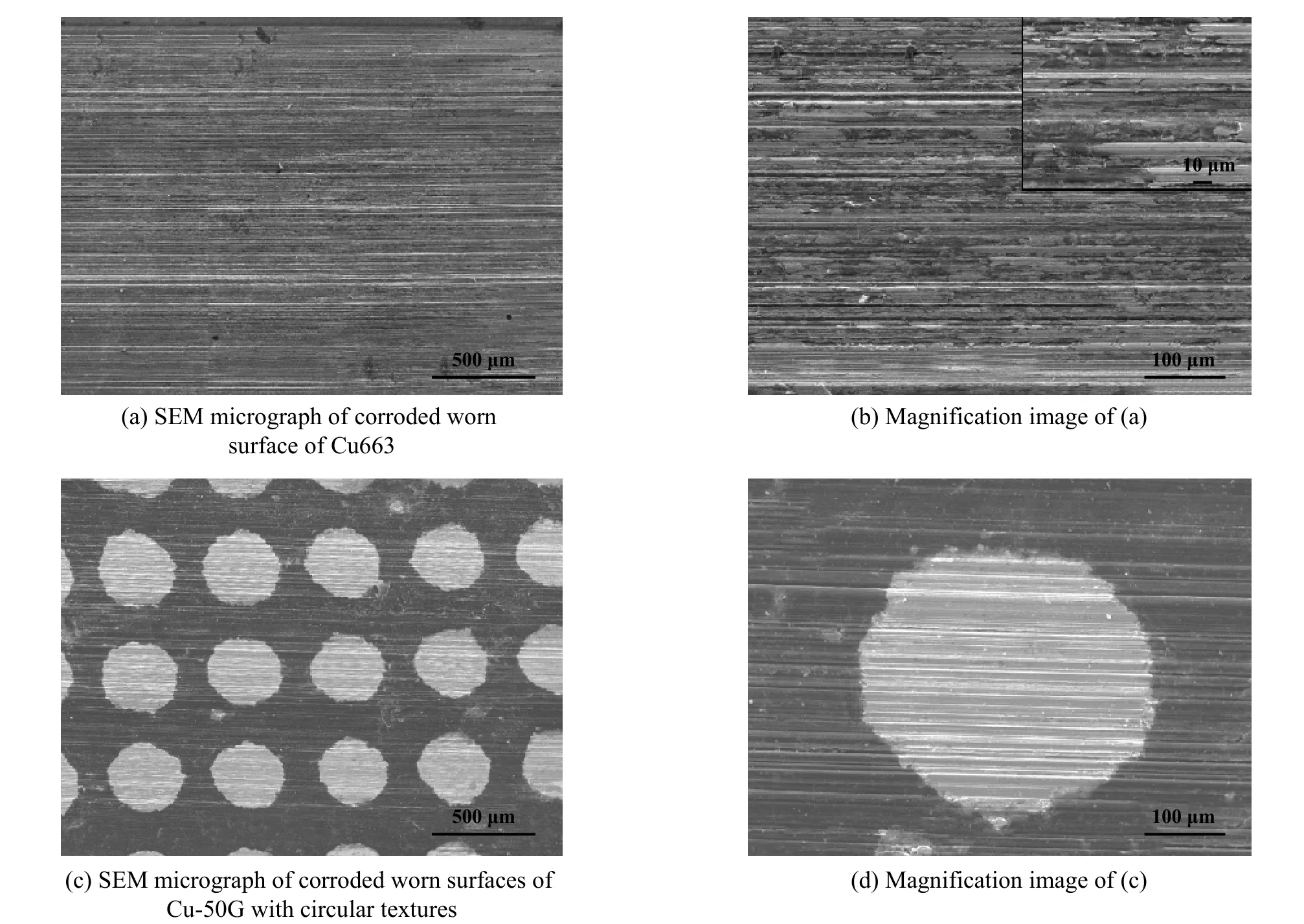
Fig.14 SEM micrographs (a~d) of corroded worn surfaces图14 腐蚀磨损表面形貌的SEM照片(a~d)
3 结论
a.将规则排列的多孔结构柔性石墨纸通过冷压成型和热压烧结在Cu663合金表面成功构筑了石墨-铜三维复合润滑层结构.
b.石墨-铜三维复合润滑层表面石墨面密度对材料干摩擦条件下的摩擦磨损性能具有显著的影响,通过图案纹理类型与几何参数的优化设计可有效调控材料表面的摩擦磨损性能.
c.在干摩擦条件下,随着表面石墨-铜三维复合润滑层石墨表面密度的增加,润滑层的摩擦系数呈明显下降趋势,而磨损率呈现上升趋势,当Cu663表面三维复合润滑层石墨面密度为50%时,材料表现出较为优异的摩擦学性能,其摩擦系数和磨损率相较于无润滑层的Cu663样品分别降低了73%和2个数量级.
d.在海水腐蚀环境下,表面石墨-铜三维复合润滑层亦表现出优异的耐腐蚀性能和摩擦磨损性能,究其原因主要是铜与石墨界面易产生微弱电极,有效抑制了材料其他区域的腐蚀速率.