
基于遗传算法的注塑成型工艺参数优化研究
2021-06-04 03:09:14朱丹
微型电脑应用 2021年5期
朱丹
(陕西能源职业技术学院 实践教学管理处, 陕西 咸阳 712000)
0 引言
测量一个地区的降雨量对实施过程中的精度要求极高,测量过程中应杜绝发生雨水迸溅的情况,而控释注水漏斗在整个监测过程中发挥了极其重要作用,这就决定了注塑成型工艺参数优化的显著意义。伴随着计算机应用技术日新月异的发展,各种计算机辅助技术已经应用到模具设计的各个环节流程之中,改善优化工艺参数的同时,也大大缩短了加工周期[1-2]。为了克服应用软件本身的局限性,领域内的学者们又开始试图利用各种数学方法来进行工艺参数的优化。
现在国内外常用的设计方法包含:试验设计法和建模寻优法。前者主要包括均匀试验法以及正交试验法等。后者主要包括遗传算法和响应面法等[3]。基于均匀试验法在影响因素范围一致时,具有明显降低试验次数的优势。本研究首先基于均匀试验法设计试验,在此基础上利用响应面法和遗传算法对工艺参数实施优化。
1 响应面模型的建立
为了更好验证模型可靠性,本研究采取了响应面的二阶模型,为式(1)。
(1)
式中,y为翘曲变形量;a0、ai、aii、aij为模型系数;n为影响因素数;xi、xj为设计变量;ε为精度误差。
为了降低模拟次数,采用均匀试验方法设计试验表,并将试验表中的参数正规化至[-1,1]的范围,代入式(1)中,便可获得塑件翘曲变形量的响应模型[4-5]。经分析可得,模型中对翘曲变形量影响显著的单一项是注射和保压时间,影响显著的二次项为保压时间,交互项主要有注射温度与保压压力、注射温度与保压时间、注射温度与注射压力、冷却时间与注射压力、保压时间与保压压力。
第一组彼此影响因素注射温度及保压压力的响应面方程为式(2)。
(2)
与式(2)对应的交互作用响应面,如图1所示。
显然,曲面的最低点对应较小翘曲变形量,所以应在这些点选取注塑参数。
第二组影响因素注射温度及保压时间的响应面方程为式(3)。

图1 交互作用响应面图
(3)
与式(3)对应的交互作用响应面,如图2所示。

图2 交互作用响应面图
由图发现,伴随注射温度减少及保压时间的延长,变形量相应的减小。即要获得较小的翘曲变形量,注射温度应该取较小的值而保压时间则应该尽量取较大的值。
第三组交互影响因素注射温度和压力的响应面方程为式(4)。
(4)
与式(4)对应的交互作用响应面,如图3所示。
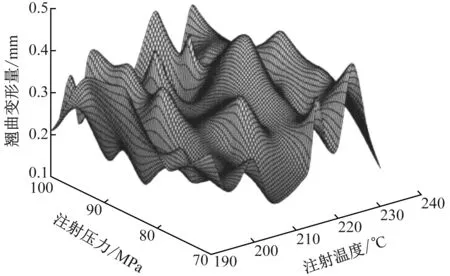
图3 交互作用响应面图
与图1相类似,在曲面低谷处对应较小的翘曲变形量,故在这些点选取注塑参数即可获得理想的结果。
第四组交互影响因素注射温度和压力的响应面方程为式(5)。
(5)
与式(5)对应的交互作用响应面,如图4所示。
与图3相类似,在曲面低谷处对应较小的翘曲变形量,故在这些点选取注塑参数即可获得理想的结果[6]。
第五组交互影响因素注射温度和压力的响应面方程为式(6)。

图4 交互作用响应面图
(6)
与式(6)对应的响应面,如图5所示。

图5 交互作用响应面图
可以发现,翘曲变形量的变化并不十分明显。
2 模型精度的验证
为了对前文构建的模型精度进行验证,这里采用了重新产生采样点的方式,需要验证的主要参数是可决系数R2,其计算式为式(7)。
(7)
式中,m为样本总数,yi为对应的采样点的实际值。R2取值接近于1的程度,可说明模型的精确度[7-8]。
经过计算,最终可得翘曲变形量和体积收缩率模型的可决系数为0.988 3和0.977 4,十分靠近于1,说明前文构建的模型方程具有较高的精度。
3 基于遗传算法优化工艺参数
根据式(1)可分别建立翘曲变形量以及体积收缩率的适应度函数,二者分别为@fitness和@fitness2,接下来为了完成对前文构建模型的最优化搜索[9],调取了Matlab中的遗传算法工具箱。搜索结果表明,两个适应度函数囊括的七个影响因素的优化范围依次为:注射温度为190-228 °C;冷却时间为34-68 s;保压压力为39-57 MPa;模具温度为58-80 °C;注射时间为2.1-4.9 s;注射压力为70-100 MPa;保压时间为2-5 s[10]。遗传算法迭代次数设为100,种群规模数量设为75,其它参数全部都设置为默认值。最后进行仿真得到的塑件工艺参数迭代寻优过程,分别如图6、图7所示。
由图6、图7可知,分别经过67次和54次迭代后停止,即能获得最优的翘曲变形量和体积收缩率,分别为0.108 9 mm和1.42%。
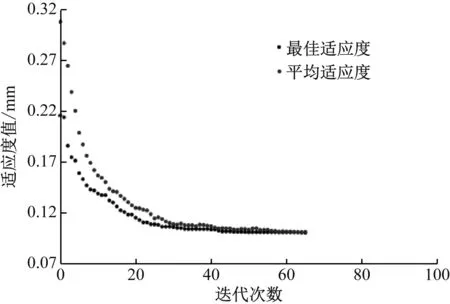
图6 翘曲变形量迭代寻优

图7 体积收缩率迭代寻优
相应的获得最佳工艺参数,如图8所示。
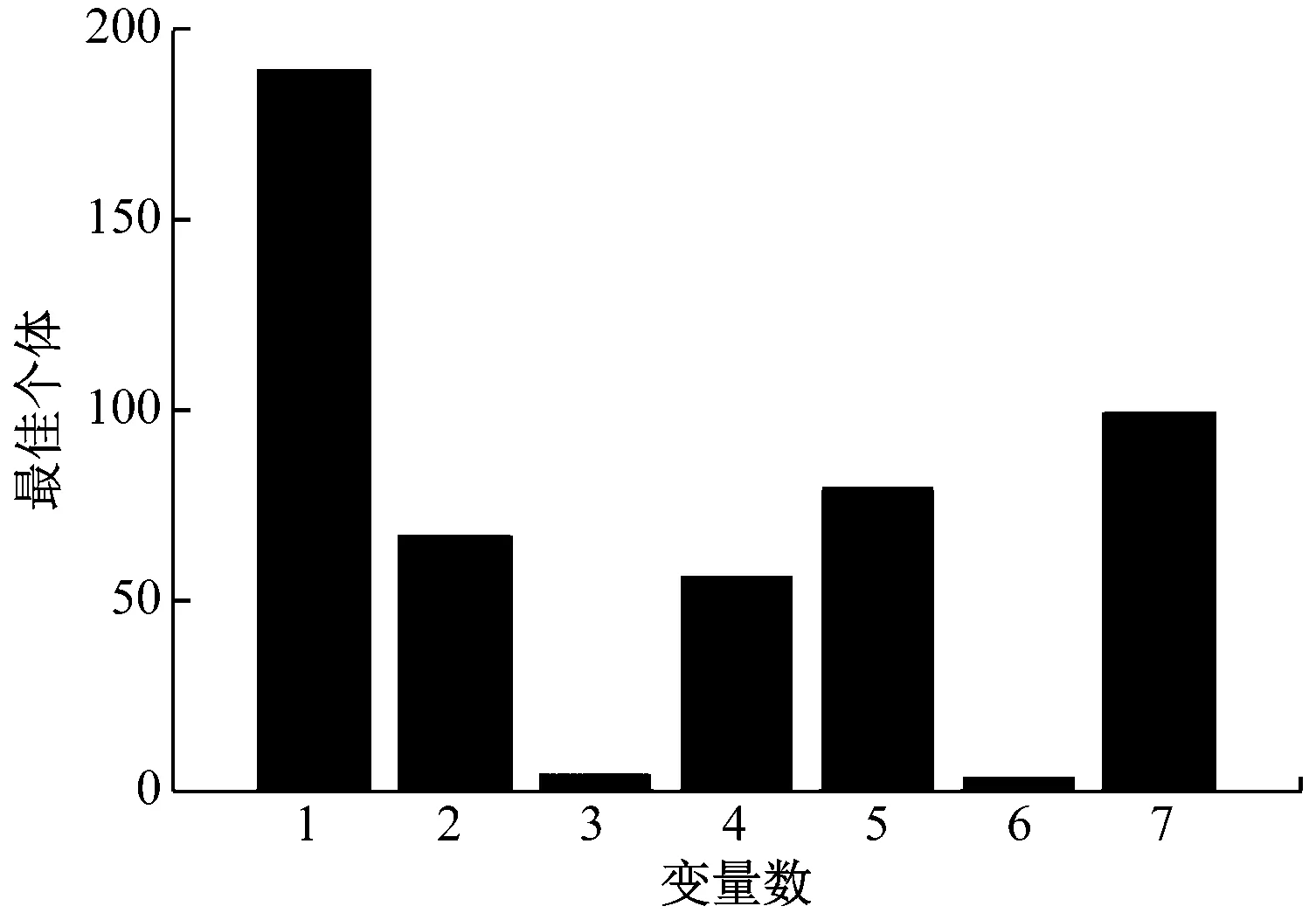
图8 最佳工艺参数
对注射温度、冷却时间、注射时间、保压压力、模具温度、保压时间、注射压力七个参数取整后,获得最优参数值依次分别为190 °C,68 s,4.9 s,57 MPa,80 °C,5 s,100 MPa。
4 总结
全面探讨了注塑过程中不同的工艺参数取值组合对内倾斜控释注水漏斗塑件翘曲和体积问题的影响,基于多因素试验方法,构建了响应面模型。紧接着利用重新产生采样点方法验证了模型精度,并运用遗传算法对模型实施优化搜索,最后对寻优结果完成分析。其中,翘曲变形和体积收缩分别经过67和54次迭代后方可获得最佳寻优值,分别为0.108 9 mm、1.42%。此时对应的参数组合顺序为:注射时间4.9 s、冷却时间68 s、注射温度190 °C、保压时间5 s、保压压力57 MPa、模具温度80 °C、注射压力100 MPa。
猜你喜欢
中华诗词(2020年1期)2020-09-21 09:24:52
山东冶金(2019年6期)2020-01-06 07:45:54
世界农药(2019年2期)2019-07-13 05:55:12
小学生作文(中高年级适用)(2018年5期)2018-06-11 01:22:56
石油地球物理勘探(2017年2期)2017-11-23 06:02:04
中央民族大学学报(自然科学版)(2017年1期)2017-06-11 07:13:32
中学生数理化·七年级数学人教版(2017年11期)2017-04-23 07:18:00
统计与决策(2017年2期)2017-03-20 15:25:24
数学大王·中高年级(2016年12期)2016-12-26 21:37:36
铜业工程(2015年4期)2015-12-29 02:48:39
