构件电弧增材后碾压消应力有限元建模及分析研究
2021-06-06 10:43陈文彬蒋立鹤杨焜权国政
内燃机与配件 2021年9期
关键词:碾压
陈文彬 蒋立鹤 杨焜 权国政



摘要:碾压消应力是消除构件电弧增材后表层的一种重要且很有发展潜力的消应力方法。工件表层经碾压变形后,通过改变工件的形状和厚度,来达到对工件产生变形,释放工件里残余应力。对装备构件进行碾压消应力模拟,模拟结果显示在强旋过程中,消除了槽底中间很大的残余拉应力,消除大部分工件内部横向残余应力和纵向残余应力。强旋大体上消除了大部分残余应力,但是表面会出现一定的应力集中。良好的消除残余应力的效果可以让强旋作为消除残余应力流程的一部分。
关键词:碾压;消应力;碾压速度;有限元模拟
中图分类号:TG444+.74 文献标识码:A 文章编号:1674-957X(2021)09-0075-02
0 引言
电弧增材制造技术作为一种拥有成本低、材料利用率高等优势的新兴制造技术,其在生产复杂工件的市场有着巨大的潜力[1]。构件在电弧增材的过程中产生了大量的残余应力,在构件工作时,残余应力与工作时所受的应力相互作用,构件二次变形,内部应力状态改变。不但会降低气阀的强度和刚度,影响气阀结构的稳定性,还会影响气阀的疲劳强度等性能,降低气阀的使用寿命[2]。选择合适的电弧增材参数组合,并对增材部位进行强碾处理,能大大提高气阀的各方面性能和使用寿命,从而提高气阀质量。由于电弧增材残余应力的产生,对产品的寿命和性能有所损害。近几十年学者们开展了大量运用塑性成形的方法降低和消除残余应力的研究。关于碾压对消除电弧增材残余应力的效果,杨志、侯红亮等研究了剪切碾压的进给率、变形温度、和半锥角等参数对TC4合金表面残余应力分布的影响规律[3]。爆炸成形、高频锻造、激光冲击强化等诸多塑性成形的方法都可以降低和消除电弧增材殘余应力[4~6]。本文将利用ABAQUS软件,对电弧增材后的残余应力场进行继承,通过碾轮对已有模型进行强碾工艺的模拟,观察残余应力分布云图,初步分析强碾工艺对残余应力消除的效果。
1 碾压消应力有限元模型构建
强碾消除残余应力有限元模型的建立,需要从电弧增材模拟中继承电弧增材的模型,再在电弧增材模型的基础上建立一个碾轮的模型。如图1所示,在ABAQUS里建立一个碾轮的对称三维实体模型,碾轮尺寸:中间大径170mm,半边厚度为23mm,斜角为45°,上下部分接触线的倒角为2mm。电弧增材模型的网格继续沿用,碾轮网格的选择C3D8R的8节点6面体。
2 强碾消除残余应力效果分析
本次模拟继承了电弧增材模拟方案中的应力场和温度场,在其基础上再进行强碾工艺的模拟。影响强碾消除残余应力效果的主要参数有下压量、强碾次数、强碾速度、碾轮工作角等。本文仅模拟下压量3.0mm、强碾速度为 150mm/s的强碾过程,强碾一次、碾轮的工作角为90°。
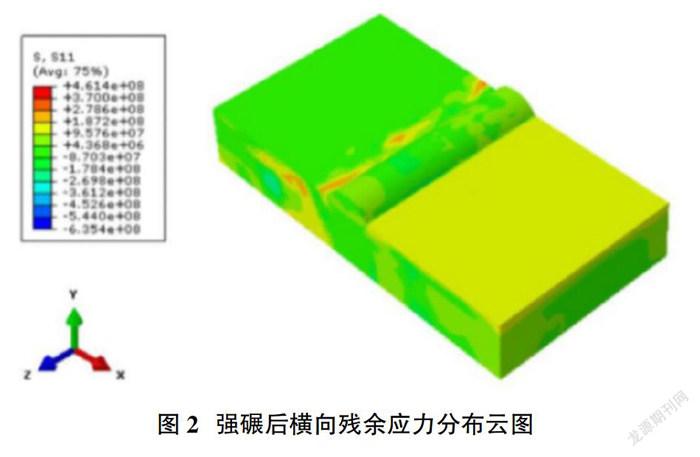
如图2和图3分别是经强碾后横向残余应力的分布云图和强碾前横向残余应力分布云图。由于强碾过程会产生应力集中,图中红色区域为应力集中,分析中暂不考虑。在下压量为3.0mm时,强碾后模型的横向残余应力大体都在-269.8MPa到187.2MPa范围里。观察如图4,经强碾后除去增材部分横向残余应力分布云图。相对于未经过强碾处理的模型,消除了槽底残余横向应力的应力集中,将其通过塑性变形释放了一部分残留在槽底的拉应力。同时强碾工艺将经电弧增材后分布在表面增材部位周围的残余压应力也释放了一部分,甚至有部分因为强碾工艺从残余压应力状态转变成了残余拉应力状态。
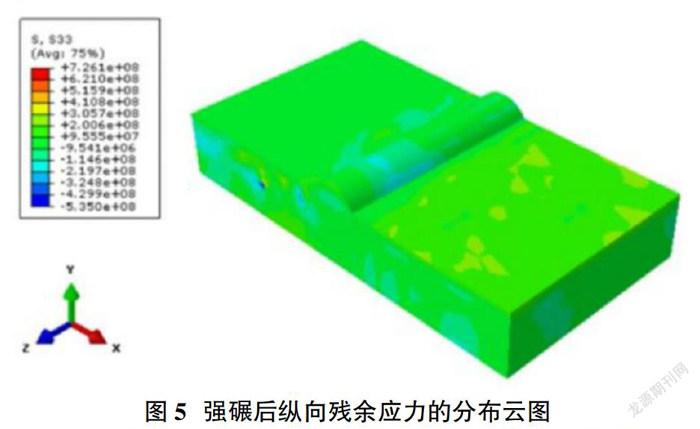
如图5和6分别是经强碾后和强碾前纵向残余应力的分布云图。与横向残余应力一样,图中红色区域为应力集中,下述分析中暂不考虑。在下压量为3.0mm时,强碾后模型的纵向残余应力大体都在-114.6MPa到200.6MPa范围里。观察如图7,经强碾后除去增材部分纵向残余应力分布云图。相对于未经过强碾处理的模型,消除了槽底残余纵向应力的应力集中,将其通过塑性变形释放了一部分残留在槽底的拉应力。同时强碾工艺将经电弧增材后分布在上表面的残余压应力释放了大部分。
总体上来说,强碾工艺消除大部分工件内部的残余应力,使应力集中在工件表面,方便后续的热处理等消除残余应力方法的进行。
3 结语
电弧增材后的残余应力对工件的性能有着极大的影响,强碾作为一种有效的消除残余应力的工艺方法,评价出强碾消除残余应力的效果,对指导实际工程生产有重大的意义。本文通过ABAQUS,建立碾轮模型,并将碾轮和电弧增材模型装配,设置相关参数,继承电弧增材的应力场和温度场,模拟强碾工艺的过程,得到强碾后的残余应力分布云图,对比强碾前的残余应力分布云图,初步评价强碾消除残余应力的效果,结论如下:①在强碾过程中,消除了槽底中间很大的残余拉应力,消除大部分工件内部横向和纵向残余应力,甚至将一部分残余压应力转变成残余拉应力。②强碾大体上消除了大部分残余应力,但是表面会出现一定的应力集中。在实际生产中,强碾消除一部分残余应力无法完全消除,良好的消除残余应力的效果可以让强碾作为消除残余应力流程的一部分。
参考文献:
[1]XU X,DING J,GANGULY S,et al. Investigation of process factors affecting mechanical properties of INCONEL 718 superalloy in wire + arc additive manufacture Technology,2019,265: 201-209.
[2]BERMINGHAM M J,NICASTRO L,KENT D,et al. Optimising the mechanical properties of Ti 6Al 4V components produced by wire + arc additive manufacturing with post process heat treatments[J]. Journal of Alloys & Compounds, 2018, 753: 247-255.
[3]邰驰,高志刚,陆建,等.焊接电流对Q235钢焊接接头残余应力的影响[J].化工装备技术,2017,38(2):51-55.
[4]孙汝剑,朱颖,等.激光冲击强化对电弧增材 2319 铝合金微观组织及残余应力的影响[J].激光与光电子学进展,2018,55(1):127-133.
[5]侯海亮,朱锡.爆炸处理消除焊接残余应力[J].航海工程,2002(05):8-14.
[6]邱长军,李军,等.高频锻造对激光熔覆层应力场的影响[D].南华大学,2012.
基金项目:重庆市基础研究与前沿探索项目(cstc2018jcyjAX0459)。
作者简介:陈文彬(1976-),男,江苏吴江人,本科,南京中远海运船舶设备配件有限公司技术总监,主要从事材料热塑性成形研究。
猜你喜欢
江河文学(2021年3期)2021-07-14
人民长江(2019年3期)2019-10-20
中国新技术新产品(2019年23期)2019-01-20
东坡赤壁诗词(2018年5期)2018-12-17
水能经济(2017年6期)2017-10-19
科技创新与应用(2017年5期)2017-03-16
现代企业文化·理论版(2016年20期)2016-12-20
诗林(2016年5期)2016-10-25
城市建设理论研究(2014年5期)2014-02-18
现代经济信息(2009年19期)2009-12-07