
葫芦岛八家矿业低硫高锌硫精矿提质降杂试验研究
2021-06-18 10:33张贺
现代矿业 2021年4期
张 贺
(葫芦岛八家矿业股份有限责任公司)
葫芦岛八家矿业股份有限责任公司是1968年建成投产的老矿山,目前回收的有价元素有铜、铅、锌、硫(黄铁矿)、银等,其中的硫精矿产量为120 t/d,硫品位约为40%,含锌0.3%~0.5%。这样的硫精矿不仅市场售价低至120元/t左右,而且有时难以找到市场,造成高峰时库存量超过4万t。而硫品位不低于48%、锌含量不超过0.1%硫精矿不仅售价高达480元/t左右,而且可以随产随销,变现快。
为解决现场硫精矿产品的质量问题,公司在总结已有研究成果[1-4]的基础上,于2019年7月至2020年9月开展了选矿工艺优化研究,最终确定了切实可行的技术措施,使硫精矿硫品位达48.21%,回收率达91.00%,含锌降至0.08%,达到了试验研究的目的。
1 试样
试样既有选矿厂贮料仓贮存半年之久的硫精矿,也有刚生产的硫精矿滤饼。试验研究人员在贮料仓均匀布点、取样,共采集试样约500 kg,在水泥平台上露天翻拌干燥后测得试样-200目含量为81%,硫品位为41.78%、含锌0.43%。
2 试验结果与讨论
2.1 优先选硫试验
试验所用低品位硫精矿样是选矿生产过程中锌硫混合精矿石灰抑硫浮锌锌硫分离产物。在矿仓中贮存时间较长的部分矿样表面被轻微氧化,可浮性相当好;而刚生产出来的和贮存时间较短的硫精矿仍处于被抑制状态,可浮性较差。因此,在对试样优先选硫时,应加硫酸或硫酸铜等活化剂活化尚处于被抑制状态的硫矿物。不同活化剂(理想用量)试验流程见图1,试验结果见表1。


?
由表1可知,硫酸铜或硫酸都能有效地活化被抑制的硫铁矿,优先选硫时都能获得硫品位超过48%的硫精矿,但考虑到硫酸铜单价(10元/kg)高于硫酸(2元/kg),且用量大,因此,从经济的角度,选用硫酸为硫铁矿的活化剂较合理;无论采用硫酸铜还是硫酸为硫铁矿的活化剂,硫精矿含锌仍严重超标,硫精矿产品仍然不合格。
2.2 锌硫混选再分离试验
2.2.1 锌硫分离矿浆pH值试验
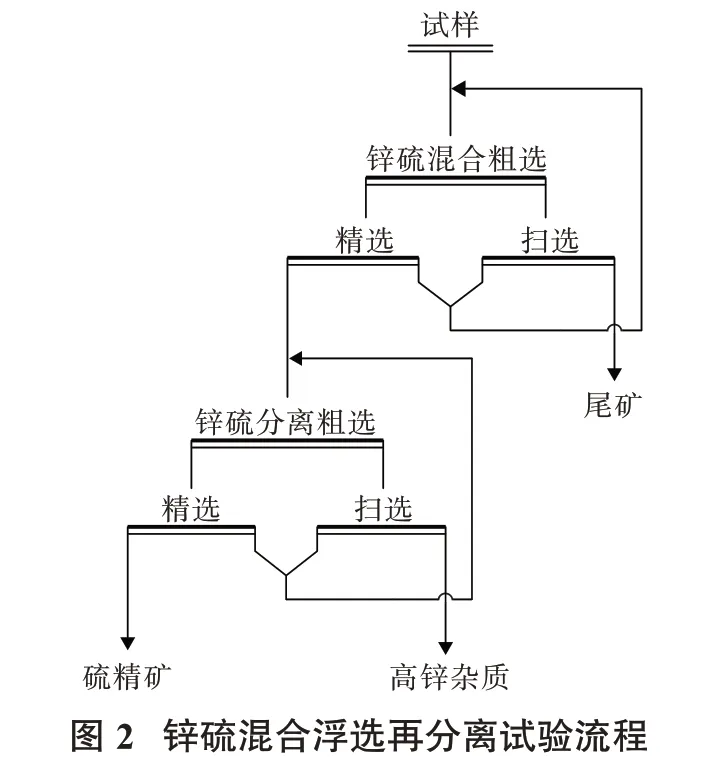
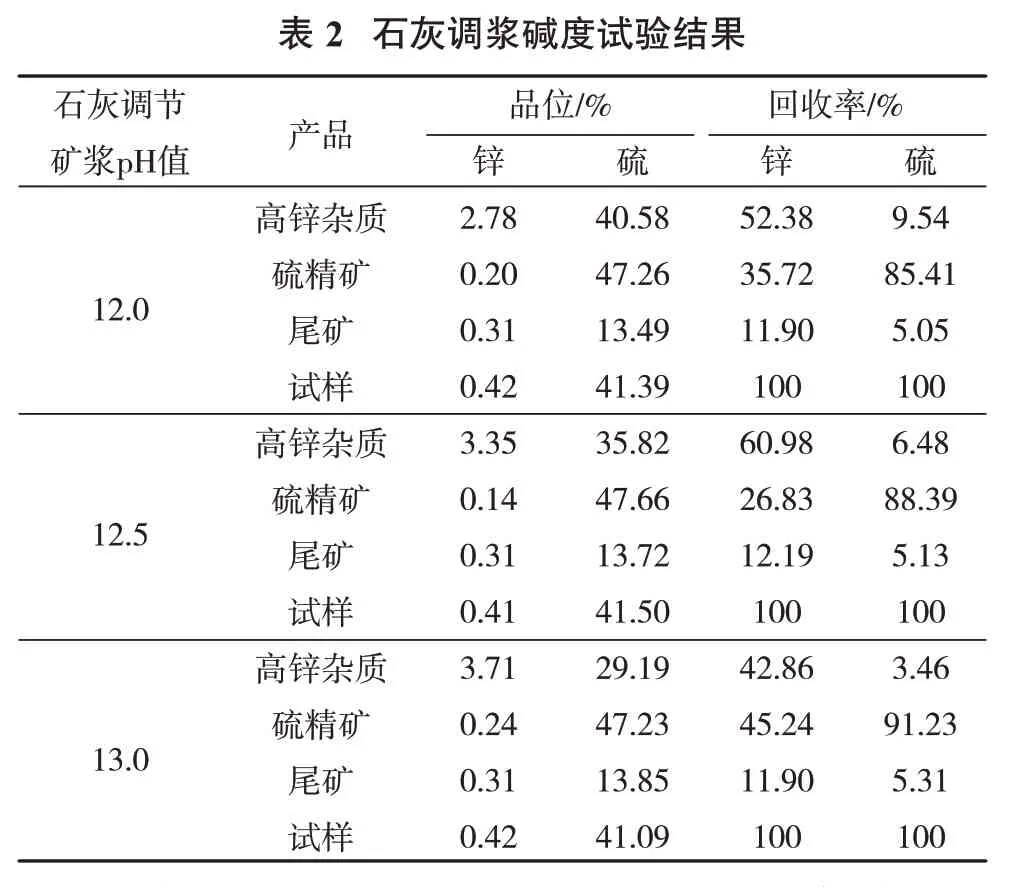
优先选硫虽然能获得硫品位48%以上的硫精矿,但锌含量仍然严重超标,因此必须采取措施把锌从硫精矿中分离出去。试验进行了锌硫混选再石灰抑硫浮锌锌硫分离研究,试验流程见图2,在其他药剂制度均相同(加石灰后搅拌12 min)的情况下考察不同石灰碱度对试验结果的影响,结果见表2。
?
由表2可以看出:①当pH值=12.0时,部分硫未被有效抑制,导致其部分损失在高锌杂质中;又因部分锌的活性未被充分激发,所以硫精矿含锌仍然偏高。②当pH值=13.0时,石灰在抑制硫的同时,也抑制了目的矿物锌,造成硫精矿含锌升高。因此,锌硫分离适宜的pH值=12.5。
2.2.2 锌硫分离添加石灰搅拌时间试验
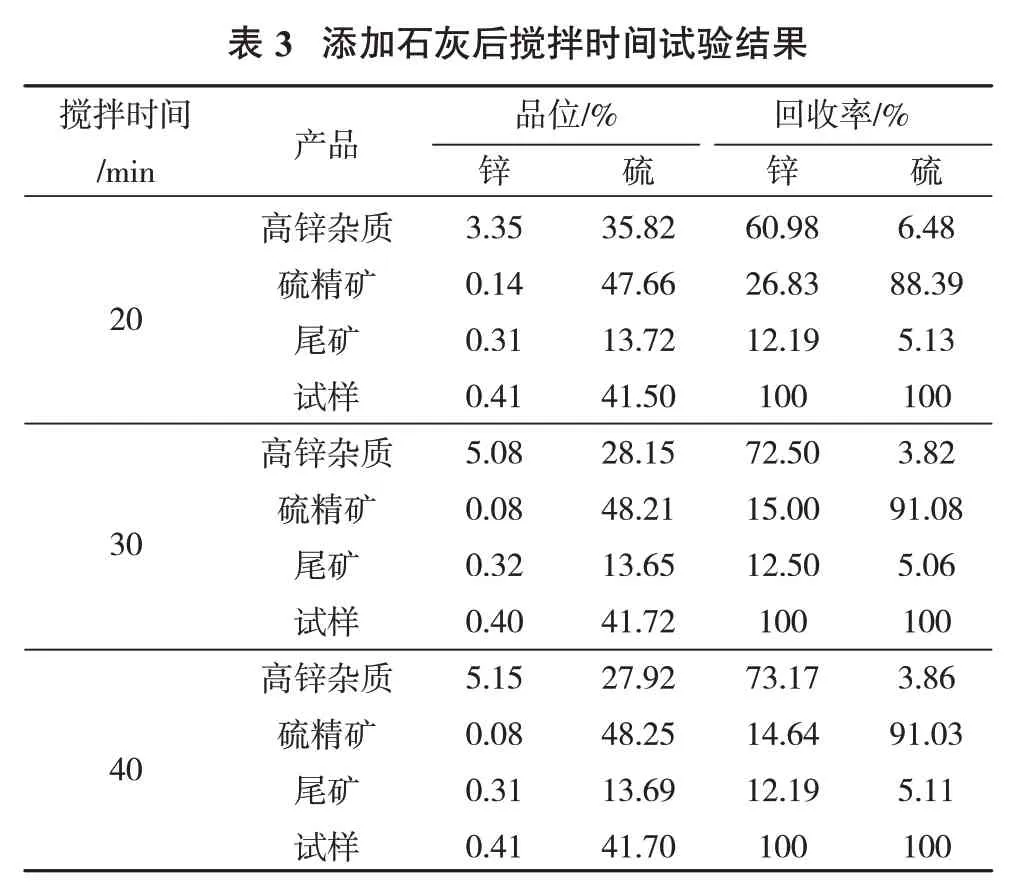
锌硫分离添加石灰搅拌时间试验流程见图2,在其他药剂制度均相同的情况下搅拌时间试验结果见表3。
?
由表3可以看出,搅拌时间对抑锌浮硫影响显著,搅拌时间为20 min时,石灰与硫铁矿和闪锌矿不能充分作用,部分活性较强的硫铁矿不能被充分抑制,在锌硫分离时进入高锌杂质中,影响硫的回收;部分锌矿物的活性也受到影响,导致硫精矿硫品位偏低、锌品位偏高;当搅拌时间为30 min时,不但硫精矿硫品位高于48%,锌含量低于0.10%,同时硫回收率也较高,达91.08%。
3 结论
(1)用硫酸活化被石灰抑制的黄铁矿是可行的,降低硫精矿锌含量可采用石灰抑硫浮锌锌硫分离的方法,需控制矿浆pH值=12.5左右,且锌硫分离浮选前加石灰的搅拌时间应控制在不少于30 min,对应的硫精矿硫品位为48.21%、含锌0.08%、硫回收率为91.08%。
(2)根据产品品质、价格与新工艺的生产成本变化,每年可为企业增收962.9万元,经济效益与环境效益显著。
猜你喜欢
石油学报(石油加工)(2022年6期)2022-11-16
新农业(2022年17期)2022-09-15
山东冶金(2022年1期)2022-04-19
新疆钢铁(2021年1期)2021-10-14
矿产综合利用(2020年1期)2020-07-24
硫酸工业(2020年12期)2020-03-01
中国海上油气(2018年4期)2018-09-11
硫酸工业(2017年2期)2017-03-12
中国糖料(2016年1期)2016-12-01
浙江农业科学(2016年11期)2016-05-04
