
激光熔覆Mo2NiB2-Cr7C3 复合陶瓷熔覆层组织结构与性能研究
2021-06-05 07:08:38倪晓杰张博文赵忠贤王生泽顾昊文胡肇炜李文戈
表面技术 2021年5期
倪晓杰,张博文,赵忠贤,王生泽,顾昊文,胡肇炜,李文戈
(1.东华大学 机械学院,上海 201620;2.上海海事大学 商船学院,上海 201306)
45#钢因具有高强度、高塑性与优良的焊接性,被广泛应用于海洋工程装备领域。但在高盐、高湿、摩擦及冲击的海洋工况中,45#钢易发生磨损与腐蚀等失效行为[1]。因此,亟需对45#钢进行表面改性,以提高其表面硬度、耐磨与耐腐蚀性能。
近些年,三元硼化物金属陶瓷(如Mo2NiB2、Mo2FeB2、MoCoB 等)由于具有优异的机械性能与化学稳定性能而备受关注[2-5]。尤其,Mo2NiB2金属陶瓷因Ni 元素的添加而成为了抵抗磨损与腐蚀的优质材料[6-7]。Takagi 与Yuan 等[5-8]发现Mo2NiB2金属陶瓷具有高的硬度、弯曲强度、耐磨性和耐腐蚀性能,其最大弯曲强度和硬度分别可达(1.85±0.04) GPa 和(85.7±0.1)HRA。随着表面工程技术的发展,Mo2NiB2金属陶瓷也已被应用于脆弱基材的表面耐磨耐蚀防护。例如,S. Ozaki 等[9]利用热烧结法在钢表面制备了Mo2NiB2金属陶瓷涂层,发现涂层与基材间具有较高的结合强度(达700 MPa),能够保证涂层的长效服役。刘宗德等[10]以Mo、Ni、B 与Cr 的混合粉末为原料,采用氩弧熔覆法在镍基高温合金表面制备了Mo2NiB2金属陶瓷熔覆层,其中{NiMo}等金属元素形成粘结相,熔覆层硬度可达800HV 以上,耐腐蚀性能达到1 级。此外,反应热喷涂法、等离子喷涂法与激光熔覆法等也被广泛应用于三元硼化物熔覆层的制备[3,11-13]。在以上方法中,激光熔覆法因具有高效、热影响小等优点,已成为Mo2NiB2熔覆层制备的重要方法。胡肇炜等[11,14-16]采用激光熔覆法在碳钢表面制备了Mo2NiB2熔覆层,研究了激光熔覆工艺(包括预置熔覆层方式、激光功率、激光重熔处理等)对熔覆层组织结构与性能的影响,发现Mo2NiB2熔覆层具有极好的硬度、摩擦磨损性能与耐腐蚀性能等。Q. Wu等[17]也利用激光熔覆法在Q235 钢基材表面制备了Mo2NiB2熔覆层,发现致密的Mo2NiB2熔覆层是由Mo2NiB2陶瓷相与Fe 基合金相构成,该熔覆层具有优良的硬度与摩擦学性能。由上可知,激光熔覆法制备Mo2NiB2熔覆层已有研究,但现有研究主要聚焦于激光功率、原始粉末配比、激光重熔等工艺对熔覆层组织结构与性能的影响,而关于激光熔覆重要参数——激光扫描速度的研究却较少。因此,针对激光扫描速度对Mo2NiB2熔覆层影响的详细研究,对明确熔覆层的形成机理,拓展其服役性能与寿命具有重要价值。
此外,相关研究已利用其他金属元素(如Cr、V、Mn 等)对Mo2NiB2金属陶瓷材料进行改性,发现添加的金属元素可改变Mo2NiB2的晶体类型,提高其硬度、断裂强度与高温稳定性[7,18-19]。另外,La2O3、Sm2O3、Cr3C2等陶瓷颗粒也被添加到Mo2NiB2金属陶瓷材料中,发现陶瓷颗粒可以细化Mo2NiB2金属陶瓷晶粒,提高其硬度(可达 88.7HRA)与弯曲强度(可达1550 MPa)[20-22]。因此,采用添加强化物颗粒的方法可以有效地提高Mo2NiB2金属陶瓷材料的综合性能。由于Cr7C3碳化物具有高硬度,优良的耐磨、耐蚀与耐高温氧化等性能,故利用Cr7C3颗粒优化激光熔覆Mo2NiB2熔覆层的组织结构与性能具有潜在可行性。
因此,本文以激光扫描速率与Cr7C3颗粒添加为主要工艺参数,采用激光熔覆法在45#钢表面制备Cr7C3改性的Mo2NiB2熔覆层(Mo2NiB2-Cr7C3),详细研究激光扫描速率与Cr7C3颗粒添加对Mo2NiB2熔覆层组织结构与性能的影响规律,探索激光熔覆Mo2NiB2-Cr7C3作为45#钢表面改性涂层的可行性。
1 试验
1.1 材料
本试验基体材料为45#钢,尺寸为100 mm×80 mm×6 mm。原料粉末为Mo 粉(99.99%,300 目)、Ni 粉(99.99%,300 目)、B 粉(99.99%,200 目)、Cr 粉(99.99%,300 目)与Cr7C3粉(99.99%,325 目)。制备Mo2NiB2-Cr7C3的原料组合为10%Cr7C3(质量分数)、5%Cr(质量分数)与剩余Mo、Ni、B(物质的量比2∶1∶2)粉末进行混粉;制备Mo2NiB2的原料组合为5%Cr(质量分数)与剩余Mo、Ni、B(物质的量比2∶1∶2)粉末进行混粉在激光熔覆前,利用GMS-3-2 罐磨机将以上混合粉末进行球磨搅拌12 h,充分混合均匀,之后将混合好的粉末放置于干燥箱内干燥。利用喷砂机对45#钢表面进行喷砂处理,清除表面氧化皮、锈蚀及粘沙等,并用酒精超声清洗20 min。采用预置熔覆层法,利用聚乙烯醇缩丁醛(PVB)作为粘结剂,将混合粉末涂覆于45#钢表面。
激光熔覆设备为Laserline 4000-100 激光器,激光波长为1080 nm。激光熔覆时,采用电阻丝加热法对45#钢基材进行预热,之后选取激光熔覆工艺参数为:光斑直径d=5 mm,激光功率P=1000 W,扫描速度v=3、4 mm/s,预置粉末厚1.5 mm,搭接率40%,进行激光熔覆。激光熔覆后,对试样进行超声清洗,其中3 mm/s 制备Mo2NiB2-Cr7C3标记为C1;4 mm/s制备Mo2NiB2-Cr7C3标记为C2;4 mm/s 制备Mo2NiB2标记为M1,以备后续对比表征。
1.2 测试与表征
采用扫描电子显微镜(SEM,Hitachi TM3030)、能量色散X 射线光谱仪(EDS,Oxford Swift 3000)观察熔覆层的形貌和成分。采用Rigaku Ultima IV 型X 射线衍射仪(XRD)对Mo2NiB2熔覆层的物相构成进行表征,X 射线源为CuKα,波长为0.154 nm,工作电压为40 kV,电流为30 mA,本试验衍射角2θ范围为20°~100°,测试速率为10 (°)/min,步长为0.02°。
采用上海泰明HXD-1000TMC/LCD 型维氏显微硬度计对试样的显微硬度进行测试。测试方式为:在熔覆层中沿截面由表及里与沿熔覆层中间位置水平间隔50 μm 分别测试10 个点,工作载荷为100 g(0.981 N),保载时间为15 s。
采用摩擦磨损试验机对熔覆层进行摩擦学性能分析(Bruker UMT- TriboLab),摩擦方式为往复干摩擦,摩擦副为Si3N4球,直径为8 mm,其中摩擦载荷为45 N,摩擦距离为6 mm,往复频率为5 Hz,摩擦时间为60 min。
在室温3.5%NaCl 溶液中,利用电化学工作站(Autolab PGSTAT302N)测试熔覆层的动电位极化曲线与电化学阻抗谱。采用标准三电极腐蚀系统进行测试,其中Ag/AgCl [+198 mV (SCE)]为参比电极,铂电极为对电极,熔覆层为工作电极,试样测试面积为1 cm2。在动电位极化曲线测试中,工作电极以0.5 mV /s 的扫描速度极化。利用Tafel 外推法可以获得熔覆层的自腐蚀电位(Ecorr)、自腐蚀电流密度(Jcorr)[23]。阻抗谱测试条件为:在开路电位(OCP)施加±10 mV的交流电压振幅,频率区间为0.01~105Hz。
2 结果与讨论
2.1 熔覆层组织成分分析
图1 为激光熔覆C1、C2 与M1 熔覆层的截面形貌。由图1 可知,激光熔覆层截面均由3 个区域构成,由表及里分别为Mo2NiB2熔覆层、过渡区和45#钢基材。其中,在Mo2NiB2熔覆层内有较多的白亮相与灰色相,而过渡区内几乎都为灰色相,无较大白亮相。在熔覆层中,白亮相偏向于中间区域集中,在表层与底层数量相对较少。这是由于在激光熔覆过程中,先结晶白亮相在激光熔池对流与重力场的共同作用下发生下沉,使得白亮相向熔覆层内部聚集,同时在45#钢熔融稀释作用下,使得熔覆层下层中白亮相含量降低,以致形成中心聚集白亮相的组织结构[16]。图1d 为C2 熔覆层A 区域的放大图,可知白亮相呈现不同的形貌(多边形颗粒状与长条树枝状),其由激光熔池中凝固形状控制因子演变所致[11]。
对图1d 中的白亮相(point 1)与灰色相(point 2)进行EDS 成分分析,结果如图2 与表1 所示。由图2a 可知,白亮相中Mo 元素的EDS 峰值最高,其对应的原子数分数为37.74%,而Ni、Cr、Fe 元素峰值相对较低,其对应的原子数分数分别为 25.34%、6.51%与20.87%。从表2 还可知,白亮相中B 元素的原子数分数为9.13%,而C 元素含量很低。因此,可以推断白亮相为Mo2NiB2相,其中Ni 的原子位置可由Cr、Fe 原子置换,Fe 元素来源于45#钢基材的熔融稀释。从图2b 与表2 中point 2 元素含量可知,Mo、B 元素在灰色相中的含量较低,而Ni、Fe 元素含量增加,说明灰色相主要为{FeNi}合金相,且含有部分Mo、Cr 元素,起到粘结相的角色。另外,灰色相中仍有较高含量的C、Cr,可能是熔覆层中所添加的Cr7C3相。
为进一步表征Cr7C3相在熔覆层中的分布状况,对C2 熔覆层局部进行SEM 与元素分布表征,如图3所示。在图3a 中可发现,除白亮相与灰色相外,熔覆层中还存在暗灰色相,其沿白亮相边界分布于灰色相内。通过元素分布可知,该暗灰色相为Cr 与C的聚集区域,可推断其为Cr7C3碳化物,进而可解释图2b 与表1 中Point 2 成分中较高含量Cr 与C 元素的原因。另外,白亮相与灰色相的元素分布状况与图2、表1 的分析结果一致,进一步说明白亮相为Cr与Fe 掺杂的Mo2NiB2相,而灰色相主要为{FeNi}合金相。
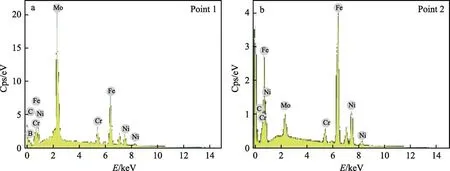
图2 Point 1 与Point 2 的EDS 图谱Fig.2 EDS spectrum of bright area marked as point 1 and dark area marked as point 2

表1 Point 1 与Point 2 的成分组成Tab.1 Composition of point 1 and point 2 at%
图4 为Mo2NiB2熔覆层的XRD 图谱。由图4 可知,Cr7C3的添加与激光扫描速度对Mo2NiB2熔覆层的物相构成产生了较大影响。如图4a 与图4b 所示,四方晶系结构的Mo2NiB2相、Cr7C3相与{FeNi}相在C1 与C2 试样中都被检测到,其验证了SEM 与EDS的分析结果。在图4c 中,由于未添加Cr7C3颗粒使得熔覆层中只出现了四方晶系结构的 Mo2NiB2相与{FeNi}相。另外,如图4b 与图4c 所示,在C2 与M1试样中,Mo2NiB2相的衍射峰强度明显高于图4a 的C1 试样,说明C2 与M1 试样中含有更高体积分数的Mo2NiB2相。这主要是因为较低的激光扫描速度使得激光熔池的温度更高,熔池内对流更强烈,进而致使45#钢熔融对Mo2NiB2熔覆层有更高的稀释率,造成C1 熔覆层中Mo2NiB2相体积分数的降低。
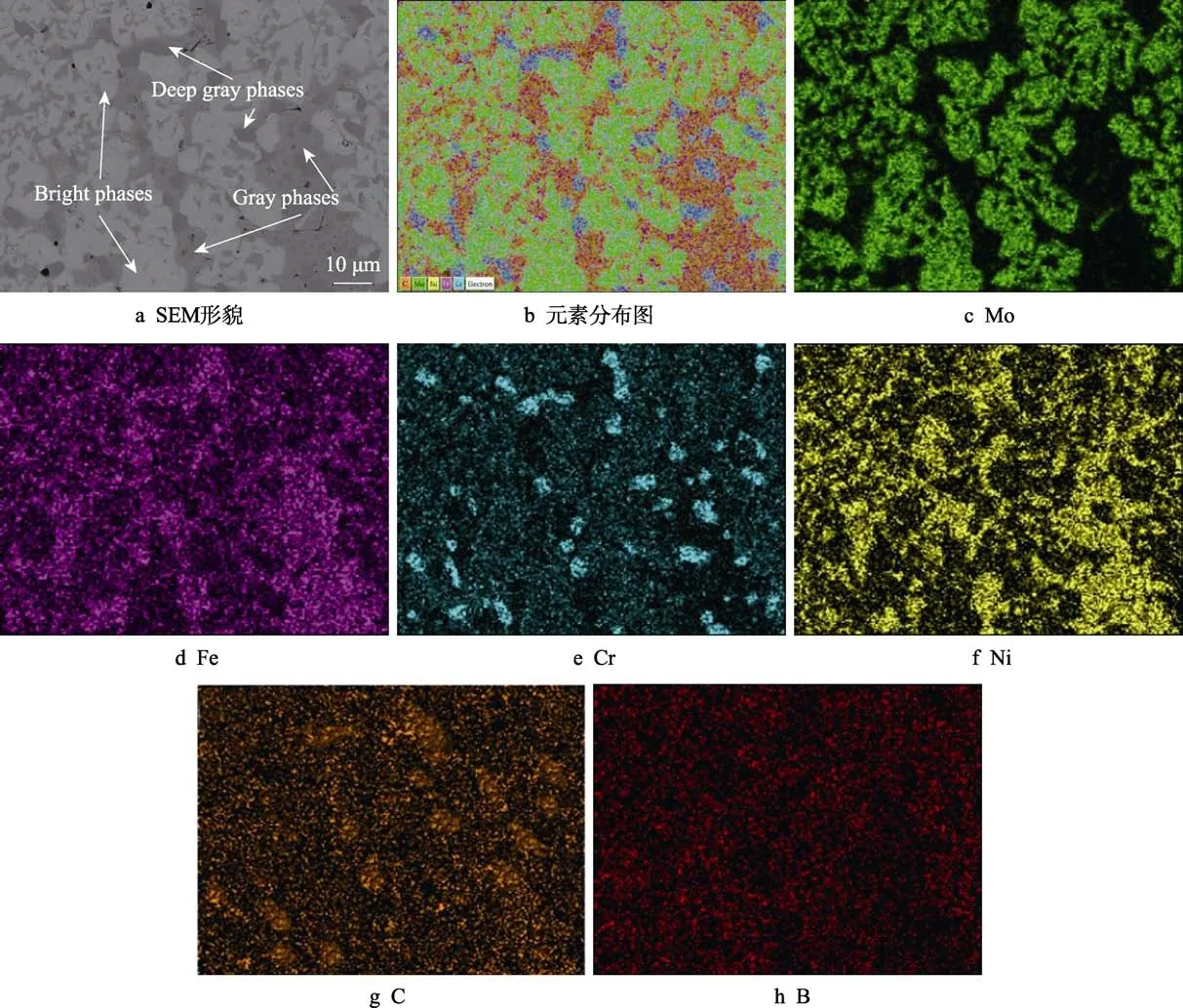
图3 C2 试样的截面EDS 元素分布图Fig.3 (a) Cross-sectional SEM morphology of C2 and (b) corresponding combined element distribution of (c) Mo, (d) Fe, (e) Cr,(f) Ni, (g) C and (h) B
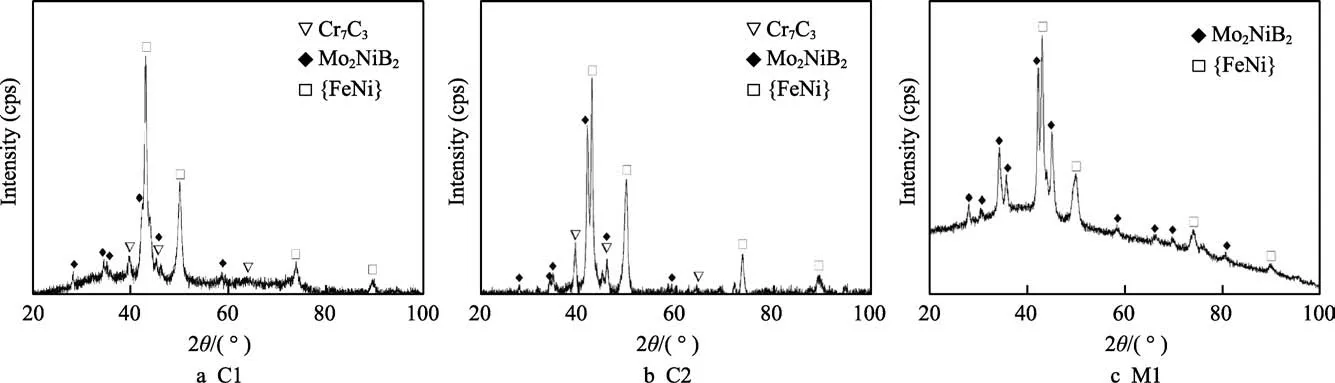
图4 Mo2NiB2 熔覆层的XRD 图谱Fig.4 XRD patterns of Mo2NiB2 cladding coatings for (a) C1, (b) C2 and (c) M1
综上可知,Mo2NiB2-Cr7C3熔覆层主要由四方晶结构的Mo2NiB2相、Cr7C3相与{FeNi}相构成,该3种相的形成取决于熔覆层的成分组成与激光熔覆工艺。在原始Mo、Ni、B 混合粉末中加入Cr 与Cr7C3颗粒,以及45#钢熔融引起的Fe 元素对流扩散,致使整个激光熔池成为Mo、Ni、B、Cr、C 与Fe 等元素的混合熔液。在熔池的冷却过程中可产生多种先结晶、共晶或伪共晶相。在相关激光熔覆Mo2NiB2与Cr7C3的研究中,有关可能形成的碳化物与硼化物的吉布斯自由能已被计算[14,24]。研究发现,激光熔覆温度为1000~3000 ℃时,Cr7C3的生成吉布斯自由能变化为–200~–250 kJ/mol,而Mo2NiB2相可以通过2Mo+Ni+2B→Mo2NiB2反应形成,其吉布斯自由能变化为–100~–250 kJ/mol。两者的吉布斯自由能变化为硼化物与碳化物中的最大值,说明Mo2NiB2与Cr7C3相最易形成[14,24]。同时在激光熔覆过程中,较高的激光输入能量使得Mo2NiB2相处于液相反应状态[14],而Cr7C3由于熔点为1665 ℃,低于Mo(2620 ℃)与B(2300 ℃)的熔点,故Cr7C3相也经过熔融与重结晶过程。因此,在激光熔池冷却过程中,Mo2NiB2相优先结晶,而Cr7C3相将以Mo2NiB2相为形核点结晶长大,之后{FeNi}合金相将以两结晶相为形核点结晶长大,同时引起合金相的晶粒细化[25]。
图5 为C2 试样中Mo2NiB2熔覆层与45#钢基材界面处的形貌与元素分布图。由图5a 与图5b 可知,过渡区与熔覆层、基材间无明显界面与缺陷产生。由图5c—f 可知,金属元素的梯度分布致使界面处形成厚度约为50 μm 的元素扩散区。该区域为熔合过渡区,使得表面熔覆层与基材间可产生良好的冶金结合,提高了熔覆层与基体的结合力。
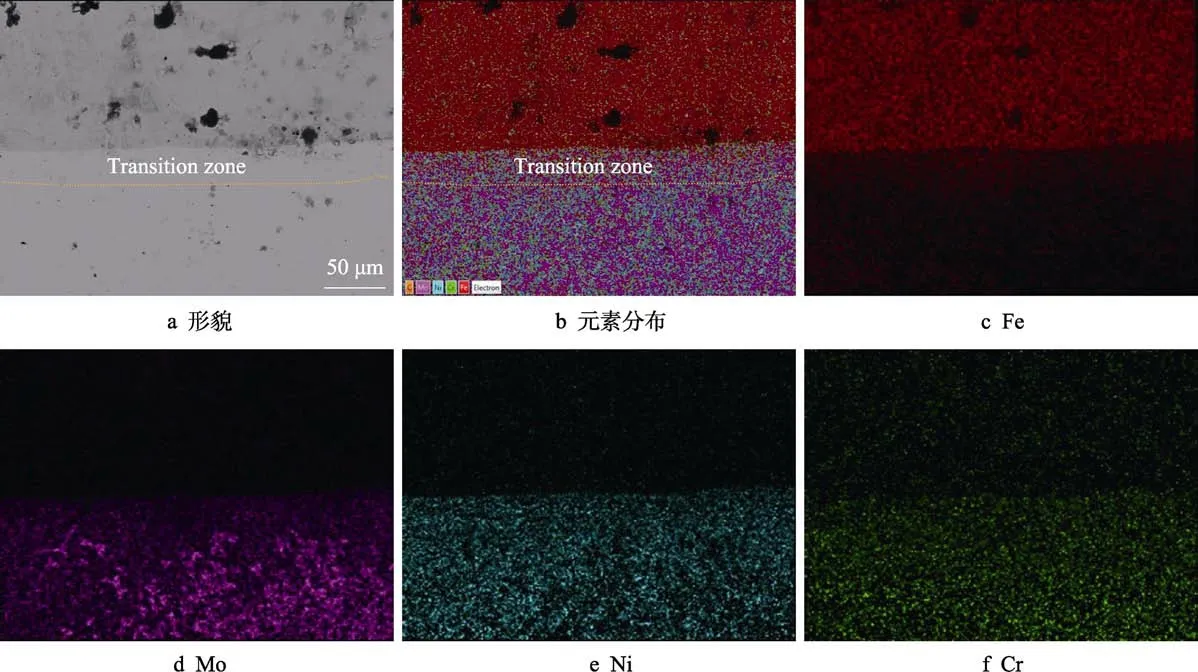
图5 C2 试样中Mo2NiB2 熔覆层与基材界面处的形貌与元素分布Fig.5 (a) Morphology and (b) combined element mapping for (c) Fe, (d) Mo, (e) Ni and (f) Cr of the interlayer between Mo2NiB2 coating and substrate in C2 specimen
2.2 熔覆层显微硬度分析
图6 为Mo2NiB2熔覆层的硬度分布状况,其中图6a 为试样截面硬度纵向分布,图6b 为熔覆层中间位置与45#钢基材的硬度横向分布状况。由图6a 可知,熔覆层的截面硬度分布具有相同的演变趋势,即随着截面深度的增加,硬度先增后减。这主要是由于Mo2NiB2相与Cr7C3相在熔覆层中间位置聚集造成的。在熔覆层表层主要为{FeNi}相,使表层硬度相对较低,而内部主要为Mo2NiB2相与Cr7C3相,使内部硬度增加,在靠近过渡层位置,由于基材的稀释降低了两陶瓷相的含量,增加了{FeNi}相的含量,致使硬度降低。另外从图6a 还可知,C2 熔覆层的硬度高于C1,且两者都高于M1,说明高的激光扫描速度可降低熔覆层的稀释率,提高熔覆层的硬度,同时Cr7C3相的添加可以提高熔覆层的硬度。Cr7C3对硬度的贡献主要归结为两点:(1)Cr7C3相的添加增加了熔覆层中分散的高硬陶瓷相的含量[26];(2)添加的Cr7C3相成为{FeNi}合金相的形核点,促进了合金相的晶粒细化,基于Hall-Petch 公式(1)—(2)[27],可知合金相的细化可以进一步提高熔覆层的硬度。
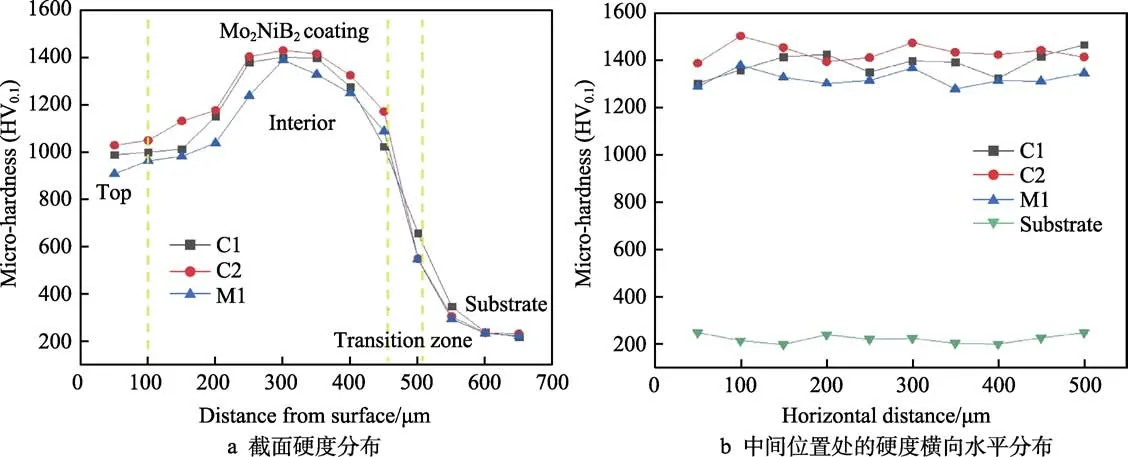
图6 Mo2NiB2 熔覆层的截面硬度分布与中间位置处的硬度横向水平分布Fig.6 Micro-hardness distribution of the Mo2NiB2 coatings along (a) cross-sectional direction and (b) horizontal direction

式中:σy为屈服强度,σ0为单晶屈服强度,d为晶粒大小,k为常数。
从图6b 可知,3 种熔覆层中间位置处的硬度可达1300HV0.1以上,明显高于基材(约220HV0.1),且C2 熔覆层具有最高的硬度,说明Mo2NiB2熔覆层可以显著提高45#钢的硬度。从图中还可知,熔覆层硬度在水平方向的分布存在数值起伏,其由熔覆层中陶瓷相与合金相的分布不规则所导致。
2.3 熔覆层摩擦性能分析
图7 为Mo2NiB2熔覆层与45#钢基材的摩擦因数。由图7 可知,随着摩擦时间的增加,试样的摩擦因数先增加后相对稳定。45#钢基材具有最大的平均摩擦因数(0.96),而熔覆层的摩擦因数明显低于45#钢基材,其中C2 具有最小的平均摩擦因数(0.66),C1 与M1 的摩擦因数比较接近。另外,在稳定摩擦区间,45#钢基材的摩擦因数数值发生较大波动,而C2 的摩擦因数数值相对稳定,说明C2 试样具有最优的耐摩擦性能。
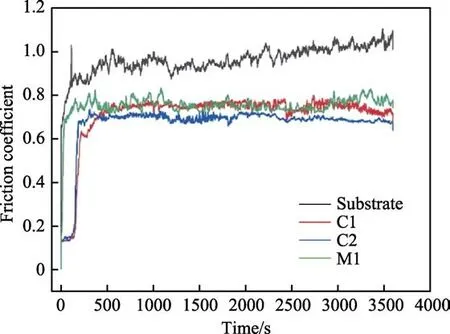
图7 Mo2NiB2 熔覆层与基材的摩擦因数曲线Fig.7 Friction coefficient curves of the substrate and the three sets of Mo2NiB2 coatings
对试样磨痕形貌进行白光干涉表征如图 8 所示,对应的磨痕轮廓如图9 所示。由图8 可知,所有试样表面均出现明显的磨痕犁沟,说明磨粒磨损行为发生。45#钢表面存在最为严重的磨粒磨损,同时伴有部分剥层损伤,其次为C1 试样,而C2 与M1 试样的表面犁沟较少。从图9 可知,45#钢的磨痕深度达到30 μm,C1、C2 与M1 的磨痕深度分别为9.6、8.6、10 μm。这说明激光熔覆层能够极大改善45#钢的摩擦学性能,且C2 熔覆层具有最优的耐磨性能。
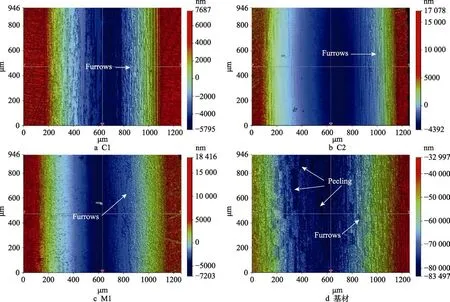
图8 Mo2NiB2 熔覆层与基材的磨痕白光干涉形貌Fig.8 White-light interference measured scratch morphologies of Mo2NiB2 coatings for (a) C1, (b) C2, (c) M1 and (d) substrate
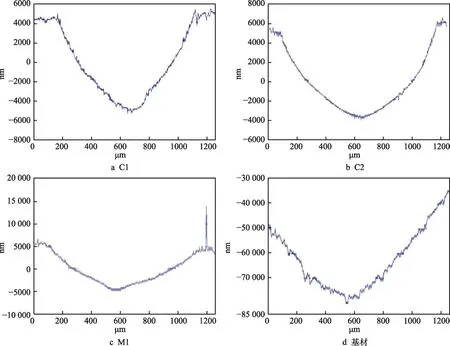
图9 Mo2NiB2 熔覆层与基材的磨痕轮廓Fig.9 Scratch profiles of Mo2NiB2 coatings for (a) C1, (b) C2, (c) M1 and (d) substrate
在摩擦磨损过程中,45#钢具有较低的硬度与屈服强度,导致摩擦副小球可较深地压入45#钢,促使45#钢发生局部塑性变形产生加工硬化的磨屑,引起严重的磨粒磨损,同时局部的严重塑性变形可产生部分剥层损伤(如图8d 所示)。由于磨屑与新基体的不断产生导致45#钢摩擦因数的起伏与较深的磨痕轮廓。对于Mo2NiB2熔覆层而言,摩擦副压入熔覆层的深度较浅,产生的磨损量与磨屑较少,使摩擦因数波动较小。其中,由于C1 熔覆层中具有较多{FeNi}合金相,促使合金相发生较多的磨粒磨损,出现如图8a 所示较严重的磨痕形貌,而C2 熔覆层具有较高的硬度,致使C2 熔覆层磨痕较浅,摩擦因数较小且最稳定,耐磨性达到最优。
2.4 熔覆层腐蚀性能分析
图10 为Mo2NiB2熔覆层与45#钢的动电位极化曲线、Nyquist 图与等效电路图。由图10a 可知,熔覆层的Ecorr相较于45#钢均偏向于正值,且Ecorr值从大到小依次为C2、C1 与M1。采用Tafel 外推法对动电位极化曲线进行计算可获得试样的Ecorr与Jcorr,如表 2 所示。由表 2 可知,45#钢具有最小的Ecorr(–0.953 V)与最大的Jcorr(6.7×10–5A/cm2),而C2 具有最大的Ecorr(–0.863 V)与最小的Jcorr(7.1×10–6A/cm2),说明45#钢有较差的耐腐蚀性能,而熔覆层可以极好地改善其耐腐蚀性能,尤其C2 熔覆层可降低45#钢的Jcorr达1 个数量级。
由图10b 可知,所有试样的Nyquist 曲线呈现半圆形,半径由大到小排序为C2、C1、M1、45#钢,说明熔覆层的耐腐蚀性能优于45#钢基材,且C2 熔覆层具有最优耐腐蚀性能。在图10c 等效电路中,Rs为溶液电阻,Rct为腐蚀电荷转移电阻,CPEdl为非理想双电子层电容。通过图10c 可得到相关腐蚀参数数值,如表2 所示。由表2 可知,3.5%NaCl 溶液的电阻约为3.2 Ω·cm2,45#钢的电荷转移电阻最小(1010.8 Ω·cm2),而C2 熔覆层的电荷转移电阻最大(4273.2 Ω·cm2),大于C1 熔覆层的3028.9 Ω·cm2与M1 熔覆层的2117.3 Ω·cm2,说明C2 熔覆层具有最优的耐腐蚀性能。
C2 熔覆层的耐腐蚀性能取决于其组织结构的演变。在C2 熔覆层中Mo2NiB2与Cr7C3陶瓷相可以有效地减小合金相与腐蚀介质的接触面积,同时促进均匀腐蚀的发生[23,28]。两陶瓷相还可起到“物理栅栏”作用,阻碍合金相腐蚀行为的发生与腐蚀路径的快速扩展。另外,两陶瓷相可有效细化{FeNi}合金相的晶粒尺寸,延长腐蚀路径,改变腐蚀通道,进一步提高C2 熔覆层的耐腐蚀性能[23,28]。M1 熔覆层由于缺少Cr7C3相对其耐腐蚀性能的改善,C1 熔覆层由于高的合金相稀释率,致使C1 与M1 熔覆层的耐腐蚀性能较C2 熔覆层差,而C1 的耐腐蚀性能优于M1,说明Cr7C3颗粒可以提高Mo2NiB2熔覆层的耐腐蚀性能。
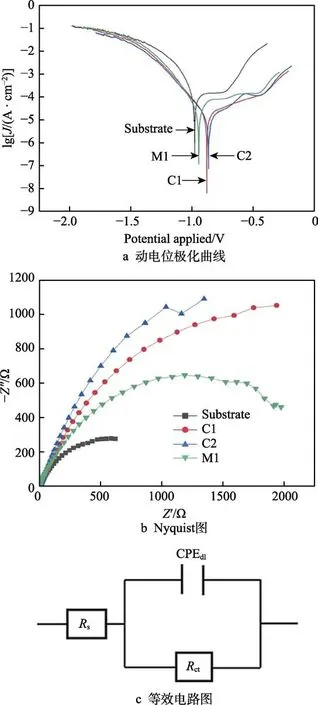
图10 Mo2NiB2 熔覆层与基材的动电位极化曲线、Nyquist图与等效电路图Fig.10 (a) Potentiodynamic polarization curves, (b) Nyquist plots and (c) equivalent circuit plots of the Mo2NiB2 coatings and the substrate
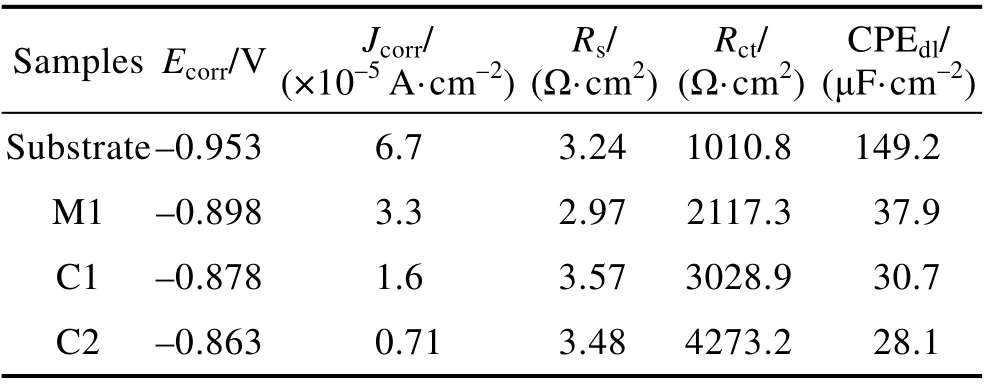
表2 动电位极化曲线与Nyquist 图得到的腐蚀参数Tab.2 Corrosion factors obtained from potentiodynamic polarization curves and Nyquist plots
3 结论
1)Mo2NiB2熔覆层主要由Mo2NiB2白亮相、Cr7C3暗灰色相与{FeNi}灰色合金相构成,其中Mo2NiB2相与Cr7C3相在熔覆层的中间位置聚集,较慢的激光扫描速率(3 mm/s)可增加熔覆层的稀释率,使得{FeNi}合金相的含量增加,同时熔覆层与基材形成良好的冶金结合。
2)在横截面上,由表及里,Mo2NiB2熔覆层的显微硬度呈现先增后减的趋势,硬度可达1300HV0.1以上,高于45#钢(220HV0.1)6 倍,添加Cr7C3颗粒与4 mm/s 扫描速率制备的Mo2NiB2熔覆层具有最小的摩擦因数(0.66)与磨损量,其磨损行为为磨粒磨损,而其Jcorr相对45#钢可降低1 个数量级。
3)Mo2NiB2-Cr7C3熔覆层的性能取决于组织结构的演变。在熔覆层中,Mo2NiB2相与Cr7C3相起到强化相的作用,可以细化{FeNi}合金相晶粒尺寸,阻止腐蚀通道快速扩展,提高熔覆层的机械性能与腐蚀性能。因此,Mo2NiB2-Cr7C3熔覆层可有效改善45#钢的硬度及耐磨性能与耐蚀性能。
猜你喜欢
金属热处理(2023年10期)2023-10-23 01:24:04
今日农业(2022年16期)2022-11-09 23:18:44
建材发展导向(2021年14期)2021-08-23 00:56:24
石材(2020年11期)2021-01-08 09:21:48
桂林电子科技大学学报(2019年3期)2019-09-11 05:58:14
陶瓷学报(2019年5期)2019-01-12 09:17:38
光学精密工程(2016年1期)2016-11-07 09:01:08
科技创新与品牌(2016年9期)2016-11-03 09:03:30
科技创新导报(2016年5期)2016-05-14 11:34:34
汽车与新动力(2015年1期)2015-02-27 12:11:06
