持久抗菌铜改性聚酯纤维双层织物的设计与生产*
2021-06-08 07:19:02马顺彬
产业用纺织品 2021年12期
马顺彬
1. 江苏工程职业技术学院,江苏 南通 226007;2. 南通润禾纺织有限公司,江苏 南通 226010
功能性纺织品,尤其是抗菌纺织品深受消费者青睐。获得抗菌纺织品的途径比较多:采用罗布麻、竹原纤维等天然抗菌纤维获得抗菌纺织品;采用壳聚糖纤维等再生纤维获得抗菌纺织品;采用银离子、铜离子等对纤维进行改性来获得抗菌纺织品;采用抗菌剂进行后整理来获得抗菌纺织品;等等。不同途径获得的抗菌纺织品在成本、持久性、安全性等方面各有千秋[1]。本文采用铜改性聚酯纤维为原料纺制11.8 tex纱线,设计并生产高经密、持久抗菌铜改性聚酯纤维双层织物。
1 织物设计
1.1 织物规格设计
为增加织物的抗菌性能,采用接结双层组织生产持久抗菌铜改性聚酯纤维双层织物,纱线性能如表1所示,织物规格如表2所示。

表1 纱线性能

表2 织物规格
1.2 色纱设计
用纱量见表3,其中A代表漂白色,B代表黄色,C代表玫红色,D代表中蓝色,E代表果绿色;80根边纱采用杂纱,不计入经纱用量。

表3 用纱量
(1) 经纱排列
每花经纱为240根,其中漂白色为182根,黄色为14根,玫红色和中蓝色分别为16根,果绿色为12根,简记为182A、 14B、 16C、 16D、 12E。全幅地经根数7 638根,全幅32花-42根,其中漂白色为5 791根(32花-33根),黄色为447根(32花-1根),玫红色和中蓝色分别为508根(32花-4根),果绿色为384根(32花)。
(2) 纬纱排列
56×(1A, 1D), 4×(1B, 1A), 4×(1B, 1D), 4×(1B, 1A), 4×(1B, 1C), 4×(1B, 1A), 9B, 4×(1A, 1B), 4×(1E, 1B), 4×(1A, 1B), 4×(1D, 1B), 4×(1A, 1B), 4×(1C, 1B), 4×(1A, 1B), 7B。纬纱排列说明:56×(1A, 1D)指1根漂白色纬纱,1根中蓝色纬纱,交替织入56次。每花纬纱为224根,其中漂白色为84根,黄色、中蓝色分别为64根,玫红色为8根,果绿色为4根。
2 工艺设计
2.1 络筒工艺
采用GA015型络筒机(天津宏大纺织机械有限公司)。该机采用球面成形技术,可有效防止大头蛛网纱的形成,并满足后道工序高速退绕的要求[2-3]。由于该织物经密较大、经纱较细、单纱强力较低,络筒工艺采用“低车速、小张力”的原则。由于铜改性聚酯纤维是化学纤维,络筒速度应低些,以防止毛羽过多,并保持纱线弹性,络筒工艺参数如表3所示。为使筒子成形良好,络筒张力设置为10 cN,卷绕密度控制在0.43 g/cm3左右。
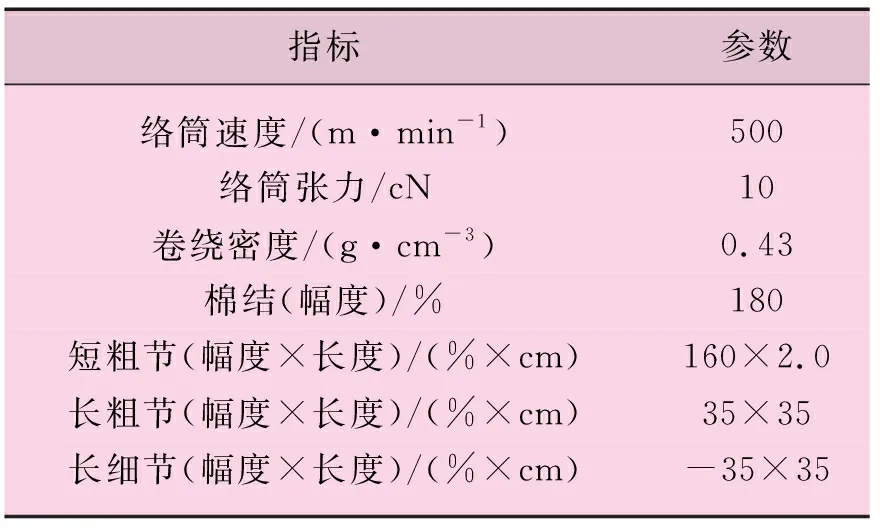
表3 络筒工艺参数
2.2 整经工艺
整经工艺以“中车速、中张力”为原则,采用GA126A型分批整经机(江苏射阳华力纺织机械有限公司)。该机车速由可编程逻辑控制器控制,整经采用恒线速度卷绕,控制精度高,整经速度为500 m/min,筒子架容量为640只。通过调节压辊压力来控制卷绕密度,压辊压力为3 000 N,卷绕密度为0.51 g/cm3。在整经过程要确保经纱“张力均匀、卷绕均匀、排列均匀”,以形成内外、左右卷绕密度均匀一致的经轴,保证经纱上浆顺利,提高织造效率和织物质量。要勤巡回,保持机台、导纱辊、导纱器及地面整洁,减少飞花卷入。整经工艺参数如表4所示。

表4 整经工艺参数
2.3 浆纱工艺
浆纱工艺以“高浓度、低黏度、低车速、中张力、均匀卷绕、浸透兼顾被覆”为原则,采用S432型浆纱机(德国祖克公司)。浆料配方与浆纱工艺如表5所示。

表5 浆料配方与浆纱工艺
由于铜改性聚酯纤维中含有大量的酯基,根据“相似相容”原理,主浆料选用聚丙烯酸甲酯。聚丙烯酸甲酯具有“柔而不坚”的特点,即其薄膜柔软,延伸性好,强度和弹性较差;聚丙烯酸甲酯的分子结构中含有酯基,对铜改性聚酯纤维具有较高的黏附力。使用PVA205MB调浆时不易起泡,而且PVA205MB的黏度低,浆液流动性好,利于浸透;浆膜强度低,有利于干分绞,可降低分绞断头,减少毛羽产生。由于铜改性聚酯纤维是疏水性纤维,为减小浆液表面张力,使浆液能迅速、均匀地浸透经纱内部,可于浆料配方中加入0.4 kg的浸透剂JFC。铜改性聚酯纤维在织造过程中容易积聚静电,使纤维互相排斥、纱身毛羽竖起、邻纱互相纠缠,造成开口不清和纬向停台,降低织造效率,因此在浆液配方中应加入适量的抗静电剂。
对于经纱线密度为11.8 tex的铜改性聚酯纤维纱,其弹性和断裂伸长率较大,但强力较低;同时织物经密、纬密较高,织造时单位长度经纱所受的摩擦次数多,且经纱织缩率高达25%,因此上浆率应大些,以提高经纱的耐磨性和抗屈曲性。上浆率控制在(5.0±0.5)%为宜。
浆槽温度为90 ℃,供浆桶温度为93 ℃,以使浆液顺利浸透纱体内部。为获得良好的浸透和被覆效果,压浆辊压力的设置采用“先重后轻”的原则:第一压浆辊压力为12 kN,第二压浆辊压力为9 kN。
铜改性聚酯纤维的酯基在碱溶液中容易水解,在高温情况下不宜使用碱性浆液,因此pH值控制在6左右。
2.4 穿综工艺
筘号为224齿/(10 cm),地组织每筘穿入数为2根,边组织每筘穿入数为4根,全幅筘齿数为3 839齿,其中地组织穿3 819齿,边组织穿20齿,穿筘幅宽为171.4 cm。综框为16页,穿综方法:30×(1#, 2#, 3#, 4#), 5#, 6#, 11#, 12#, 9#, 10#, 3×(7#, 8#, 5#, 6#), 15#, 16#, 13#, 14#, 3×(7#, 8#, 5#, 6#), 11#, 12#, 9#, 10#, 3×(7#, 8#, 5#, 6#), 15#, 16#, 13#, 14#, 3×(7#, 8#, 5#, 6#), 11#, 12#, 9#, 10#, 3×(7#, 8#, 5#, 6#), 15#, 16#, 13#, 14#, 3×(7#, 8#, 5#, 6#), 11#, 12#, 9#, 10#, 3×(7#, 8#, 5#, 6#), 15#, 16#, 13#, 14#, 7#, 8#。穿法说明:30×(1#,2#,3#,4#)指经纱按1#、 2#、 3#、 4#综框顺序穿入并重复穿30次。一个穿综循环经纱根数为240,1#、 2#综框的综丝根数都为1 000,3#、 4#综框的综丝根数都为960,5#、 6#综框的综丝根数都为697,7#、 8#综框的综丝根数都为696,9#至12#综框的综丝根数都为127,13#至16#综框的综丝根数都为126。由于组织图很大,本文只给出纹板图(图1)。

图1 纹板图
2.5 织造工艺
织造工艺以“低车速、早开口、大张力”为原则,采用OMNIPLUS型喷气织机(必佳乐公司)。织机车速为550 r/min,由于本机配置的是多臂开口机构,且经密较高,梭口不易开清,将开口时间设置为290°,开口角为28°, 1#至16#综框动程依次为61.0、 67.0、 73.0、 79.0、 85.0、 91.0、 97.0、 103.0、 109.0、 115.0、 121.0、 127.0、 133.0、 139.0、 145.0、 151.0 mm[4-5],参考线与综平线之间的角度为-0.5°, 1#至4#综框高度为131.0 mm, 5#至9#综框高度为130.5 mm, 10#至13#综框高度为130.0 mm, 14#至16#综框高度为129.5 mm。停经架高低位置刻度为2,停经架前后位置刻度为1,后梁高度刻度为+2,后梁前后刻度为3。由于该织物打纬阻力大,后梁罗拉选择第2个高度位置,为开清梭口,将上机张力设置为2 300 N。主喷嘴共5只,主喷嘴气压设置为0.27 MPa,第1组至第10组辅助喷嘴气压设置为0.32 MPa,第11组辅助喷嘴气压设置为0.34 MPa,每个辅喷阀控制两只辅助喷嘴,以确保引纬顺畅。主喷嘴启闭时间为70°~180°,第1组至第11组辅助喷嘴的启闭时间依次为70°~120°、 90°~140°、 110°~160°、 140°~180°、 160°~200°、 180°~220°、 200°~240°、 220°~260°、 240°~280°、 260°~300°、 280°~320°。经过设置织造工艺参数,织机的生产效率达到95.3%,织物下机一等品率达到97.0%。
3 织物性能测试与结果
3.1 测试方法
采用YG461E型织物透气量仪(温州际高检测仪器有限公司)按GB/T 5453—1997《纺织品 织物透气性的测定》测试织物的透气率,试样面积为20 cm2,压降为100 Pa[6]。采用YG216织物透湿量仪(泉州市美邦仪器有限公司)按GB/T 12704.1—2009《纺织品 织物透湿性试验方法 第1部分:吸湿法》测试织物的透湿率,试样直径为70 mm。根据GB/T 20944.2—2007《纺织品 抗菌性能的评价 第2部分:吸收法》测试织物的抗菌率。采用YG522ATaber耐磨试验机(浙江三工匠仪器有限公司)测试织物的耐磨性能,加压重锤质量为250 g,砂轮型号为A-280。
3.2 测试结果
经测试,该织物透气率为713 mm/s;透湿率为5 920 g/(m2·d);抑菌率为84.7%,洗涤50次后,抗菌效果无变化;质量损失率为0.17%。
4 结论
持久抗菌铜改性聚酯纤维双层织物经密高,纱线线密度低,生产难度大。络筒工艺采用“低车速、小张力”的原则,可防止毛羽过多并保持纱线弹性,确保筒子成形良好。整经工艺采用“中车速、中张力”的原则,通过调节压辊压力控制卷绕密度,在整经过程中确保经纱“张力均匀、卷绕均匀、排列均匀”,以形成内外、左右卷绕密度均匀一致的经轴,保证经纱上浆顺利,提高织造效率和织物质量。浆纱工艺采用“高浓度、低黏度、低车速、中张力、均匀卷绕、浸透兼顾被覆”的原则,提高经纱的可织造性。织造工艺以“低车速、早开口、大张力”为原则,合理设计开口时间、上机张力等工艺参数,提高织造效率。采用以上措施后,可生产抗菌效果良好的铜改性聚酯纤维双层织物,织机生产效率达到95.3%,下机一等品率达到97.0%,经测试,该织物的质量损失率为0.17%,透气率为713 mm/s,透湿率为5 920 g/(m2·d),抑菌率为84.7%,洗涤50次后,抗菌效果无变化。
猜你喜欢
纺织器材(2022年1期)2022-11-22 01:42:25
纺织标准与质量(2022年3期)2022-08-10 09:11:28
纺织器材(2020年5期)2020-12-21 04:05:16
棉纺织技术(2020年3期)2020-03-17 08:03:10
国际纺织导报(2019年5期)2019-11-14 06:27:50
国际纺织导报(2019年6期)2019-09-05 11:04:12
纺织学报(2019年5期)2019-05-30 08:25:30
石油沥青(2018年3期)2018-07-14 02:19:22
纺织科学研究(2017年7期)2017-07-25 07:48:44
纺织科学研究(2017年6期)2017-07-03 12:14:49