
压接高度对端子压接性能的影响
2021-06-06 10:43:09刘小山李启明靳印凯
内燃机与配件 2021年9期
刘小山 李启明 靳印凯
摘要:通过调整压接机档位获取四种不同压接高度的端子试样,研究压接高度对耐拉力、接触电阻、接触温升的影响,获得了端子压接性能与压接高度的定性关系,同时基于接触电阻计算模型,采用参数回归法,得到了接触电阻、接触温升与压接高度的定量关系式,为指导工程上快速选取压接高度参数提供了模型参考。
Abstract: The influence of crimped height on the pull out force, contact resistance, terminal temperature rise were investigated by four terminal samples with different crimped height. The qualitative relationship between crimped height and the crimped performance were obtained. Based on the classical computational model of contact resistance, the relation between crimped height and contact resistance was established by parameter fitting method, which provide model reference for quickly crimped height parameter selection on the project.
关键词:压接高度;耐拉力;接触电阻;接触温升
Key words: crimped height;pull out force;contact resistance;contact temperature rise
中圖分类号:TM247 文献标识码:A 文章编号:1674-957X(2021)09-0020-03
0 引言
压接工艺有着焊接和绕接无法企及的优势,其特点是不需要焊料和助焊剂,克服了焊接技术焊件清洗困难和焊接氧化的缺点,同时对环境要求低、易于操作等优点,使其成为一种连接可靠,生产效率高、能适应自动化生产特点的电气连接技术[1]。随着电气产品可靠性的要求愈发严格,对压接原理和影响压接质量的因素已经有了一定的研究,压接工艺流程也具备相关的标准。李慧娟等从压接原理出发,对压接影响因素,进行了定性的分析,同时规范了端子压接的工艺流程[2]。文献[3]研究了影响压接电性能的因素,以及对影响因素的管控方式,建立了压接质量控制流程与检测方法。任国泰在《压接端接性能及其影响因素》通过实验样品,研究了压接高度和啮合长度对压接机械性能和电气性能的影响[4]。目前关于压接应用的研究较多,尤其是工艺流程控制与检测方面,说明端子压接的规范应用愈发收到重视。但关于压接理论计算分析以及压接参数对压接质量影响的定量分析,还未多见相关的详细报告。本文基于上述目的设计试验,并结合电接触理论,对压接后的机械性能、电气性能与压接高度的关系进行分析,并拟合出压接高度这一单因素曲线方程式,用于估算压接高度的最优范围,进而指导压接机压膜的高度调整,具有一定的实际意义。
1 实验方案设计
1.1 试验目的
本试验目的是研究压接高度对端子压接机械性能和电气性能的影响,机械性能是指耐拉力,需要进行耐拉力试验和端子截面金相试验,参考《GJB_5020-2001_压接连接技术要求》实施。电气性能主要是接触电阻和接触温升,需要进行接触电阻和接触温升测试,依据《JB/T 2436.1-1992 导线用铜压接端头》进行。由于端子耐拉力和截面分析均为破坏性试验,为了合理利用样件,需制作两组样件,如表1所示。
压接机型号为DMC-11851(AF8),导线型号为GKW-LW\\0.5,线径20AWG,单根线径0.18mm,共19根。端子结构为车制,材料铜合金,表面镀金0.3μm,压接区域外径1.6mm,长度3.4mm。
端子压接高度的测量采用截面分析仪进行,样件分别量取后取平均值,端子压接高度与档位对应关系如表2所示。
1.2 试验设备
试验设备如表3所示。
2 试验结果及分析
2.1 压接高度h对耐拉力f的影响
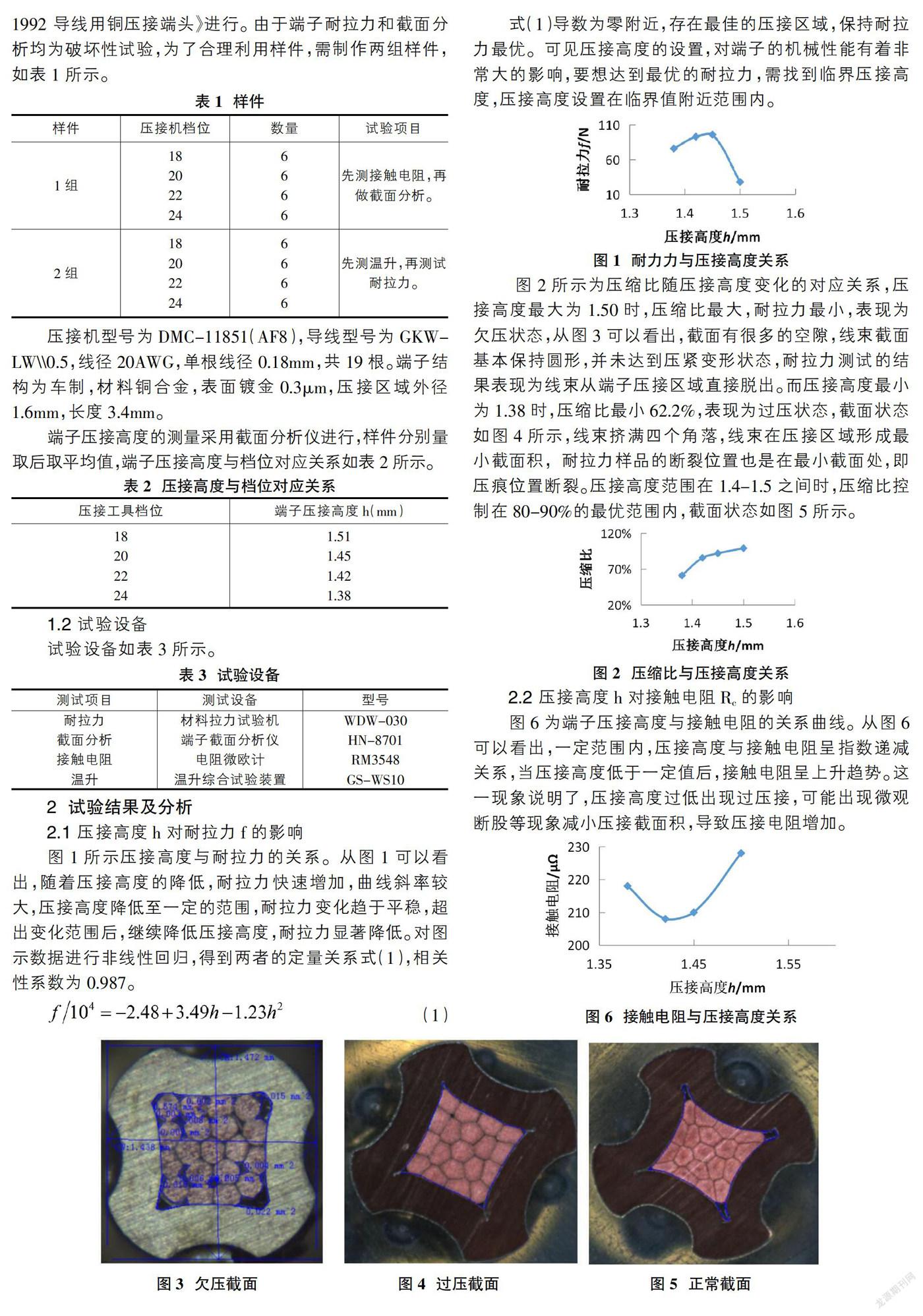
图1所示压接高度与耐拉力的关系。从图1可以看出,随着压接高度的降低,耐拉力快速增加,曲线斜率较大,压接高度降低至一定的范围,耐拉力变化趋于平稳,超出变化范围后,继续降低压接高度,耐拉力显著降低。对图示数据进行非线性回归,得到两者的定量关系式(1),相关性系数为0.987。
(1)
式(1)导数为零附近,存在最佳的压接区域,保持耐拉力最优。可见压接高度的设置,对端子的机械性能有着非常大的影响,要想达到最优的耐拉力,需找到临界压接高度,压接高度设置在临界值附近范围内。
图2所示为压缩比随压接高度变化的对应关系,压接高度最大为1.50时,压缩比最大,耐拉力最小,表现为欠压状态,从图3可以看出,截面有很多的空隙,线束截面基本保持圆形,并未达到压紧变形状态,耐拉力测试的结果表现为线束从端子压接区域直接脱出。而压接高度最小为1.38时,压缩比最小62.2%,表现为过压状态,截面状态如图4所示,线束挤满四个角落,线束在压接区域形成最小截面积,耐拉力样品的断裂位置也是在最小截面处,即压痕位置断裂。压接高度范围在1.4-1.5之间时,压缩比控制在80-90%的最优范围内,截面状态如图5所示。
2.2 压接高度h对接触电阻Rc的影响
图6为端子压接高度与接触电阻的关系曲线。从图6可以看出,一定范围内,压接高度与接触电阻呈指数递减关系,当压接高度低于一定值后,接触电阻呈上升趋势。这一现象说明了,压接高度过低出现过压接,可能出现微观断股等现象减小压接截面积,导致压接电阻增加。
关于接触电阻的计算国内外学者建立的模型非常多,考虑到众多的影响因素。但最为经典的计算模型仍属20世纪30年代,HOLM提出的计算模型,其表达式如下式(2)所示[5]。
(2)
式(2)中:RC为接触电阻,ρ1、ρ2分别为两接觸材料的电阻率,即导线和端子的电阻率,α为接触斑点直径。该公式虽涉及的因素较少,但至今仍作为指导电接触设计的经典依据,其中斑点直径的测量较为复杂,公式(2)多用于理论指导。工程上目前用的较多的计算模型,其表达式如式(3)所示[6]。
(3)
式(3)中,F为接触压力,KC、m为经验常数,与接触材料、接触形式、表面状况等因素有关。必须指出,接触电阻的计算实际是很复杂的问题,式(3)也有很大的局限性,不能概括各种因素对接触电阻的影响,尤其的接触面的氧化对K值的影响很大。同时也未对过压时时接触电阻与接触压力的关系进行单独说明,过压时接触压力较大,计算出的接触电阻会变小,而真实情况由于过压导致压接截面积显著降低,甚至出现线束断股等现象,实际的接触电阻是变大的。且由于大多数压接设备并没有显示接触压力,实际运用该参数时无法获取,但端子压接后的几何参数易于测量,如压接高度、压接宽度测量,则较为简单直接,而且大部分压接机都具有较为精确的压接模具高度调节功能。式(4)描述了接触区域几何参数与接触压力的的关系,如下所示[7]。
(4)
式中,a为接触面的几何半径,F为接触压力,E为材料的弹性模量,μ为材料泊松比,r为两接触材料的几何参数。由式(4)可推断出,压接高度的影响因子同样为接触压力F、材料的弹性模量E与泊松比μ、导线与端子的几何参数r,对于确定的导线与端子,采用式(3)可反推计算出接触压力F,再采用参数回归法得到压接高度和接触压力F的定量关系式,如式(5)所示。
(5)
将式(5)代入关系式(3)中,即可得到基于经典模型的接触电阻与压接高度的关系式,如式(6)所示。
(6)
式(6)中,KC、m可由参数回归得到,实际上m与接触形式有关的参数,随着压接高度的变化,接触形式由点接触,线接触到面接触过渡,因此参数m是与压接高度有关的变量,得到参数m与压接高度的关系曲线,可以用来更精确预测压接电阻。
2.3 压接高度h对接触温升的影响
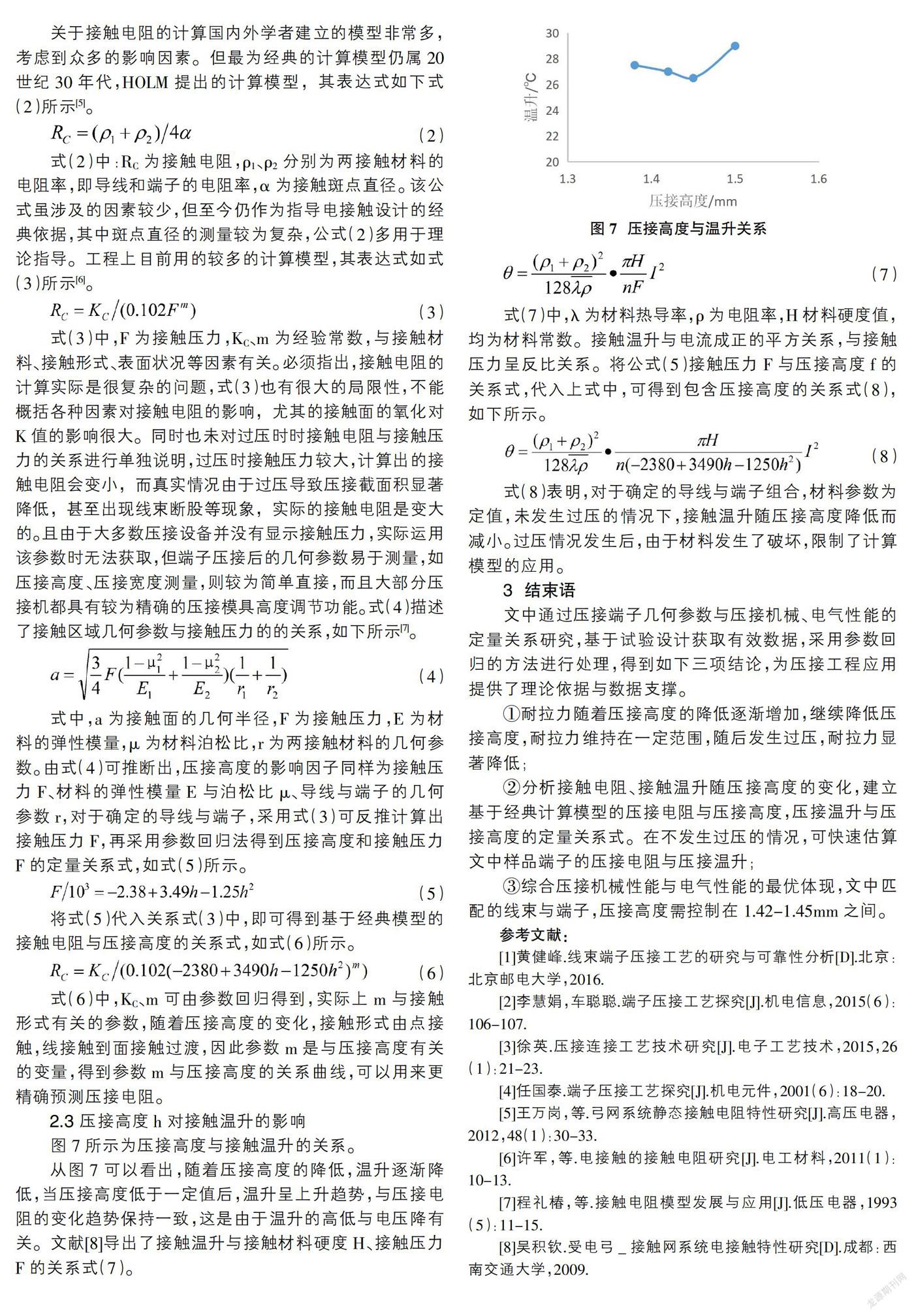
图7所示为压接高度与接触温升的关系。
从图7可以看出,随着压接高度的降低,温升逐渐降低,当压接高度低于一定值后,温升呈上升趋势,与压接电阻的变化趋势保持一致,这是由于温升的高低与电压降有关。文献[8]导出了接触温升与接触材料硬度H、接触压力F的关系式(7)。
(7)
式(7)中,λ为材料热导率,ρ为电阻率,H材料硬度值,均为材料常数。接触温升与电流成正的平方关系,与接触压力呈反比关系。将公式(5)接触压力F与压接高度f的关系式,代入上式中,可得到包含压接高度的关系式(8),如下所示。
(8)
式(8)表明,对于确定的导线与端子组合,材料参数为定值,未发生过压的情况下,接触温升随压接高度降低而减小。过压情况发生后,由于材料发生了破坏,限制了计算模型的应用。
3 结束语
文中通过压接端子几何参数与压接机械、电气性能的定量关系研究,基于试验设计获取有效数据,采用参数回归的方法进行处理,得到如下三项结论,为压接工程应用提供了理论依据与数据支撑。
①耐拉力随着压接高度的降低逐渐增加,继续降低压接高度,耐拉力维持在一定范围,随后发生过压,耐拉力显著降低;
②分析接触电阻、接触温升随压接高度的变化,建立基于经典计算模型的压接电阻与压接高度,压接温升与压接高度的定量关系式。在不发生过压的情况,可快速估算文中样品端子的压接电阻与压接温升;
③综合压接机械性能与电气性能的最优体现,文中匹配的线束与端子,压接高度需控制在1.42-1.45mm之间。
参考文献:
[1]黄健峰.线束端子压接工艺的研究与可靠性分析[D].北京:北京邮电大学,2016.
[2]李慧娟,车聪聪.端子压接工艺探究[J].机电信息,2015(6):106-107.
[3]徐英.压接连接工艺技术研究[J].电子工艺技术,2015,26(1):21-23.
[4]任国泰.端子压接工艺探究[J].机电元件,2001(6):18-20.
[5]王万岗,等.弓网系统静态接触电阻特性研究[J].高压电器,2012,48(1):30-33.
[6]许军,等.电接触的接触电阻研究[J].电工材料,2011(1):10-13.
[7]程礼椿,等.接触电阻模型发展与应用[J].低压电器,1993(5):11-15.
[8]吴积钦.受电弓_接触网系统电接触特性研究[D].成都:西南交通大学,2009.
作者简介:刘小山(1985-),男,山东菏泽人,工程师,主要研究方向为变流器产品集成工艺。
