
酮苯氨压机电机振动大整改措施
2021-05-21 04:48方大伟
设备管理与维修 2021年8期
方大伟
(大庆炼化公司润滑油厂,黑龙江大庆 163714)
0 引言
酮苯脱蜡脱油装置是大庆炼化公司润滑油厂年产20 万吨润滑油最主要的生产装置,日处理量1100 t/d,主要产品为脱蜡油和蜡液。
酮苯脱蜡脱油装置生产过程由结晶系统、回收系统、冷冻系统、过滤系统和真空密闭系统等5 部分组成。其中,冷冻系统的主要作用是对套管内的原料油和溶剂的混合物进行冷却,析出混合物中的蜡。
冷冻系统的主要设备是3 台武汉制冷压缩机厂生产的JLG25A-450Z 型螺杆压缩机,配套YB450M1-2 型电机。
1997 年9 月,机组安装调试,试运过程中发现压缩机和电机振动均超标。根据当时生产方案,机组长期不运行或只运行1 台。
2001 年4 月,通过技术改造,将压缩机和电机的基础加固并重新灌浆,基本消除了机组和电机整体振动大的问题。
2006 年全年处理量加大,武冷K301/1.2.3 平时运行是两开一备,K301/2 自2005 年10 月以来平均每2 个月更换一次电机轴承,电机振动值越来越大,特别是风扇侧垂直端振动超标,压缩机制冷机组本体振动不超标。
1 原因分析
由于润滑油厂没有先进的振动检测仪器,因此邀请公司设备检测中心进行检测,检测内容和分析结果如下。
1.1 监测分析情况
2006 年2 月22 日下午,现场监测发现2 号机振动,目测电机轴伸端有约1 mm 的轴向窜动。在压缩机组轴承位置采集机壳振动数据,测点位置分布见图1,振动数据见表1。从数据可以看出,电机自由端垂直方向和轴向振动已经远大于其他各点及水平方向。说明故障位置应该在电机的自由端,电机测点频谱见图2。频谱显示,振动以转频为主导,丰富的阶次频率说明存在小的摩擦。显现的高频,说明轴承存在冲击。检查各地脚,发现某地脚处平台振动较大,地脚和基础间的振动差值也比较大,说明该地脚存在松动或接触不实。
2 月23 日,在电机半联轴器上使用外置相位传感器采集相位数据。分别对各地脚对基础平台,以及地脚之间进行带相位组合采样,得到的数据见表2。最大相位差是B 脚对平台,也仅为63°。说明B 脚牢固程度略低(从振动差值也能看出),但影响不是很大。
为了更好分析原因,断开联轴器,放置传感器于电机自由端垂直方向。然后依次松开和紧固各地脚螺栓,得到监测结果。可以明显看出,紧固不同的地脚,电机振动变化相当大。说明基础平台不平,或地脚下存在影响地脚平整的因素。例如,凹陷和突出物。单独紧固某脚振值最大,重点怀疑该脚处平台外侧凹陷或内侧凸起。
4 个地脚都松开的频谱如图3 所示,可见转速频率已经明显降低,存在2 倍频。说明变形造成的振动已经基本消失,但轴承同心度依然存在问题。
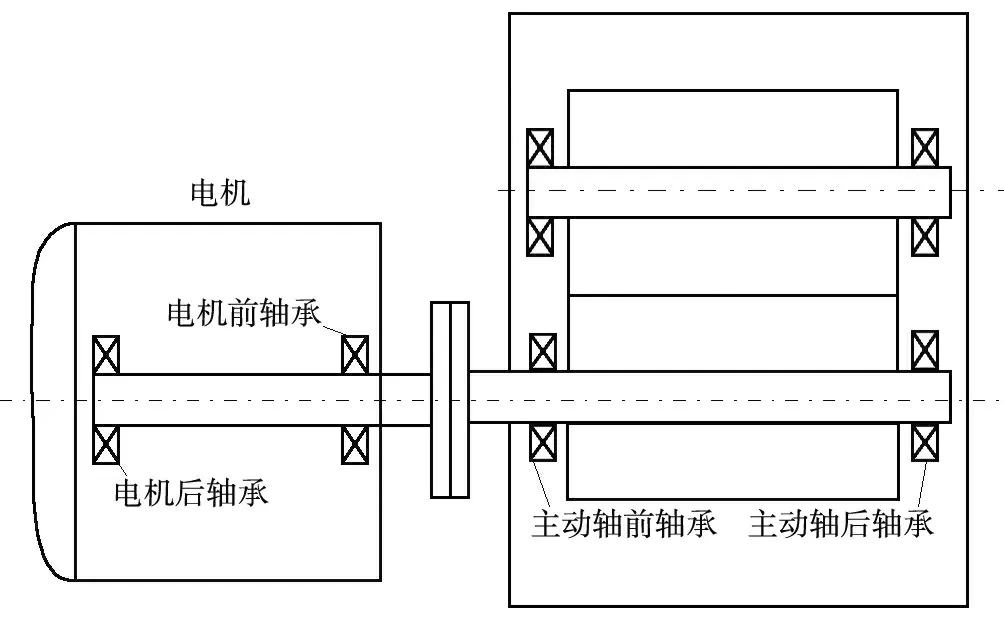
图1 测点位置分布
1.2 诊断结论
基础设计或施工存在问题,造成电机自由端附近基础不实,长期运转引起基础变形,造成电机机壳应力形变,对中不良。这些都是引起机组频繁更换轴承和经常调整对中的原因。目前轴承状况已经出现冲击迹象,但暂时还可以短期运行。轴向窜动与轴向间隙过大有关,会造成推力轴承冲击。
1.3 维修建议
(1)检查机组平台平整度。
(2)短期方案是用垫片找平电机4 脚。
(3)长期方案是平台加固,找平,重新灌浆。
(4)鉴于其他同型号机组也存在同样问题,建议分阶段全部检查处理。
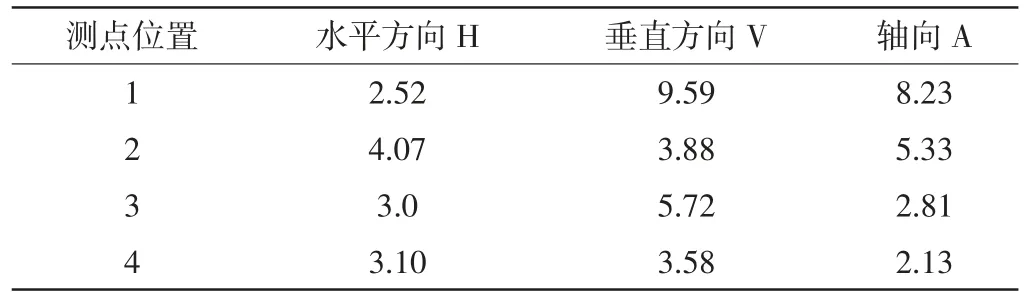
表1 机壳测点振动烈度数据mm/s
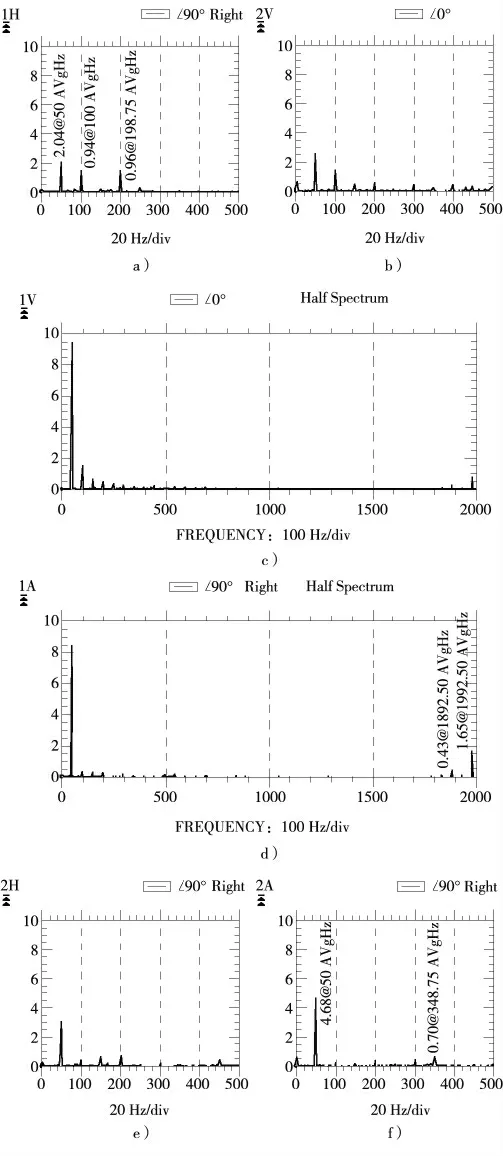
图2 电机测点频谱
(5)随时准备更换轴承。
(6)建议更换轴承时检查轴向间隙,必要时加垫片调整。
1.4 电机振动原因分析
(1)电机的基础可能存在上次施工不全面、基础不牢、钢板和槽钢焊接不牢。

表2 地脚振动及相位数据

图3 4 个地脚都松开的频谱
(2)电机的本体底板刚度不够,地脚螺栓紧固后变形。
(3)电机驱动轴的轴向窜量大。
1.5 改进措施
(1)电机A 脚和D 脚之间、B 脚和C 脚之间的胎板,使用100 槽钢进行连接满焊。槽钢底面用100 槽钢与基础满焊,提高电机基础的整体强度和刚度。
(2)电机的调节垫改为0.5 mm/个,每个地脚的调节垫不超过3 个。
(3)电机更换前后轴承,轴承轴向间隙加调节垫,保证轴向不窜量。
(4)将原来的联轴节改为新型联轴节,能够吸收电机或压缩机的轴向移动量,缓解电机振动。
(5)找平电机4 脚,保证电机底座水平度。
2 效果
上述改进措施实施后,电机运行各项振动指标均在标准范围内,保证了酮苯冷冻系统氨压机安全运行,为装置的“安、稳、长、满、优”运行打下良好基础。
猜你喜欢
河南冶金(2022年1期)2022-08-19
工业建筑(2022年4期)2022-07-27
安徽建筑大学学报(2022年3期)2022-07-06
流体机械(2022年5期)2022-06-28
水泵技术(2021年5期)2021-12-31
Bone Research(2021年2期)2021-09-11
火箭推进(2020年6期)2021-01-05
活力(2019年17期)2019-11-26
船舶标准化工程师(2019年4期)2019-07-24
北京航空航天大学学报(2017年4期)2017-11-23
