
UV冷镜铝反射器的膜层研制
2021-05-26 06:51郝天宇杨振华
中国新技术新产品 2021年5期
曹 轶 田 丹 关 旭 郝天宇 杨振华
(沈阳沈大内窥镜有限公司,辽宁 沈阳 110000)
0 引言
在半导体制造工艺过程中,通常需要对沉积的薄膜进行固化,以获得所需要的薄膜性能。过去经常采用加热烘烤达到固化薄膜的目的,但是热固化速度慢、能耗高、设备及工艺复杂,目前已逐渐被紫外固化(UV cure)所替代。紫外线固化是利用光引发剂的感光性,在紫外线光的照射下,由光形成了激发生态分子,分解为自由基或是离子,使不饱和有机物进行聚合、接枝和交联等化学反应,达到固化的目的,被广泛应用于印刷、电子、机械和建材等行业,其中固化强度和速度是衡量紫外线利用率的重要指标。
UV反射罩是UV固化机的核心部件之一,主要功能是反射灯管发出的紫外光聚焦,精确辐照到目标物体表面,并且辐射热量低。反射罩的反射率越高,油墨的固化度就越高,着色的质量就越好。同时,更高的反射率要求着色速度更快,达到提质增效的目的[1-2]。传统紫外固化灯用普通铝材做反射罩,紫外区(<400 nm)反射能量低,通常达到了70%~80%。光源发射紫外光的同时会产生大量的热辐射,严重影响了紫外固化系统的固化效率,且铝材表面硬度低,抗腐蚀能力差。该文围绕如何发挥最大UV能量并降低红外热量为目标,应用真空镀膜技术,在大尺寸铝板上镀制多层紫外高反膜[3],提高紫外工作波段反射率,降低红外区(大于700 nm)辐射热量,从而提升紫外固化强度和速度。
1 膜系设计
1.1 基材
目前,紫外固化灯一般采用高压汞灯,高压汞灯的光谱图如图1所示,光源上方加2片铝材制成了反射罩,固化设备结构如图2所示,聚焦UV光可以辐照到物体表面。
通过查询相关材料数据见表1[4],氧化镁对UV光反射系数最高,但是因其物理特性不稳定不能用于制造UV光反射板材。经过金属还原工艺制造的氧化铝镁合金兼顾了紫外高反射和铝材的高硬度特性,再经表面抛光处理达到镀膜所要求的表面光滑度,经过试验确定制作反射板材的材料为氧化抛光的铝镁(MgAl2O4)合金。
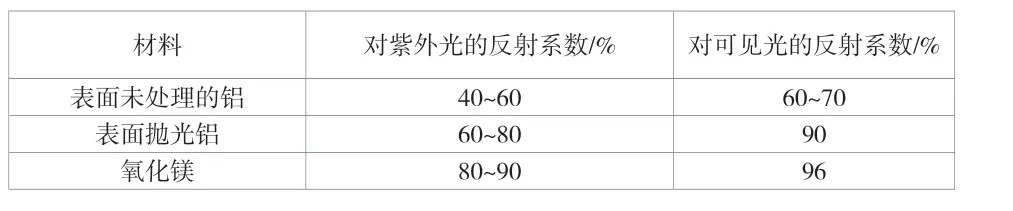
表1 不同方法处理过的铝材对紫外线和可见光的反射系数
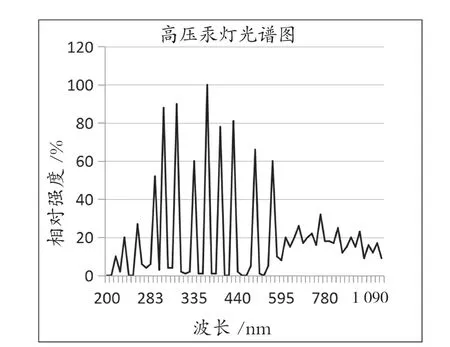
图1 汞灯谱线
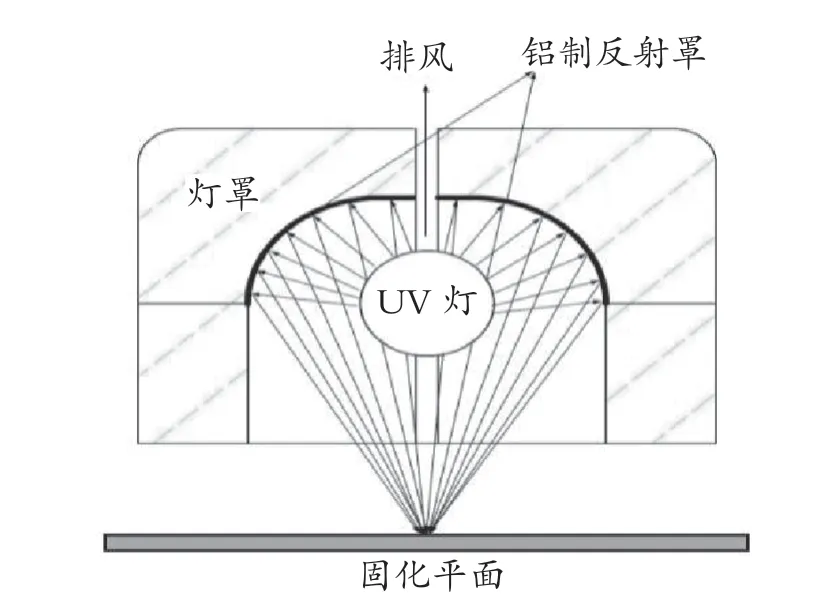
图2 UV固化装置结构图
1.2 镀膜材料
连接层材料:考虑到0.3 mm铝板很软,选取金属铬(Cr)膜为连接层,膜层耐热性强,与金属和半导体材料具有很好的粘附性[5],起到了1种膜层和铝板之间的软连接加硬作用,为后续的裁剪压弧工艺奠定基础。
吸收层材料:铝材本身在紫外到红外区有85%左右的反射率,为了吸收可见和近红外光,达到减少热辐射能量的效果,选取氮化钛膜(TiN)为吸收层 。氮化钛(TiN)是1种容易晶化的硬质涂层材料,具有高熔点、强抗蚀性和高稳定性的优点,同时膜层具有一定的韧性,可达到压弧工艺要求。氮化钛(TiN)可与Cr/Cu等金属基材形成均匀平整的接触界面[6]。
反射层材料:选取氧化铪(HfO2)和二氧化硅(SiO2)组成的紫外反射膜堆[7],其透明区域可以从近红外一直到230 nm的紫外区域,同时还具有非常好的硬度、附着力以及稳定性等薄膜材料的综合性能。
1.3 膜系设计
从光的薄膜干涉理论可知,当入射光到介质膜表面,反射相干光为干涉极大时,透射光的能量最小,这种膜就是高反膜,层数越多,反射效果越好,多层高反膜是由光学厚度λ/4的高、低折射率膜层交替镀制的膜系[8]。参照光源发射谱线,以长波通为基础膜系设计紫外高反膜。
膜料光学常数:考虑到基底温度、沉积速率、真空度、沉积方式和离子辅助等工艺参数对材料光学常数的影响。单层膜材料(Cr/TiN)在3种条件下进行:1)冷镀。2)本地真空小于2×10-3Pa。3)采用电子枪蒸镀,速率Cr为0.6 nm/s TiN为0.5 nm/s。考虑到金属膜在不同厚度下n、k值的变化,镀制光谱数据是在固定膜厚下测得的 ,膜厚数据由连接层牢度特性和吸收层红外吸收率所得估值,将所测得的数据导入OptiLayer膜系设计软件的Optichar模块,进行折射率和吸收系数的模拟,经过多次修正,得到材料Cr膜和TiN膜的折射率n、吸收系数k分布图分别如图3和图4所示。
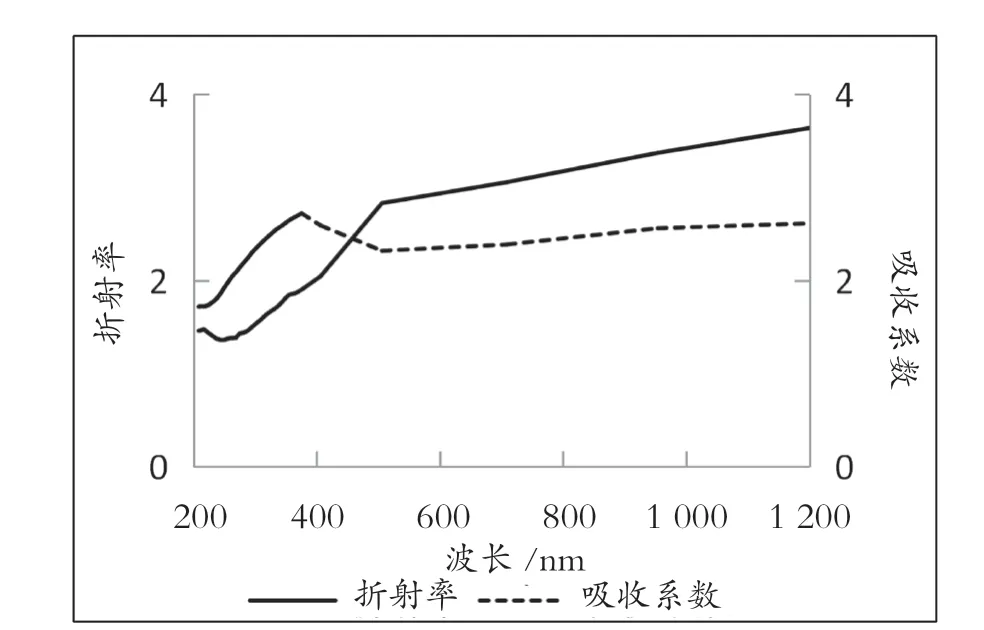
图3 Cr(铬)膜光学常数
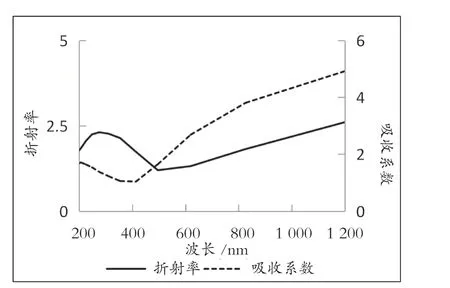
图4 TiN(氮化钛)膜光学常数
膜层结构设计思路:第一层膜为连接层,第二层膜为过渡层,第三层膜为吸收层,后面为反射堆,保证高反射率的同时要兼顾颜色调节属性。基底侧配以连接层Cr和吸收层TiN,这2个关键膜层的厚度经试验得到后,运行Optilayer软件,设置光谱target和color target(蓝紫色),锁定前三层光学厚度为/0.2C0.8L2.5T/,锁定后运行Optilayer-Gradual Evolution渐进优化模块设置最大层数30层,最外层使用二氧化硅(SiO2)膜保护,模拟得到光谱曲线如图5所示。
优化得到膜层(25层)数据如下:
Sub/0.2C0.8L2.6T0.5L1.1H1.08L1.02H0.6L1.3H1.04L 1.06H1.2L1.22H1.17L1.12H0.4L0.3H0.75L1.27H1.23L1.17H1.02L1.26H2.3L/Air (C-Cr T-TiN H-HfO2L-SiO2)。C、L、T在程序中分别代表材料名称,这段为复制的程序编写格式。
2 膜层镀制
2.1 基材清洗
第一步除油清洗,将表面抛光处理的铝材进行除油清洗,用专用除油剂加入水中拌匀,并将铝材放入加热到70 ℃的除油液中浸泡1 h。第二步用纯水冲洗表面,热风枪吹干,防止水渍产生。第三步用酒精和乙醚混合液擦拭干净,无油渍和水印。
2.2 镀制工艺
采用真空镀膜机,物理气相离子辅助沉积方式镀膜。箱体尺寸为1300 mm,配置了2套JEOL电子枪,膜厚由XTC3晶控和背反射光控系统精确控制。
操作步骤:在真空镀膜机中放置铝材,抽真空至2×10-4Pa,不加温,预熔金属Ti和氧化铪(HfO2)[9]、二氧化硅(SiO2),离子轰击清洗15 min,按照膜系设计的厚度进行多层膜镀制,膜厚控制方式为光控+晶控。第一层Cr到第三层TiN没有离子辅助,从第四层使用离子辅助工艺,工艺参数详见表2。镀制完成后加热到150 ℃保持40 min 释放膜层应力。
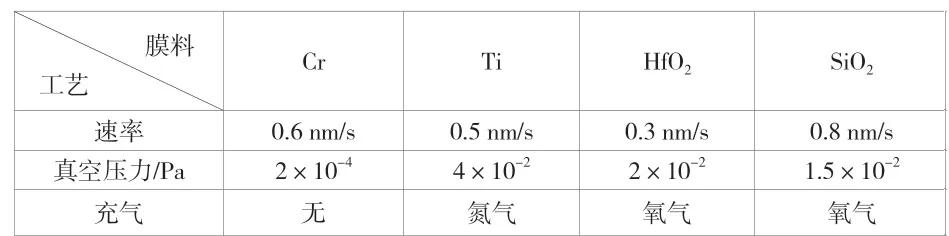
表2 镀膜工艺参数
2.3 光谱测试
通过安捷伦-Cary7000分光光度计测试得到反射光谱 曲线如图6所示。
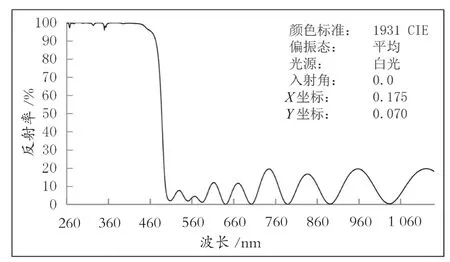
图5 光谱(反射)设计曲线
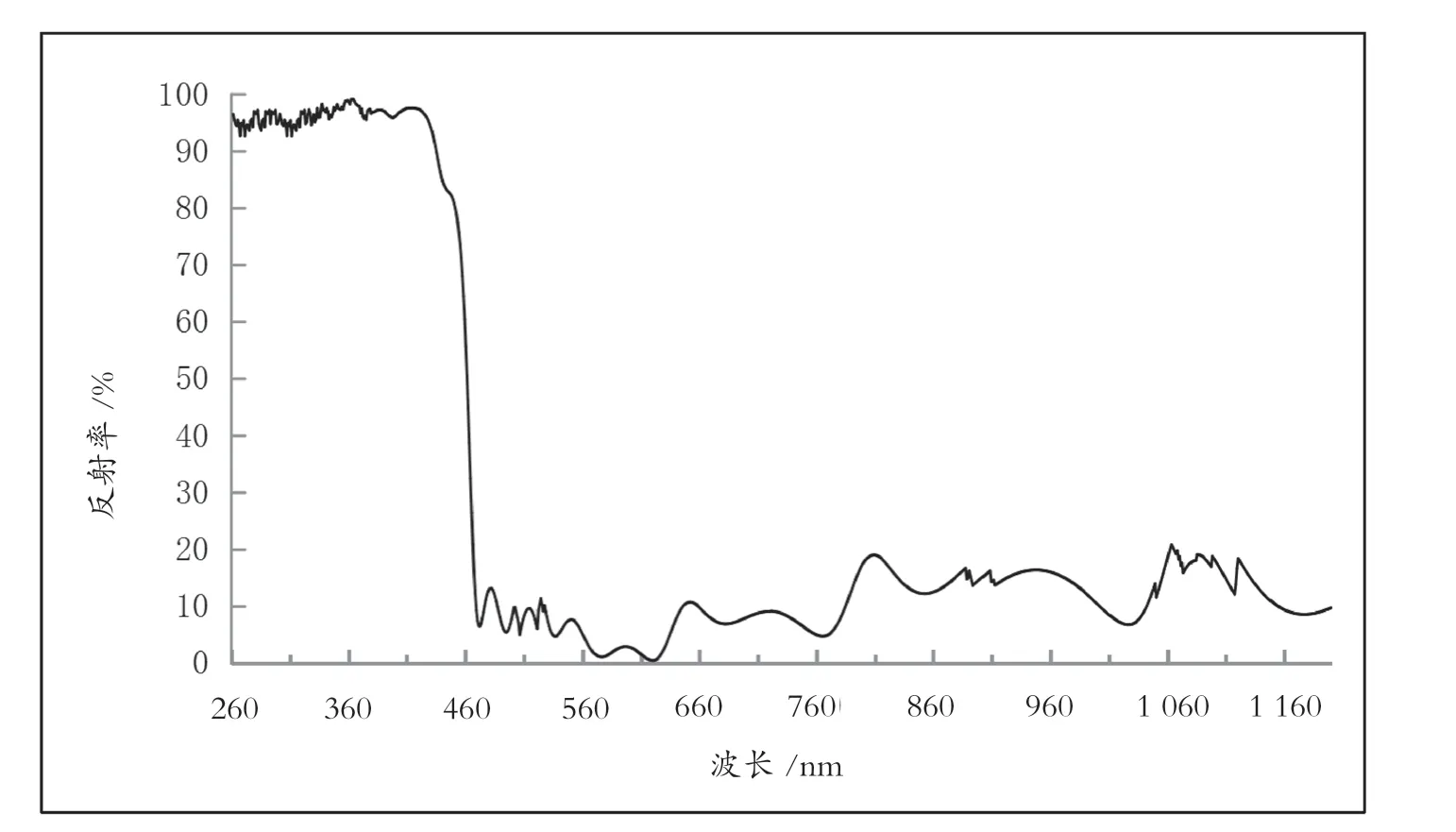
图6 光谱测试曲线
结论:经过镀膜后紫外反射光强度提高20%,可见和近红外光反射率下降约80%,满足设备参数要求,见表3。

表3 镀膜后铝材表面对紫外线和可见光的反射系数
3 环境试验和机械强度测试
3.1 高温测试
高温密闭箱内,用红外烤灯加热至400 ℃照射表面8 h,膜层未出现起皮、脱膜、裂纹、气泡等现象。
3.2 湿热测试
在温度为50 ℃,湿度90%的条件下保持24 h膜层未出现起皮、脱膜、裂纹和气泡等现象。
3.3 牢固度测试
用2 cm宽3M胶带粘牢在膜层表面,从边缘朝内垂直方向迅速拉起,膜层无脱落损伤。用裁板机切割成100 mm×50 mm,10倍放大镜观察膜层边缘光滑,无脱落。用热压机弯成R-35弧形,膜层无裂纹、无脱落。
上述测试完成后再次测试样品反射率,光谱曲线基本没有变化,满足使用要求。
4 结论
该文通过非规整膜系设计和真空镀膜技术,采用金属加介质镀膜材料,利用离子辅助和金属反应蒸发技术,在尺寸为600 mm×400 mm×0.3 mm的铝板上镀制了多层反射膜,对紫外光波段反射率提高到95%以上,吸收可见和近红外光,降低反射热量80%,达到紫外光低温高反射效果,膜层呈现蓝紫色。解决了膜层牢固性问题,紫外固化设备的固化强度和速度提高了1.3倍以上。镀膜后裁剪至尺寸为100 mm×50 mm×0.3 mm,用磨具热压成弧形,膜层具有牢固度高,耐磨损、可擦拭和抗腐蚀能力强等特点,满足使用要求。
猜你喜欢
铝加工(2023年6期)2024-01-21
印制电路信息(2022年11期)2022-11-30
海洋通报(2022年4期)2022-10-10
光谱学与光谱分析(2022年4期)2022-04-06
轻合金加工技术(2021年12期)2021-12-31
中国品牌(2019年10期)2019-10-15
上海建材(2018年4期)2018-11-13
上海建材(2017年4期)2017-10-16
制造技术与机床(2017年2期)2017-05-04
电子器件(2017年2期)2017-04-25
