强力均衡的薄型水刺非织造布的研究
2021-06-03 02:09:34
纺织科学研究 2021年5期
(东纶科技实业有限公司 河北 廊坊 065001)
随着美容业的发展,人们对面膜舒适度要求越来越高,同时对面膜的透明度也有了新的要求,传统面膜基布主要由粘胶纤维加工而成,这类面膜布存在手感厚实、贴服性差、不美观等问题,已不能满足消费者的需求[1]。
强力均衡的薄型水刺非织造布应用于面膜基布,可紧密贴附于面部,形成相对密闭的隔离层,有利于肌肤吸收所需的营养和水分,给消费者带来良好的体验感。
目前最具代表性的薄型面膜是以铜氨纤维长丝经水刺加工而成,手感柔软,轻薄,通透性好,湿态下接近透明,满足了人们对面膜实用、美观的双重需求,但这种薄型面膜基布生产技术被国外垄断,价格偏高[2]。再生纤维素纤维中的莱赛尔纤维也常被用作面膜基布,莱赛尔纤维面膜基布的保液率和稳定性等方面均优于铜氨纤维面膜基布[3]。莱赛尔纤维被誉为人造纤维史上最具价值的绿色纤维,兼具天然纤维和合成纤维的多种优良性能,是欧盟最新拟实施的限塑令中未禁止的再生纤维素纤维。
本文基于对薄型面膜基布的研究,以新溶剂法纤维素纤维为原料,采用水刺加固技术开发一款手感柔软、吸水性好、纵横向强力均衡且轻薄的面膜基布。
1 强力均衡的薄型水刺非织造布工艺研究
利用新溶剂法纤维素纤维,制备低克重、布面均匀度良好且质量稳定的水刺非织造布,需对各工艺流程进行优化改进,其中铺网工艺的选择和梳理工艺参数的优化是影响水刺非织造布质量的关键因素。
1.1 铺网工艺
水刺非织造布根据纤维网层叠方式,主要分为交叉铺网、直铺和一种介于交叉铺网与直铺之间新的铺网方式——半交叉铺网。交叉铺网是指梳理机梳出的纤维网经过交叉铺网机“Z”形层叠铺制,再进入水刺工序,其特点是适合较高克重的水刺非织造布,产品的横向强力较高,缺点是生产线速度较低[4]。直铺水刺非织造布生产线是指梳理机梳出的纤维网不经过交叉铺网机,直接进入水刺工序,其特点是生产线速度高,适合较低克重的水刺非织造布,但产品纵横向强力比值较大,通常在4:1~6:1之间。通过高速杂乱辊或全转移输出辊(TT辊)技术,直铺水刺生产线产品的横向强力有较大提升,纵横向强力比值可以达到3:1左右。直铺水刺生产线的产品纵向强力要比横向强力高很多,在拉力作用下极易拉伸变形,应用领域受到很大限制[5]。
表1为采用相同纤维原料不同铺网工艺制备的水刺非织造布的物性指标数据。由表可知:当克重大致相同时,直铺水刺非织造布的纵横向强力比约为4:1;全交铺水刺非织造布的纵横向强力比约为0.93:1,铺网方式是影响水刺非织造布纵横向强力的关键因素。
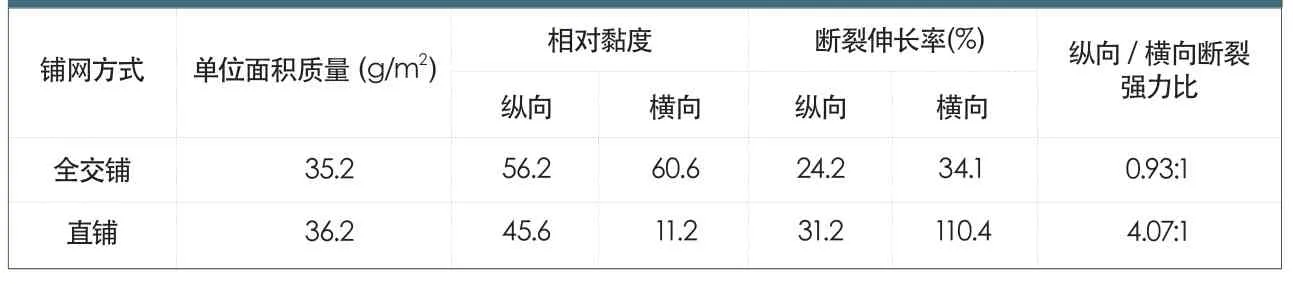
表1 不同铺网方式产品物性指标对比
半交叉铺网工艺兼具生产线速度较高和产品纵横向强力比较接近的优点,目前已在水刺非织造布行业广泛采用。但在一般的半交叉铺网工艺条件下,40g/m2以下的薄型水刺非织造布的纵横向强力比值在2.5:1~3.0:1之间。如果采用半交叉工艺生产纵横向强力比值小于1.5:1的强力均匀的薄型水刺非织造布,对设备和工艺都有较高的要求。
相对于全交铺生产线,半交铺生产线由于第二台梳理机的引入,生产线速度有较大的提升,如图1、图2所示。半交铺生产线产品的单位面积质量一部分来自于交铺梳理机,一部分来自于直铺梳理机。在半交铺工艺下,通常铺网机采用更少的铺网层数以获得更轻的质量,因而铺网机的输出速度更快。对于质量既轻、传输速度又快的纤维网,在交叉铺网机的铺网过程及其随后的传输过程中,如何控制张力稳定并保持既定的纤维网形态,是生产强力均匀的薄型水刺非织造布的工艺关键。

图1 交铺示意图
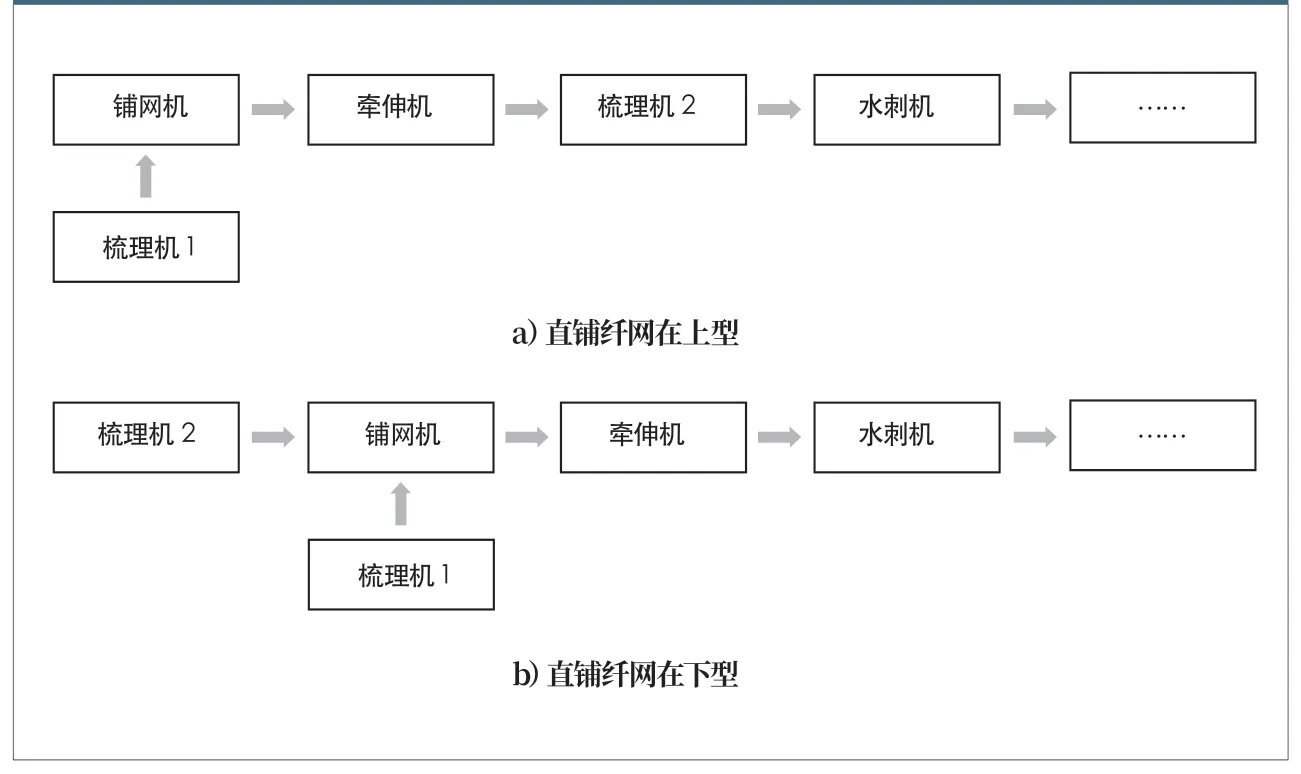
图2 半交铺示意图
在铺网机和牵伸机中间增加缓冲帘,通过中间帘子有效工作长度的有规则变化,可以减少由于铺网机铺网小车换向引起的输出帘速度变化而产生的张力波动,从而有效控制纤维网在纵向的短片段均匀度,输出克重较低、成型良好且稳定的纤维网。
半交叉铺网工艺采用交叉铺网纤维网和直铺纤维网相结合,两种纤维网合并后经水刺工序加固形成非织造布,相比全交铺非织造布单位面积质量的横向均匀度更好,同时还弥补了交叉铺网车速较慢的不足,相比直铺非织造布提高了产品的横向强力,产品的纵横向强力比值接近交叉铺网型。
1.2 梳理工艺
由于新溶剂法纤维素纤维相对不易开松,生产时宜尽量提高纤维的开松度,有助于提高产品的稳定性和均匀性。纤维经开松、混合后,喂给梳理机进一步加工。
梳理是干法非织造材料成网生产中的一道关键工序。梳理工序主要是将纤维进一步开松,将原料进一步混合,块状纤维梳理成束状,最终梳理成单根纤维状并形成纤维网。梳理工艺参数直接决定了纤网的质量,各梳理元件之间合理的速度配置保证了纤网能够连续均匀地输出[6]。
为获得强力均衡的纤维网及其水刺非织造布,工艺上主要采取以下措施:
(1)降低直铺纤维网在成品单位面积质量中的占比。通过降低直铺梳理机上下棉箱压力以降低棉层密度从而降低喂入梳理机的纤维层单位面积质量,并降低直铺梳理机喂棉帘子和喂棉罗拉速度,最终使得直铺梳理机输出的纤维网克重大幅降低;
(2)降低铺网机的铺网层数和牵伸机的牵伸倍数,降低纤维纵向排列占比;
(3)降低水刺工序的牵伸系数。
表2是两种直铺梳理机工艺及在相同水刺工艺下最终产品的物性指标表。工艺1为直铺侧喂入量相对较高的工艺设置,制得31.1g/m2水刺非织造布纵横向强力比值为1.80:1。工艺2为直铺侧喂入量相对较低的工艺设置,制得32.3g/m2水刺非织造布纵横向强力比值为1.15:1。通过工艺试验验证,直铺梳理机纤维网重量占比对纵横向强力比值有显著影响。

表2 直铺梳理喂入量及产品物性指标
通过梳理工艺参数的优化以及半交铺铺网工艺的选择,配以合理的水刺工艺参数,最终制备出的水刺非织造布的纵横向强力比值为1.15:1,接近全交铺纵横向强力比值,满足面膜使用要求。
2 结论及展望
以半交铺铺网工艺为基础,通过降低直铺梳理机纤维网占比,降低交铺纤维网牵伸机牵伸倍数,最终突破了交叉铺网工艺对梳理机输出纤维网克重的限制,制得35±5g/m2、MD/CD≤1.5:1的纵横向强力均匀的薄型水刺布产品,实现面膜产品的轻薄化。
基于现有设备技术条件,强力均衡的薄型水刺非织造布相对常规工艺半交铺水刺非织造布产量较低,后期有待铺网机、牵伸机等关键设备性能提升,从而进一步降低强力均衡的薄型水刺非织造布的生产成本,有利于产品推广。
猜你喜欢
纺织服装周刊(2024年17期)2024-06-17 03:55:54
重庆建筑(2022年7期)2022-07-27 06:21:16
科学家(2022年5期)2022-05-13 21:42:18
佛山陶瓷(2022年1期)2022-02-19 05:26:07
天津工业大学学报(2021年3期)2021-07-13 09:50:44
产业用纺织品(2018年9期)2018-11-20 08:03:04
——MIYOTA薄型GL/N/M系列机心
钟表(2017年4期)2017-09-28 11:07:44
生活用纸(2016年6期)2017-01-19 07:36:30
生活用纸(2016年5期)2017-01-19 07:36:05
西南国防医药(2016年7期)2016-12-01 06:01:24