
铝合金焊接的引进与研究应用
2021-06-23 01:46丁启飞赵毅廖焕珠海格力电器股份有限公司
钣金与制作 2021年6期
文/丁启飞,赵毅,廖焕·珠海格力电器股份有限公司
当红指数:★★★★★
拍卖价格:2.3亿人民币
拍卖地点:2005年伦敦
拍品产地:景德镇

铝合金材料具有密度小、强重比高、耐腐蚀、维护费用低及可循环利用等诸多优点,已经被广泛地应用于航空航天、建筑结构、桥梁、轨道交通工具等各重要领域。铝合金材料已成为机组结构轻量化的首选金属材料。
项目背景
随着我司开始涉足交通领域,大巴空调、船用空调、智轨空调等产品相继面世(图1)。为满足客户的机组轻量化要求,智轨空调、大巴空调等项目均采用铝合金材料。此类机组结构件进行焊接连接,需开发铝合金焊接工艺来满足需求。

图1 涉及的交通工具类型
项目综述
根据人、机、料、法、环、测全流程分析,根据铝合金焊接行业龙头标准,焊接资质需具备:明确的焊接工艺方式;完善的工艺指导文件,包括工艺评定报告、通用工艺文件、焊接工艺规程、焊接作业指导书等;环境温度大于20℃,环境湿度不超过65%,风速不超过2m/s,待焊接零件不允许与含碳量高的金属材料进行直接接触,焊接时不允许与其他材料焊接共处同一工位。焊工需通过相应材料焊工考试,具备相应焊工资质;具备铝合金材料焊接功能的设备能力。
项目目标:建立铝合金钣金件焊接工艺指导;建立钣金分厂铝合金材料焊接能力;通过EN15085认证,具备轨道交通铝合金焊接资质;建立控温控湿的焊接车间,优化焊工焊接作业环境。
项目方案
项目方案从焊接工艺准备、厂房建设方案、设备选用方案、焊工技能培训等方面进行开展。
⑴焊接工艺准备。我厂未承接过铝合金材料零件焊接,无明确的涉及铝合金焊接的工艺指导方式,通过以下步骤形成工艺指导。
①解析EN15085相关标准,分离提取技术要求指标,形成通用工艺指导文件。
②完成铝合金焊接工艺评定样件制作,并完成相应工艺评定检验项目取得报告。
③根据工艺评定报告完成铝合金焊接工艺规程。
④依据通用工艺文件和工艺规程完成铝合金焊接作业指导书。
⑤依据EN15085检验要求完成焊缝检验作业指导书。
⑵焊接工艺分析及装备选型。
焊接工艺分析及装备选型见表1。
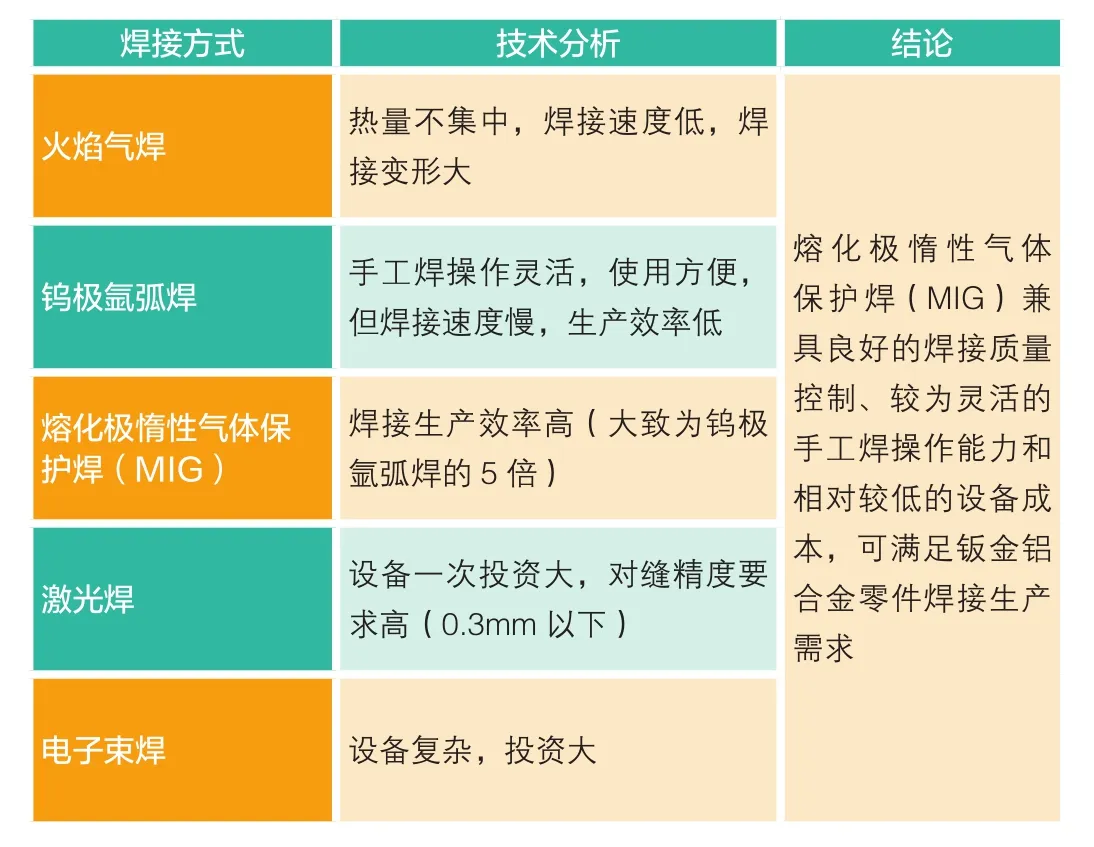
表1 焊接工艺分析及装备选型
钣金分厂配备焊接设备为松下YC-315TX氩弧焊机、松下YC-300WX氩弧焊机,米勒二氧化碳气体保护焊机和OTC二氧化碳气体保护焊机(图2),均不具备铝合金焊接能力。熔化极惰性气体保护焊(MIG)兼具良好的焊接质量控制、较为灵活的手工焊操作能力和相对较低的设备成本,可满足钣金铝合金零件焊接生产需求。

图2 钣金分厂配备焊接设备
⑶焊接房建设方案。目前生产环境为车间内开放式作业环境,温度湿度未受控,不符合铝合金焊接所需控温控湿作业环境。焊接区域未按零件材质划分,材料混杂,不符合铝合金焊接防杂质污染的焊接环境。
对分厂焊接区域进行全面改建(图3),建造全封闭式焊接厂房满足环境条件控制需求。
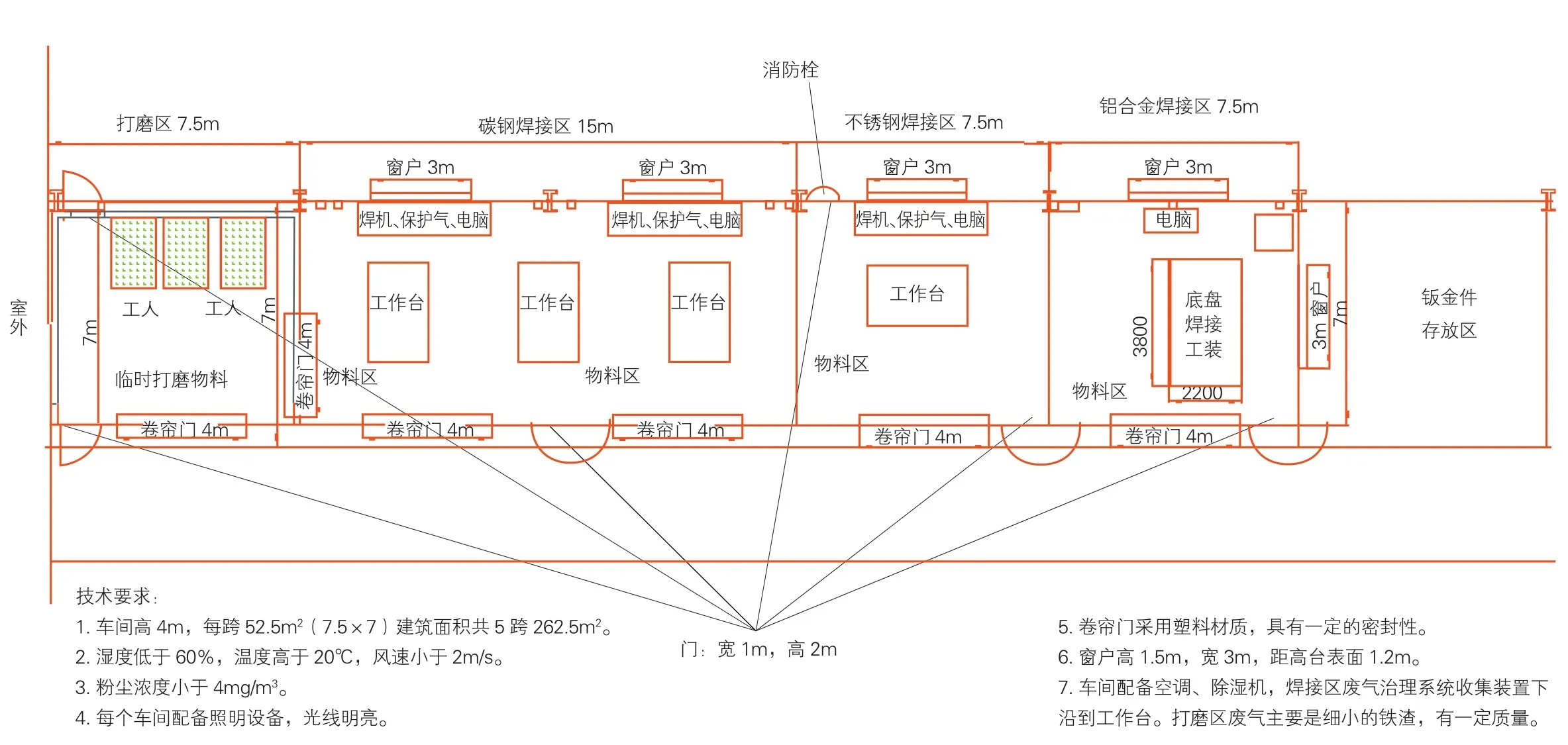
图3 焊接区域进行全面改建示意图
1)车间高4m,每跨52.5m2(7.5m×7m),建设面积共5跨262.5 m2。
2)湿度低于60%,温度高于20℃,风速小于2m/s。
3)粉尘浓度小于4mg/m3。
4)每个车间配备照明设备,光线明亮。
5)卷帘门采用塑料材质,具有一定的密封性能。
6)窗户高1.5m,宽3m,距离地表面1.2m。
7)车间配备空调、除湿机。焊接区废气治理系统收集装置下沿到工作台。
8)除尘设备。除尘设备废气治理系统需收集装置下沿到工作台,工位粉尘浓度小于4mg/m3;焊接废气的控制风速设计为0.5 m/s,单个工作台的罩口排风量预估为10000 m3/h。
9)除湿机。厂房要求湿度低于60%,综合考虑生产环境和除湿需求,拟选用CF3.8BDE,名义除湿量3.8kg/h。
10)空调器。厂房要求环境温度大于20℃ ,空调制冷量设计为84000Btu/h,额定功率25kW。拟选用FGR25/BNa-M。
⑷人员技能(图4)。经过现场测试,目前焊工对铝合金焊接技术没有完全掌握,焊缝成形直线度不良,高度、宽度差过大,焊接缺陷严重,不符合焊缝合格要求。焊工不具备铝合金材料焊接技术能力。

图4 焊接技能人员
选取钣金分厂焊工脱岗进行铝焊实操技术培训,取证项目见表2。对钣金分厂铝合金焊工进行标准知识培训,不定期对钣金分厂焊工进行EN15085标准方面培训,包括图纸标注、焊接方式、工艺要求等。
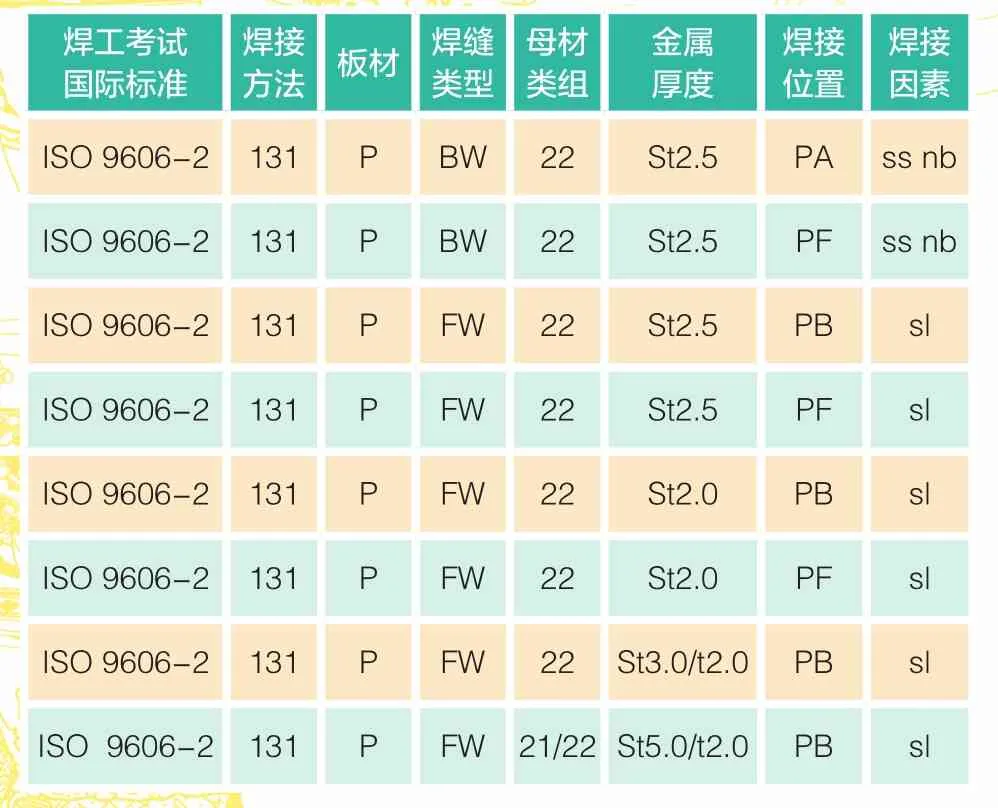
表2 钣金分厂焊工脱岗进行铝焊实操项目
建立持证焊工定期技能复审制度,以6个月为周期进行焊工技能复审,进行工作试样焊接与评审。评审项目参照ISO 9606-2焊工资格考试中要求项目进行。
结束语
通过采取上述措施,建立了铝合金钣金件焊接工艺指导,提升了钣金分厂铝合金材料焊接能力,并通过EN15085认证,获得轨道交通铝合金焊接资质,达到了预期目的。
猜你喜欢
中国应急管理科学(2022年1期)2022-04-18
选煤技术(2021年3期)2021-10-13
现代工业经济和信息化(2016年12期)2016-05-17
焊接(2016年1期)2016-02-27
焊接(2015年8期)2015-07-18
汽车维护与修理(2015年6期)2015-02-28
创业家(2015年2期)2015-02-27
汽车科技(2014年6期)2014-03-11
中国军转民(2014年9期)2014-03-07
表面工程与再制造(2014年2期)2014-02-27
