600 MW机组锅炉制粉系统一次风量偏差原因分析及优化
2021-05-29 07:35:56郭彦飞卢建荣王俊俊韦红旗
内蒙古电力技术 2021年2期
郭彦飞,卢建荣,王俊俊,张 根,韦红旗
(1.内蒙古岱海发电有限责任公司,内蒙古 乌兰察布 013700;2.东南大学热能动力实验室,南京 210000)
0 引言
火电厂锅炉一次风量的准确性直接关系到锅炉安全稳定与经济运行。由于一次风管道的布置受空间限制,磨煤机进口一次风管的直管段长度大多不能满足冷热一次风混合后对于风量测量的需求,而且热风调节挡板也会对风量测量产生干扰,因此火电厂普遍存在制粉系统磨煤机入口一次风量偏差大的问题。本文以某火电厂600 MW机组锅炉磨煤机入口一次风量偏差为研究对象,采用数值模拟分析方法找出制粉系统结构对风量的影响,并采取优化措施改善风量偏差现象,为其他机组类似问题的处理提供参考。
1 设备概况
内蒙古岱海发电有限责任公司(以下简称岱海电厂)4号600 MW机组采用冷一次风正压直吹式制粉系统,配置6台ZGM123G型中速磨煤机,根据锅炉高度由下至上(1号—6号)逐层布置,每台磨煤机出口由4根煤粉管接至炉膛四角的同一层煤粉喷嘴,锅炉BMCR(Boiler Maxium Continuous Rating,锅炉最大连续出力)和ECR(Economical Continu⁃ous Rating,锅炉经济连续出力)负荷时均投5层,另1层备用。
制粉系统工作原理为:煤经落煤管至磨盘中央,在磨盘转动产生的离心力作用下被甩至磨盘四周,磨辊在磨盘转动时自转,磨辊与磨盘相对运动完成煤的研磨过程。一次风经一次风室环形喷嘴切向进入磨煤机内,一方面对原煤及煤粉进行干燥,另一方面携带煤粉向上运动至分离器顶部,经环形折向挡板后,合格的煤粉经煤粉管道、分配器进入炉内燃烧,不合格的煤粉沿落煤管的外壁重新回到磨煤机内继续研磨;不能研磨的杂物经环形喷嘴落入一次风室,由磨盘轴上的刮板刮到渣箱定期排出磨煤机外。送入磨煤机内的一次风起到干燥与输送煤粉的作用。一次风取自锅炉房室内风(冬季)或室外风(夏季),经一次风机做功升压,一路经暖风器进入空预器换热,由空预器出来的热一次风经一次风母管汇集,再经各磨煤机支路进入磨煤机干燥、携带、输送煤粉;另一路称为冷一次风,直接接入各磨煤机热一次风管支路热风挡板,起到调节风温、控制磨出口煤粉气流温度的作用[1]。
2 存在的问题
岱海电厂4号机组运行中制粉系统长期存在磨煤机入口一次风流量偏差现象,导致磨煤机入口挡板开度不均匀,不能满足磨煤机干燥出力,需要增加一次风压力进行调节,这样不仅提高了制粉系统电耗率,加速磨煤机系统部件磨损,还严重影响机组运行的经济性[2]。
对额定负荷、不同制粉系统运行方式下燃烧不同煤种的运行参数进行分析。下5层制粉系统运行参数见表1,上5层制粉系统运行参数见表2。
额定负荷时,无论哪种运行方式,煤量相同情况下(5号磨煤机风量偏低故设有负偏置)各磨煤机风量基本持平,热风挡板开度偏差均较大。因长协煤更接近设计煤种,故选取工况3下的参数进行分析:各磨煤机热风挡板开度偏差最大已达44.5%,偏差率接近80.6%。工况3下各磨煤机一次风量几乎相同,2号、5号磨煤机热风挡板开度明显较其他磨煤机大,甚至全开时风量才能勉强维持;在煤质差、煤量大时,热风挡板全开仍无法满足磨煤机干燥出力,尤其是5号磨煤机,必须被迫限制出力以勉强维持风量。

表1 下5层制粉系统运行工况
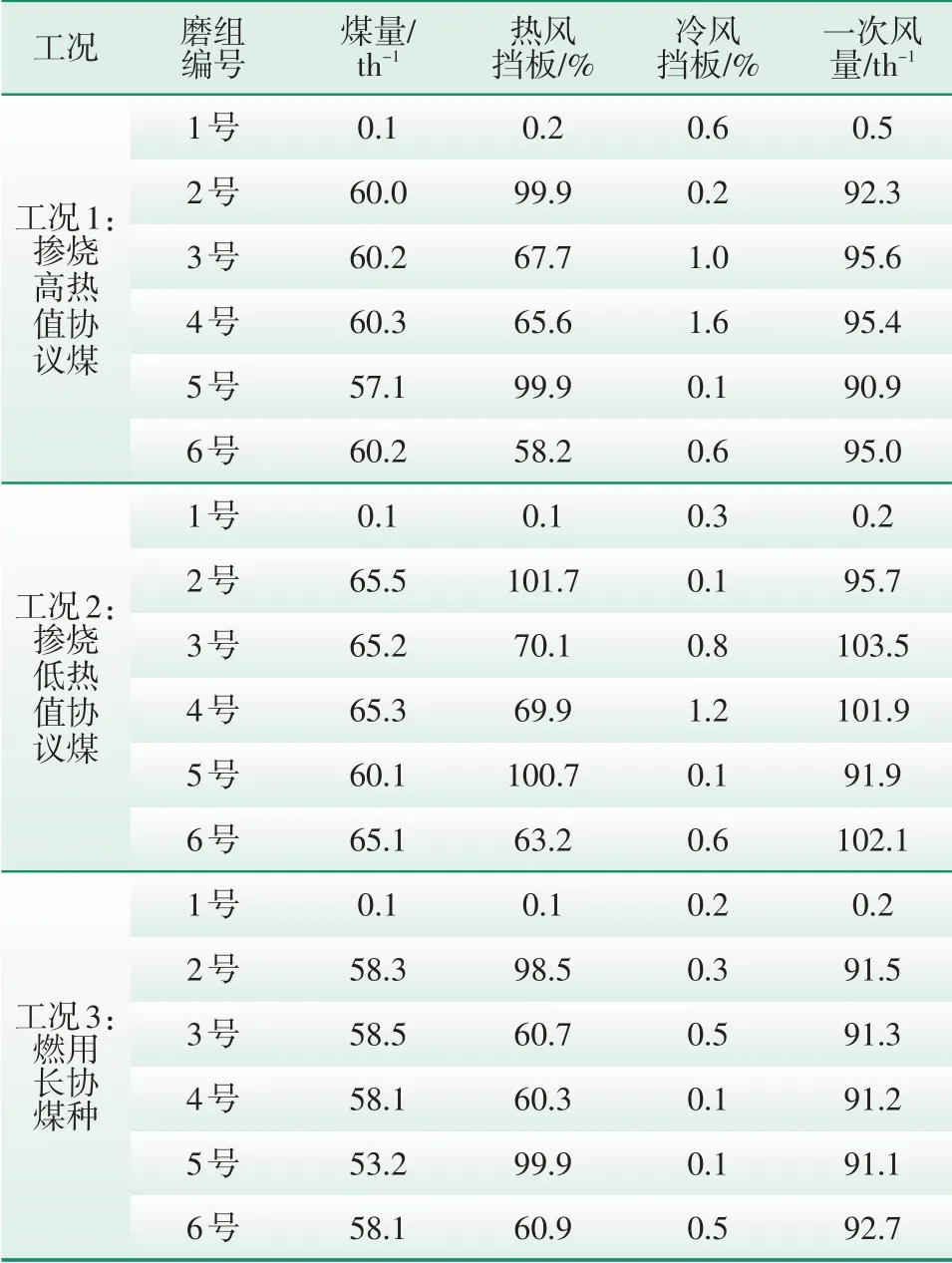
表2 上5层制粉系统运行工况
3 数值模拟分析
依据现有系统布置情况,建立三维模型(如图1所示)进行数值模拟分析,因1号—6号磨煤机对称布置,故以半侧建模分析2号磨煤机情况,同理可得5号磨煤机[6-12]。
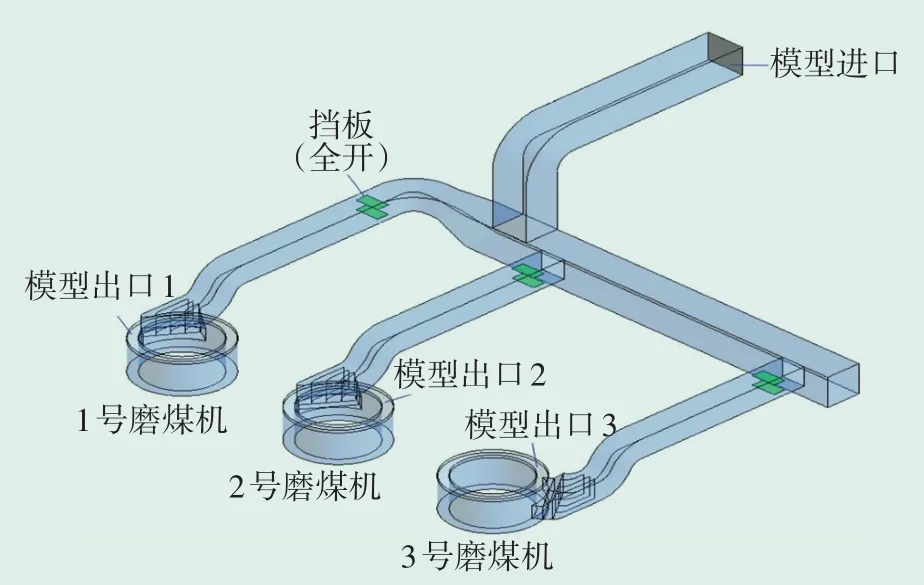
图1 空预器出口至磨煤机进口风道三维模型
图2为空预器出口至2号磨煤机入口管道局部流线图。由图2可见,空预器的一次风母管竖直管段与一次风母管接口处、2号磨煤机热一次风支管与母管接口处、2号磨煤机热一次风支管与母管底部接口处均为直角连接。
图3为热一次风道速度分布云图(支管中心高度平面)。由图3可见,热一次风母管与2号磨煤机支管交接处流场紊乱,气流下冲、扭转流进支管,靠顶部区域存在大面积涡流区[3]。图4为磨煤机进口风量测量截面速度分布云图。由图3、图4可以看出,1号磨煤机进口风量最大,2号磨煤机进口风量最小,且2号磨煤机热一次风道支管与母管连接处速度场分布不均匀,最大与最小速度相差约22 m/s。
一次风管道结构中,由于空预器出口至一次风母管接口处、2号磨煤机一次风支管与母管接口处、2号磨煤机一次风支管与母管底部接口处均为直角连接,导致局部流量场、速度场分布不均,接口处顶部存在涡流区,进口断面处速度偏差大;2号磨煤机进口风量最小,且不利于风量监视与自动控制[4],磨煤机热一次风系统阻力较大。
4 优化措施
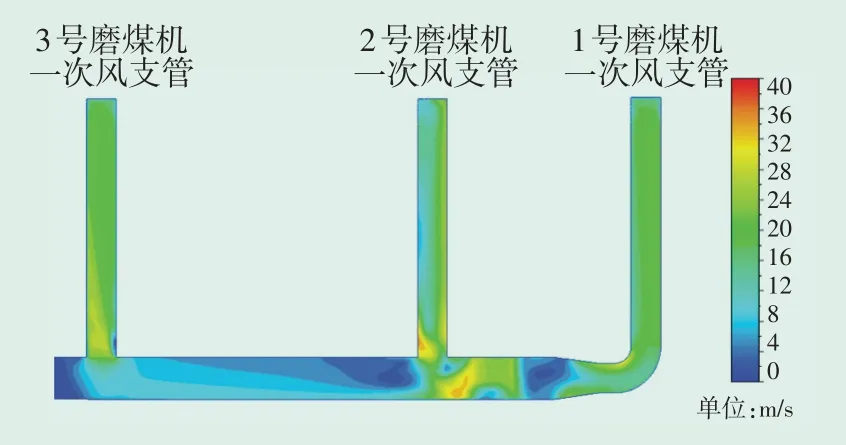
图3 热一次风速度分布云图(支管中心高度平面)

图4 磨煤机进口风量测量截面速度分布云图
(1)空预器来的热一次风竖直管道与磨煤机入口一次风水平母管接口处,由原来的直角连接改为单侧弧形连接,即将空预器来的热一次风支管竖直管段与磨入口热一次风水平母管连接处,靠近2号磨煤机入口支管一侧的接口优化为半径1200 mm、工程高度1000 mm的弧形连接(如图5)。

图5 空预器来的热一次风竖直管道与磨煤机入口一次风水平母管接口处优化效果
(2)将2号磨煤机热一次风支管与母管连接处靠近进风口侧直角连接改为弧形连接,即2号磨煤机入口热一次风支管与母管接口处的垂直方向连接优化为半径400 mm、工程长度200 mm的弧形连接(如图6)。

图6 2号磨煤机热一次风道支管与母管侧部接口处优化效果
(3)2号磨煤机热一次风支管与母管底部改为斜边过渡连接(如图7)。
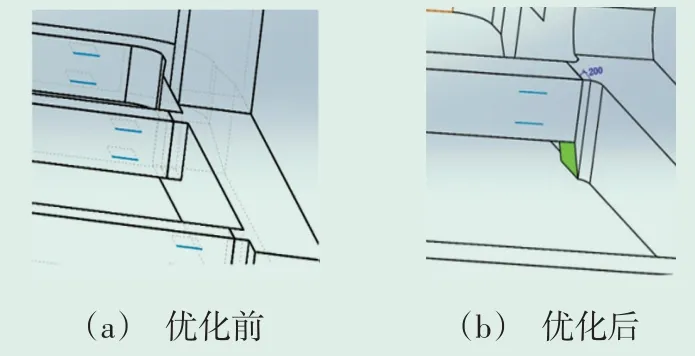
图7 2号磨煤机热一次风支管与母管底部接口处优化效果
5 优化效果
利用机组检修时机,岱海电厂对2号、5号磨煤机热一次风管道进行了优化,在相近的煤种、额定工况下,3个接口处流场均匀性明显改善,涡流区基本消失(见图8、图9);2号磨煤机热一次风支管与母管连接处速度场和流量场分布有所改善。磨煤机进口风量截面速度分布相对较为均匀(如图10、图11)。

图8 优化后空预器出口至磨煤机入口一次风管道三维流线图
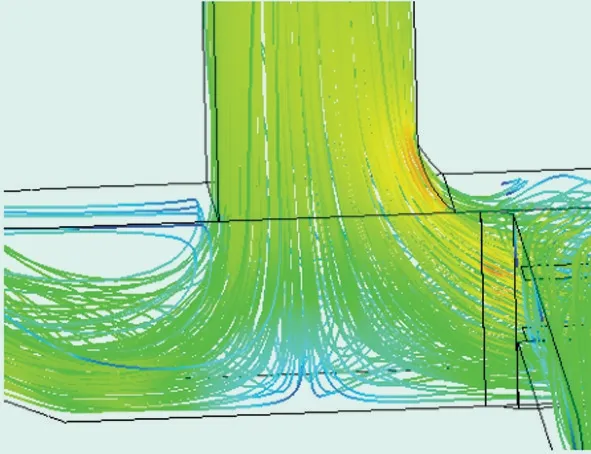
图9 优化后2号磨煤机与一次风母管直角连接处流线图

图10 优化后热一次风速度分布云图
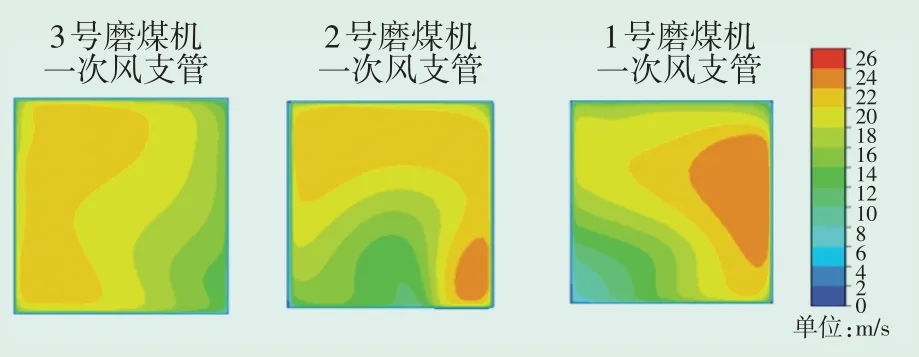
图11 优化后磨煤机进口风量测量截面速度分布云图
各制粉系统入口一次风量稳定时5台磨煤机入口热风挡板开度均匀,偏差减小,优化后最大与最小热风调节挡板偏差为12.9%,偏差率约22.35%,热风调节挡板开度偏差与热风调节挡板偏差率同均小于优化前,消除了磨煤机入口热风挡板开度偏差大的现象,从而解决了磨煤机入口一次风量偏差大的问题。
同时,由于优化了制粉系统一次风管道结构,使得磨煤机一次风机出口压力降低约0.1 kPa,能够降低一次风机电耗率约1%[5],按单台机组全年发电量30 TWh、上网电价0.33元/kWh计算,可为公司节省4.95万元/年。
6 结束语
岱海电厂4号600 MW机组由于制粉系统磨煤机入口一次风流量偏差大,易引起磨煤机运行风量不足、堵磨等不安全事件,通过分析,找出一次风管道结构不合理为主要原因,并有针对性地采取优化措施,消除了挡板偏差现象,解决了风量偏差问题,并减小了系统阻力,降低了一次风机电耗率,提高了机组运行的经济性,对同类型问题处理具有借鉴意义。
猜你喜欢
电力设备管理(2024年6期)2024-05-22 07:24:52
江西电力(2022年2期)2022-03-23 07:23:32
今日自动化(2022年1期)2022-03-07 09:34:14
核科学与工程(2021年4期)2022-01-12 06:29:32
综合智慧能源(2019年6期)2019-07-10 07:44:14
电力安全技术(2018年11期)2018-12-19 03:18:26
现代面粉工业(2018年6期)2018-02-14 20:47:58
中国新通信(2016年13期)2016-08-12 02:15:34
现代工业经济和信息化(2016年8期)2016-05-17 05:37:34
设备管理与维修(2016年7期)2016-04-23 06:51:47