
基于PLC的果汁灌装机控制系统设计
2021-06-10 06:50杜新珂徐洪亮
食品工业 2021年5期
杜新珂,徐洪亮
1. 平顶山技师学院(平顶山 467000);2. 开封技师学院(开封 475000)
液体智能灌装设备是现代饮品生产企业自动化生产急需的重要装备,随着我国经济快速发展和生活水平得到迅速提高,人们对于果汁的需求量也循序提高[1-2]。由于果汁生产量的快速提升,果汁加工生产企业亟需对果汁灌装生产线进行改进,进而提高企业的生产效率。此外果汁消费者对于灌装果汁提出更新的要求,如食品安全、包装美观性等,因此研制更加智能化、自动化、更高效的机械控制方法是灌装机亟需解决的问题。
传统的灌装方法通常一些工艺环节需要人工介入,如人工摇动灌装枪头到灌装瓶进行灌装,这种灌装方式不仅劳动强度大,且耽误时间,甚至可能出现偏差导致液体流入瓶壁外侧,对瓶体造成污染。因此为解决类似这种人工参与的流程,需要引入自动控制技术。可编程控制器(PLC)是利用运算指令、比较指令、计时指令等一系列指令,将一些信号进行转化输出,进而实现机械设备运行控制。PLC具有简单易操作、易编程、抗干扰能力强等优点。PLC能够针对设备特点进行程序调整,且具有较强的可扩展能力,因此PLC也逐渐取代传统的继电器控制方法[3-5]。
为提高灌装机的可靠性、提高其自动化成,选择PLC作为灌装机控制系统的核心,辅助以触摸屏进行系统参数的快速设定以及数据的随时监控。通过PLC编程和触摸屏编程实现灌装机的自动化控制。
1 灌装机结构
常用果汁灌装机有直线传送灌装机和旋转型传输灌装机。试验研究直线传送方式的灌装机,灌装机结构如图1所示。

图1 视觉检测系统三维结构
1) 空瓶传送。空瓶经过清洗消毒后,通过传送带输送到灌装机,空瓶输入口与流水线整体相连接。
2) 分瓶机。空瓶经过清洗后由洗瓶机输出传送到传送带上,而空瓶通常没有间隙,但在瓶体进入灌装机之前通常需要对空瓶进行自动检测,将残次的瓶体挑出,因此为保证瓶体的检测,需要将分瓶机输送过来的瓶体隔开一定距离,主要通过链条上的拨叉将瓶体进行等距离隔开。
3) 空瓶传送带。灌装机流水线上的传送带为普通传送带,通过传送带的摩擦带动空瓶向前传送,在传送过程中需要对瓶底进行检测,因此需要采用特制的传送带将瓶体夹紧进行传送。
4) 破损瓶体剔除。瓶体被发现损坏后,控制器将控制剔除机构动作,将破损的瓶体进行剔除。
2 硬件设计
果汁灌装控制系统主要有两大部分组成,一个是传送检测系统,另一个是灌装系统。该系统可以单独控制其中的一部分,且2个部分同时工作可以进行联锁联动控制,既提高系统安全性,又提高系统自动化程度[6-9]。控制系统硬件结构如图2所示。果汁灌装控制系统主要由人机触摸屏、PLC及智能称重系统、各种开关传感器等组成。触摸屏主要实现人机交互,通过触摸屏实现灌装系统的状态监控、灌装果汁重量显示、运行参数设定及系统故障和故障要因查询。PLC主要完成瓶体输送带的控制、电磁阀门的开关控制以及外部开关传感器信号的采集,通过模拟量采集模块实现压力信号的采集,并经过平均值滤波方法进行信号处理并将结果通过串口传送到PLC。
根据PLC控制原理,果汁灌装机PLC主要采用模块组合方式:1)CPU单元,采用松下FP-XC60R作为控制系统的CPU,CPU主要负责完成逻辑控制程序的执行以及数据的处理;2)扩展模块E30R,该模块为数字量输入输出扩展,主要是负责采集灌装系统的外围数字量及输出控制,为后续灌装系统功能扩展做准备;3)模拟量采集AD8,模拟量采集模块主要负责灌装系统压力等数据的采集;4)通讯模块,通讯模块主要按成数据的传送;5)脉冲输出模块,该模块主要负责控制瓶体及瓶盖的运动控制,通过发送脉冲对伺服电机和伺服电机进行精确的位置控制。
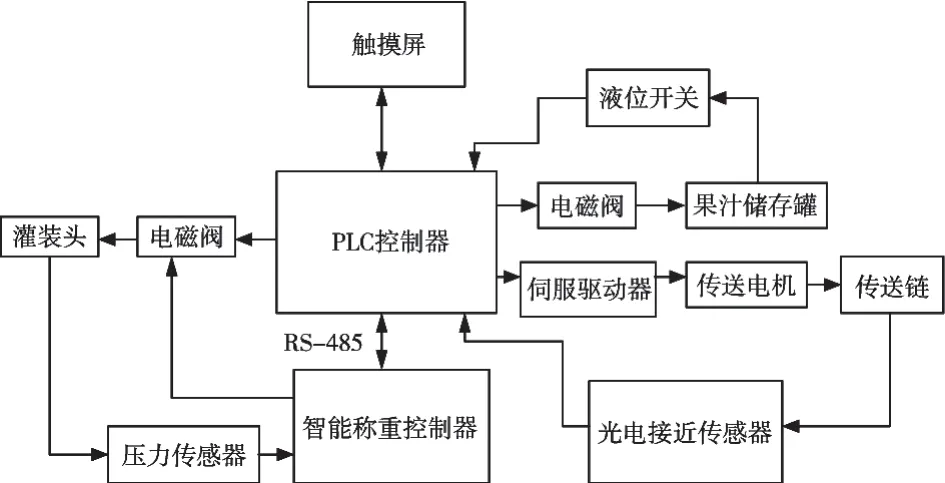
图2 控制系统硬件结构
3 软件设计
果汁灌装机控制系统软件主要是为将灌装工艺流程进行模块化编程,将整体的工艺流程简化为相对独立的小模块,各模块各相互独立运行,又能将不同模块相互连接,相互调用共同完成整个控制流程。果汁灌装机工艺流程复杂,通过模块化编程,能够使系统的数据初始化处理、故障报警、伺服电机位置控制、各执行机构逻辑控制等工艺流程实现单独编程、调试,模块程序随用随调,简化控制过程,提高程序的可读性及可修改性。基于PLC的果汁灌装机控制系统软件主要包括PLC编程及触摸屏界面编程。PLC软件模块软件流程:1)数据初始化,通过数据初始化实现系统数据的初始值设置;2)安全回路确认,安全回路确认主要完成各状态的检测,检查系统一些关键传感器传送的信息,通过这些信息判断机器是否具备开机条件,如果不具备开机条件则会报具体的故障,当具备开机条件时则发出开机运行指令;3)运行循环,如果满足开机套件则机器进入正式运转循环模式;4)故障处理,当机器运转过程中出现故障后,则机器停机并报故障。PLC控制程序流程如图3所示。
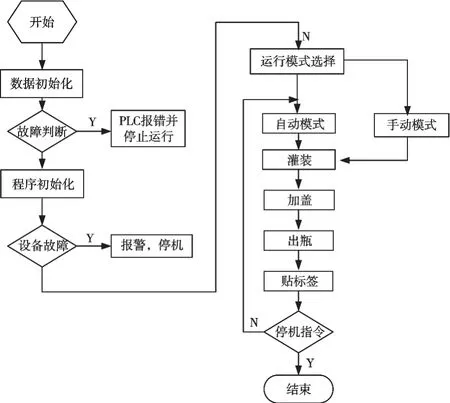
图3 PLC软件流程
果汁灌装机控制系统软件采用松下公司的FPWinGR软件,该软件能够兼容各种办公软件,能够与计算机及触摸屏实现通信调试功能多样化,同时可以在线直接修改PLC程序。另外,在该系统程序设计中,完成伺服电机的运动控制,伺服电机控制程序如图4所示。
4 结语
饮料类食品的需求随着生活水平的不断提高而与日俱增,同时也促进饮料灌装机械设备发展。为提高饮料灌装机的自动化程度、提高设备控制系统的可靠性,设计一种基于PLC的果汁灌装机控制系统。该设计介绍了灌装机的基本结构,并设计了灌装机控制系统硬件。硬件主要包括PLC和触摸屏,通过PLC和触摸屏实现灌装机的逻辑控制、数据监控、参数设置等。在硬件结构基础上结合灌装工艺流程设计控制系统软件。该控制系统能够完全实现灌装的自动化,可以大幅提升饮料食品生产企业生产效率。
猜你喜欢
农业工程学报(2022年14期)2022-10-19
阅读(中年级)(2022年9期)2022-10-08
橡塑技术与装备(2022年7期)2022-07-06
小学阅读指南·低年级版(2021年4期)2021-04-20
低温与特气(2021年5期)2021-04-04
阅读(科学探秘)(2019年10期)2019-12-09
求知导刊(2019年13期)2019-08-30
数学大王·中高年级(2019年5期)2019-06-09
新高考·高一数学(2018年8期)2018-12-03
机电产品开发与创新(2014年4期)2014-03-11
