
甲醇装置工艺废水差异化分级回收改造
2021-06-08 08:16张君
氮肥与合成气 2021年6期
张 君
(河南能源鹤壁煤化工有限公司,河南鹤壁 458000)
河南能源鹤壁煤化工有限公司(简称鹤壁煤化工)年产600 kt甲醇装置采用了壳牌干粉煤气化、低水汽比宽温耐硫变换、德国鲁奇低温甲醇洗、丹麦托普索低压甲醇合成和湿法制硫酸(WSA硫回收)等工艺技术,污水处理采用了序列间歇式活性污泥法(SBR)工艺,动力烟气脱硫采用氨法工艺,尾气超低排放。由于受煤质等影响,主装置产生的工艺废水中氨氮含量较高,造成污水处理受限,影响装置长周期、满负荷运行。
1 装置污水来源
鹤壁煤化工污水共有8路来源:煤气化废水、CO变换装置工艺冷凝液、低温甲醇洗(即净化)洗氨塔洗涤液、净化循环甲醇精馏废水、甲醇精馏废水、生活污水、地面冲洗水,以及厂区前5 min雨水。公司污水处理站采用SBR污水处理工艺,整个系统主要由物化处理、生化处理、污泥处理和废气处理等组成,污水站处理能力为120 m3/h,SBR污水处理要求进水氨氮质量浓度小于180 mg/L,而目前装置各路废水总体积流量达到127.5 m3/h以上。
污水处理流程见图1。
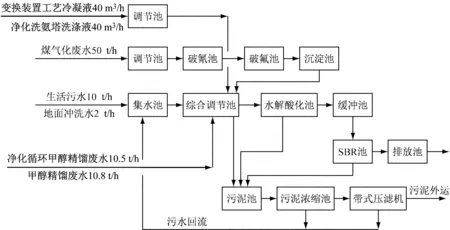
图1 污水处理流程
2 装置污水特点
变换装置工艺条件的变化造成污水总量超限。变换装置的主要目的是将来自煤气化装置的粗煤气中过高含量的CO变换成CO2和H2,以满足后系统工艺的需要。变换反应是CO和水蒸气在变换炉中催化剂作用下发生的,一般低水汽比工艺要求水汽比控制在0.29~0.41,但随着催化剂活性寿命的衰减,为了提高转化率,系统水汽比会逐渐加大,过量的水全部都会被冷凝成为废水。该变换装置由中国五环工程有限公司设计,设计废水体积流量为11 m3/h,但在满负荷工况、催化剂中后期时实际废水体积流量达到了40 m3/h,其中1#变换气分离器分离液体积流量约为23.5 m3/h,2#变换气分离器分离液体积流量约为16.5 m3/h。
受煤质和生产工艺影响,鹤壁煤化工各路污水具有以下特点:煤气化装置废水中氰离子、氟离子含量较高,CO变换装置工艺冷凝液中化学需氧量(COD)和氨氮质量浓度均高,净化洗氨塔洗涤液中氨氮质量浓度较高,净化循环甲醇精馏废水中COD高,甲醇精馏废水中COD高,其他几路污水稳定。表1为满负荷运行期间主装置工艺废水数据。
表1 满负荷运行期间主装置工艺废水分析数据
由表1可以看出:(1)装置现有污水总量和总氨氮质量浓度均已超过设计值;(2)2#变换气分离器分离液和净化洗氨塔洗涤液是高氨氮质量浓度污水的主要来源,且污水总体积流量达到了18.5 m3/h。为此,对高氨氮质量浓度废水进行回收处理,从而减少装置废水总量,降低总氨氮质量浓度。
3 技术改造方案
常规处理高氨氮质量浓度废水的方法为空气吹脱法和蒸汽汽提法,即将载体气体(或水蒸气)通入水中,使气液相互充分接触,使水中溶解的游离氨穿过气液界面,向气相转移,从而达到脱除氨氮的目的[1-3]。低浓度废水通常在常温下用空气吹脱,而高浓度废水则要用蒸汽汽提。无论是吹脱法还是汽提法都需要塔类设备,而且产生的气体需要进行环保处理,产生的废水继续回污水装置二次处理,装置消耗大、故障率高。
鹤壁煤化工有3台燃煤锅炉,正常状态为2开1备,单套脱硫系统设计最大烟气处理体积流量为285 430 m3/h(标态),烟气脱硫装置采用氨法工艺,副产硫酸铵,尾气达到了超低排放[4]。由于烟气温度较高,系统一直要补水(20 m3/h),故将2#变换气分离器分离液和净化洗氨塔洗涤液引至送至烟气脱硫装置作为烟气补水。图2为变换装置高氨氮质量浓度污水改造示意图,在装置运行期间,A阀和C阀保持常开,B阀关闭。在污水装置需要氮源或脱硫装置异常时,A阀和B阀保持常开,C阀关闭,净化洗氨塔高氨氮质量浓度废水改造同理。
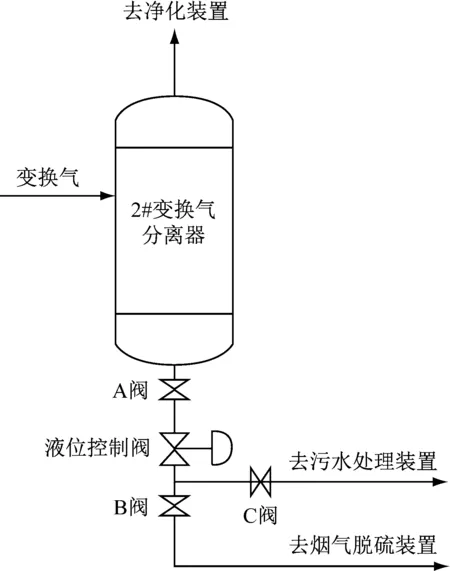
图2 变换装置高氨氮污水改造示意图
4 结语
通过此次技改,鹤壁煤化工污水处理站污水总体积流量减少至109 m3/h,总氨氮质量浓度控制在120 mg/L以内,符合设计要求,达到了预期效果。
鹤壁煤化工甲醇装置工艺废水差异化阶梯回收改造项目科学布局,合理优化,一方面降低了污水处理难度,直接减排污水,降低了因污水处理造成装置停车或减负荷的风险;另一方面可使烟气脱硫装置节约洁净补水18.5 m3/h,同时节省了其他设备的投入,经济效益非常可观。
猜你喜欢
化工管理(2022年14期)2022-12-02
中国应急管理科学(2022年2期)2022-05-23
今日农业(2021年20期)2021-11-26
人大建设(2020年2期)2020-07-27
人大建设(2019年1期)2019-07-13
人大建设(2018年4期)2018-06-26
资源节约与环保(2018年1期)2018-02-08
人大建设(2017年4期)2017-07-21
环境科技(2016年6期)2016-11-10
西安工程大学学报(2016年3期)2016-06-05
