播种机双圆盘开沟器加工工艺优化
2021-06-18 06:41李德言
农业工程 2021年4期
李德言
(山西省农业机械发展中心,山西 太原 030092)
0 引言
开沟器的作用是在播种机作业时开出种沟,将种子或肥料导入沟穴内,并使湿土覆盖完好[1]。开沟器作为播种机的重要组成部分,是播种机性能优劣的关键。开沟器型式随各种作物播种要求不同、地区气候和土壤条件差异而有所不同。开沟器按入土角不同,可分为锐角开沟器和钝角开沟器。锐角开沟器的开沟工作面与地面的夹角α<90°,锐角开沟器又可根据外形结构分为锄铲式、双翼铲式、船行铲式和芯铧式等多种。钝角开沟器的入土角α>90°,有靴鞋式、滑刀式、单圆盘式和双圆盘式等多种形式。开沟器根据运动形式可分为滚动式和移动式,双圆盘式和单圆盘式属滚动式,上述其他形式为移动式[2]。
双圆盘开沟器是一种适应性较好的开沟器,在地表和土壤杂草含量较高时也能正常工作,且工作比较稳定,能适用于高速播种作业。双圆盘开沟器作业过程中,不易黏土、堵塞,上下土层相混现象也较少。双圆盘开沟器目前较广泛地用于谷物播种机和大型牵引免耕机上。双圆盘开沟器两个圆盘轴需要保证准确的交叉角度,角度过小,两个圆盘相互挤压,影响转动灵活性;角度过大,两个圆盘之间有缝隙,土壤中的杂草就会塞入缝隙,同样影响转动灵活性。传统的加工工艺是将两根加工好的轴按交叉角焊接成一体,或者是用一根轴通过折弯获得交叉角,无法保证准确的交叉角度。
本文提出一种双圆盘开沟器加工工艺,与传统双圆盘开沟器相比,创新性地采用圆钢进行整体分侧加工,可有效避免折弯或两个半轴焊接所造成的变形,保证圆盘轴角度,使得开沟器两个圆盘能灵活转动。
1 双圆盘开沟器特点
双圆盘开沟器两圆盘刃口在前下方相交于一点,形成一夹角,播种机工作时,靠自重及附件弹簧压力入土,两圆盘滚动前进,将土切开并推向两侧从而形成种沟。输种管将种子导入种沟,然后靠回土及沟壁塌下的土壤覆土,圆盘周边的刃口在滚动时可切断根茎和残茬。双圆盘开沟器开沟时不搅乱土层,且能用下层湿土覆盖种子,缺点是结构复杂、质量大、造价高开沟阻力较大。
影响双圆盘开沟器开沟效果的因素有圆盘直径R、圆盘夹角Φ和聚点m的位置。圆盘夹角小,则开出的沟宽小,工作阻力小,但是夹角过小,会使双圆盘之间的空间无法容纳输种管,常用的圆盘夹角Φ=9°~16°。聚点位置如图1所示,聚点的位置用角β表示,β角越大,开出的沟宽越大,种沟中的凸尖越高,如β角太小,则m点过低,会使土壤从聚点上方进入双圆盘中间,造成圆盘夹土和堵塞,并加快轴承磨损,m点的高度等于最大开沟深度为宜,一般β=55°~75°[3-5]。

图1 聚点位置Fig.1 Spot position
圆盘夹角和圆盘聚点位置由左右两个圆盘轴的角度和位置决定,所以两个圆盘轴相对位置直接决定双圆盘开沟器性能[6-8]。圆盘轴一般采取的加工工艺一种为在一根圆钢的两端车出轴的尺寸,然后在圆钢中间位置折弯,折弯角度就是两个圆盘轴角度,由于圆钢存在的内应力,折弯时圆盘轴离开模具后会回弹。圆钢内应力不稳定,两个圆盘轴角度就很难稳定。另一种加工工艺是用两段加工好的轴按设计的角度焊接而成(图2),由于焊接过程中存在焊接变形,两个圆盘轴角度也难以稳定。
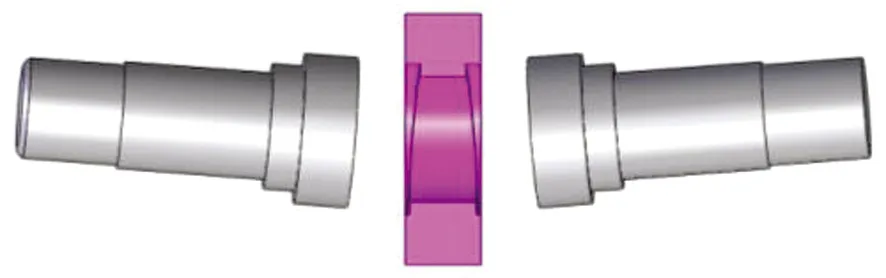
图2 分段轴Fig.2 Semi-axis
圆盘角度过大,会出现圆盘挤死情况,影响圆盘转动;角度过小,会出现圆盘闭合不严问题(图3),使得土壤从缝隙中进入圆盘,造成圆盘夹土和阻塞,影响圆盘作业效果。

图3 圆盘闭合不严Fig.3 Gap between two disks
2 加工工艺优化
针对圆盘轴加工过程中存在的问题,对圆盘轴加工工艺进行改进。具体优化方法为在一根圆钢毛坯的两端分别车出两个圆盘轴,因两个圆盘轴是一个整体,可使得圆盘轴角度更易保证,通体轴几何模型如图4所示。
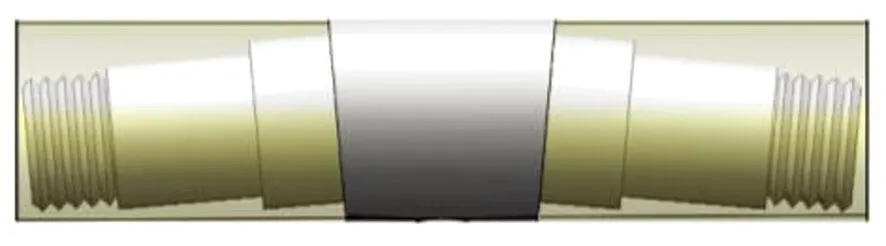
图4 通体轴Fig.4 Integrated axis
圆盘通体轴分为3段,中间段与圆钢毛坯同心,轴两端分别是两个圆盘的安装位,圆盘安装位的中心线与圆钢毛坯中心线有Ф/2的偏角,两个圆盘安装位的中心线夹角就是圆盘夹角Ф。加工前可以做一个圆柱夹具,在夹具上钻出一个与圆柱夹具中心相交成Ф/2角度的斜孔,斜孔直径与圆钢毛坯中间段相同。加工时先将圆柱夹具卡在车床卡盘上,再将圆钢毛坯塞入圆柱夹具的斜孔内,接着按图纸尺寸加工出一个圆盘安装位,这样加工出的圆盘安装位就有了准确的偏角。当一个圆盘安装位加工完毕后将圆钢毛坯倒头再塞入夹具,加工另一个圆盘安装位。从上述加工过程可见,位于圆盘轴两端的两个圆盘安装位加工时都是以圆盘轴中间段做基准,可以保证两个圆盘轴安装位中心夹角,从而获得准确的圆盘夹角Ф。圆盘轴具体加工工艺如以下说明。
首先确定加工圆盘轴所需的圆钢毛坯直径和长度,并在圆钢毛坯中心打定位孔,如图5所示。

图5 加工简图Fig.5 Processing diagram
然后制作一个车加工轴的圆柱夹具。在圆柱模块上按照单面圆盘轴需要偏移的角度,加工出直径为圆钢毛坯直径的斜孔,并在右端合适位置加工定位孔,如图6所示。
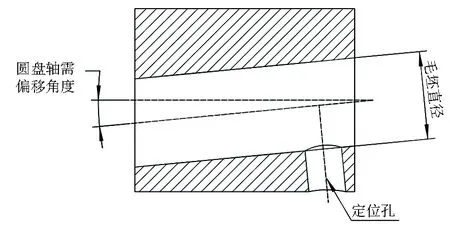
图6 圆柱夹具Fig.6 Cylindrical fixture
将圆钢毛坯安装到夹具中,将毛坯上的定位孔和夹具上的定位孔对齐,用定位销将二者固定在一起,把夹具安装到车床上,按图纸在夹具外侧的毛坯上加工出圆盘轴尺寸,如图7所示。

图7 通体轴一侧加工简图Fig.7 Processing diagram of one side of integrated axis
加工完外侧圆盘轴后,松掉定位销,将圆钢毛坯掉头,将加工好的圆盘轴一端放入卡具,重新用定位销固定,在毛坯的另一段加工出另一个圆盘轴的尺寸,如图8所示。

图8 通体轴另一侧加工简图Fig.8 Processing diagram of other side of integrated axis
圆盘毛坯两端加工完成后,松开定位销,将圆盘轴从卡具上取出,即完成圆盘轴的加工,如图9所示。

图9 完整效果Fig.9 Complete integrated axis
3 加工工艺优化效果
优化后的圆盘轴加工工艺保证了圆盘轴是由一根圆钢毛坯加工而成,圆盘轴角度得到保证,进一步保证了双圆盘开沟器的圆盘夹角和圆盘聚点位置,同时优化后的加工工艺操作简单,适用于大批量生产[9]。
此项加工工艺已应用到生产实践中,提高了生产效率,保证了产品的高成品率,大大提高了双圆盘开沟器的产品质量。
4 结束语
开沟器作业时要求开沟直,深度一致,掘穴整齐,且能够保证种子在行内分布均匀,不乱土层,同时要避免杂物造成拥塞。另一方面,开沟器要对土壤适应性好,结构简单,开沟阻力小。双圆盘开沟器作为广泛使用的开沟器,有多种加工工艺[10]。本文优化的双圆盘开沟器加工工艺便于广泛推广使用,可有效提高生产效率,并提高双圆盘开沟器产品质量。
猜你喜欢
电脑报(2022年17期)2022-05-09
农业与技术(2021年21期)2021-11-17
果农之友(2021年4期)2021-06-29
农业装备技术(2021年3期)2021-06-23
天津农林科技(2020年5期)2020-10-21
信息技术时代·下旬刊(2020年5期)2020-09-10
红蜻蜓(2017年3期)2017-03-30
地图(2009年6期)2009-12-11
试题与研究·高考理综物理(2009年2期)2009-05-04