
通用航空器修理装配关键技术研究
2021-05-20 01:46:36龙小辉
科技视界 2021年10期
陈 爽 龙小辉
(中国民用航空飞行学院飞机修理厂,四川 广汉 618307)
0 前言
近年来,随着中国通用航空产业相关政策进一步放开,中国通用航空产业稳步发展,然而在政策松绑的背后,通航飞机的维修技术却未能跟上行业发展的步伐。 国内通航企业维修能力有限,适航审批难,送外修理费用极高,飞机停场时间长。 飞机结构维修技术落后已成为限制中国通航发展的瓶颈问题。
通用航空器大多数为铝合金结构飞机,是由大量形状复杂、连接面多,工艺刚性小的钣金件或非金属薄壁零件组成的薄壳结构, 在装配过程中极易变形,使装配工艺设计难度很大。 通用航空器修理关键技术被飞机制造厂家和国外OEM 垄断, 国内通航维修单位无法获得飞机尺寸数据和装配型架等设计信息,仅靠飞机零件尺寸形状进行定位、组装,零组件装配定位误差会累积及传播, 会导致飞机总体几何要求超差、界面间隙控制要求无法保证、装配不能正常进行等问题。 若采用强迫装配,不但使装配件产生较大的变形,影响尺寸和几何形状的准确度与协调性,而且将在飞机结构内引起对使用寿命和安全有害的装配残余应力或局部应力集中。 在修理装配前,应合理规划装配顺序和协调路线,进行误差分析、修理装配顺序规划和误差分析、装配方案设计。 需对装配和对接部位协调尺寸的积累误差进行估算, 合理分配容差,并采用适当的调整方法,形成最合理的协调方法和协调路线[1]。
飞机尺寸数据、标准工艺装备和装配型架的设计参数是飞机制造厂家的核心机密,国内通航要实现通用航空器的自主修理装配,需系统性的研究修理装配流程,突破制约通航维修的关键技术:
(1)探究通航飞机的设计装配方案。 判定设计分离面、工艺分离面、生产装配单元划分情况。 研究通航飞机的设计协调方案;分析飞机装配的设计补偿和工艺补偿措施。
(2)逆向获得飞机的设计基准。 分析飞机设计定位基准和定位方法。
(3)设计制造现代化的修理装配工装。
(4)研究飞机修理装配中的定位方法,设计修理装配方案。 研究保障装配协调准确度的措施,协调尺寸误差分析技术,合理制定协调装配路线。
现以中国通航数量第一的双发活塞飞机PA—44—180 为研究对象,对上述难题进行探讨。
1 反推飞机设计基准,建立飞机三维数学模型
通用航空器是结构定型并已投入使用的飞机构型,其总体布局、气动布局和内部结构完全确定,可利用数字化测量设备,逆向获得飞机数学模型。 目前航空企业主要的数字化测量设备主要有室内 GPS,激光雷达,工业照相测量系统,激光跟踪仪等[2]。
利用激光扫描仪、激光跟踪仪、激光雷达等设备进行飞机外形几何数据采集,用一系列数学方程式精确描述飞机单曲度、双曲度外形,及与外形有关的内部结构的图形,如蒙皮内形线、框、肋的外形和内形线等。 对于与外形无关的飞机内部结构,其零件、构件轮廓线往往根据强度、重量的设计要求确定,可采集其三维坐标数值,进行数值化处理。 同时,采集建立飞机各对接结构连接关系的模型。 进一步的,形成全机三维数学模型。
一旦获得了飞机数学模型,便具备了机体外形和对接关系的原始标准,可利用计算机迅速而准确的把机体外形变为数字信息,实现数控绘图及对工艺装备和装配型架的数控加工,以机体外形和对接关系的几何信息为原始协调依据,通过一定的传递路线将其传递到飞机结构部件上去,并保证飞机修理装配的协调准确度。 另外,利用反推得出的飞机设计基准,可以使用数控机床加工出若干样板,用于制造装配工艺设备和检验飞机零件的装配质量。
2 修理装配工装设计
在飞机坐标系下, 工装设计人员以飞机数模为原始依据,进行装配型架的数字化设计加工,并且在型架与飞机定位相关的零件上加工出所有的定位元素;型架在装配时利用数字标工(数据)协调,采用激光自动跟踪测量系统测量,通过坐标系拟合,定位出零件的安装位置,满足安装基准的空间坐标及精度要求,将机体外形和对接关系的几何信息传递到装配零件上[5]。
以数学模型为基准,设计制作型架样板,包括设计样板的取值、定位基准的选定、正反型式和工作部位的确定等。 型架样板上采用的定位基准有基准线、基准面和基准孔, 基准孔还包括安装孔和光学目标孔。 样板上的定位基准常采用水平和垂直的两条基准线或两个基准面,用基准面作为定位基准的定位准确度较高。
设计制造型架的定位件时,常采用孔作为样板的定位基准。 一块样板上的定位基准孔数量不少于两个,且与坐标轴线的距离为50 mm 的整倍数。 作为样板上定位基准的线、面和孔,其长度或两孔间的距离应尽量大。 也可以取两条平行的线或两个平行的面作为同一方向的定位基准,以提高定位的准确度。 样板上安装光学目标的孔轴线与安装型架的光学视线相一致,型架样板上的定位基准采用型架设计基准的同一坐标系统,与飞机设计的坐标系统一致。
在装配型架设计中,应充分考虑柔性要求,在定位夹紧件等方面体现多机型、 多零部件的柔性要求。基于飞机数模和数字量尺寸协调,采用模块化、自动化的可重新配置的工装系统,可大大简化或减少传统的复杂型架,缩短工装设计与制造的时间,降低工装成本,并提高装配质量。 柔性装配工装可适应飞机装配型号多、变批量和自动化装配的需要,是基于产品数字量尺寸协调体系的、可重组的模块化、自动化装配工装系统。
3 飞机修理装配方案
设计飞机修理装配方案主要包含下面几个内容:
(1)飞机装配结构的划分。 判别设计分离面、工艺分离面,进行装配单元划分。
(2)确定飞机装配基准与装配定位方法。
(3)设计保证装配准确度与协调性的工艺方法。
(4)确定装配过程中的工序、工步组成及各构造单元的装配顺序。
(5)选择所需的工具、设备和工艺装备。
(6)零件、标准件和材料的配套。
飞机修理装配方案设计流程可概况如图1 所示:
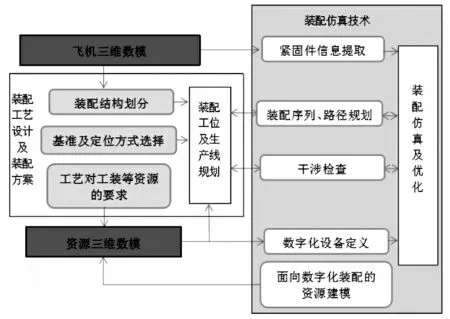
图1 飞机修理装配方案设计流程图
3.1 装配结构划分
为将形状复杂、尺寸大、刚性小、易变形的零件装配成形状和尺寸符合准确度要求的飞机结构,要采用体现飞机尺寸和形状的标准工艺装备和装配型架对飞机进行装配,需将机体划分为许多较小而简单的板件和组件。 飞机部件、段件和组合件之间所形成的可拆卸的分离面,称为设计分离面。 同时,为了装配需要,将部件进一步划分为段件,段件进一步划分为板件和组件。 如机身、机翼的壁板、框、翼肋、梁、机身下部、机翼的前缘等。 这些板件、段件或组件之间一般用不可拆卸的连接,他们的分离面称为工艺分离面。 在飞机装配工艺设计领域,为避免装配序列方案与零件数量呈指数增长,扩大并行工作面,以提高装配效率,对产品装配单元划分尤为重要。
现以PA—44—180 飞机为例,划分其设计分离面和工艺分离面,如图2、3 所示,蓝色实线为设计分离面,红色实线为工艺分离面。
图4 是 PA—44—180 飞机机翼铆接结构工艺分解图。
3.2 装配基准及定位方法的选择
基准可以分为设计基准和工艺基准,设计基准是设计用来确定零件外形或决定结构相对位置的基准;工艺基准是在飞机零件生产工艺过程使用,存在于零件、装配件上的具体的点、线或面。 装配基准即用来确定工件之间相互位置的基准。 飞机各部件和组合件的设计基准应尽量统一。 各系统中的固定支座及结构零、组件的定位基准均应采用结构基准,避免采用飞机水平基准线、对称轴线作为定位基准。 在进行修理装配前,应根据实际飞机构型,分析飞机设计装配使用的装配协调孔、 定位孔的设计原则, 包括孔径、位置、数量、协调方法等。 判别重要结构上的装配协调孔、定位孔。
飞机零部件大多刚度低、易变形,往往通过对同一个自由度多次重复约束(即过定位)来保证定位准确度。 当用机械或光学坐标系统安装型架或标准工艺装备的定位件时,采用孔作为样板的定位基准。 型架样板上的定位基准应采用型架或标准工艺装备设计基准的同一坐标系统,并尽量与飞机设计的坐标系统相一致。 优先选用以工艺孔为基准定位方法,即直接利用飞机结构件上的结构孔定位,避免选用以蒙皮外形为基准装配定位方法。 采用以工艺孔为基准定位又可分为:按装配协调孔定位装配和按定位孔定位装配两种情况。 前者更多依靠零件本身精度和刚度保证装配要求,后者更多依靠工装型架保证装配要求。 骨架零件采用装配协调孔定位装配之后,形成产品整体骨架,作为进一步装配定位的基准可以极大地简化装配工装。 对只要求协调、没有互换要求的工艺分离面,应尽量采用以产品定位产品,即以先装件定位后装件的定位装配方法。
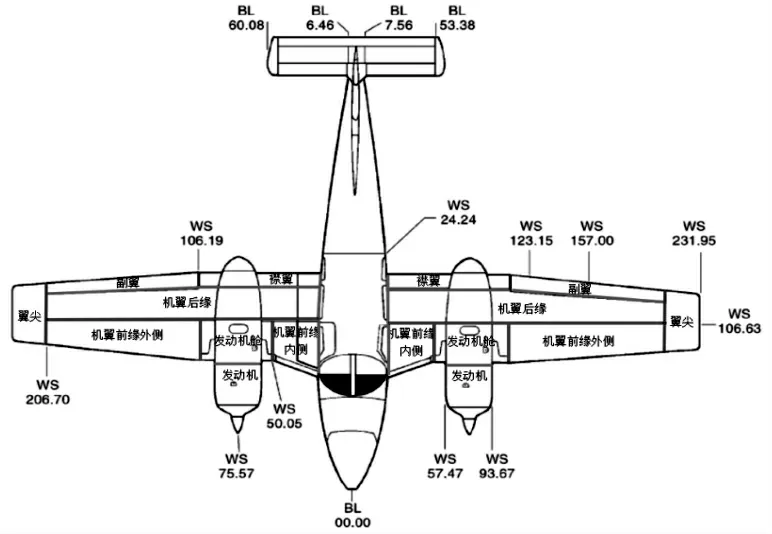
图2 PA—44—180 飞机机翼设计分离面和工艺分离面

图3 PA—44—180 飞机机身设计分离面和工艺分离面
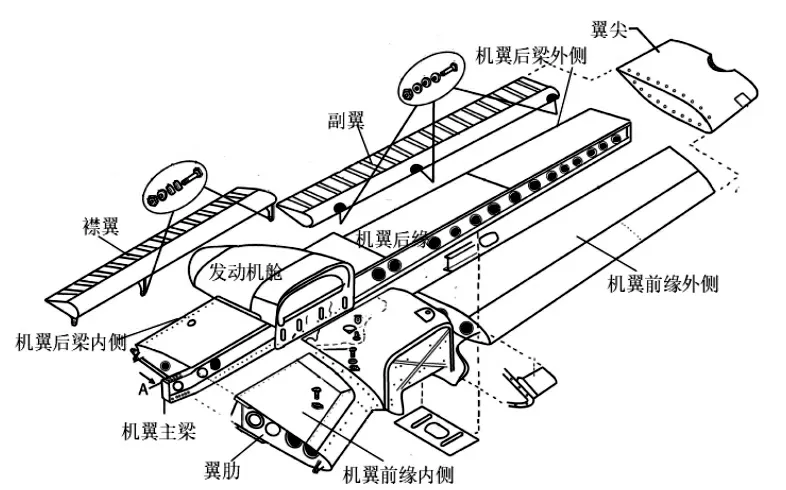
图4 PA—44—180 飞机的机翼工艺分解图
如对框、肋、梁及外形和结构不太复杂的壁板等装配件, 可以采用装配孔定位装配以简化型架结构,甚至省掉装配型架;在将各组合件装配成段件、部件时,按已装配或已定位好的组合件定位与其相连接的组合件或零件,即用先装件定位后装件的工件定位方法,可以省掉型架的定位件,还能较好地解决装配协调问题。
飞机设计阶段选取定位面时, 会选用精度高、结构刚性好的部位作为定位面。 对刚性好的机械加工件、大截面型材和装配件,其定位面选定中遵循一个自由度值能用一个约束(定位点)的原则。 在确定定位面和设计型架定位件时,应去掉多余的定位面,以避免出现过定位而产生不协调现象。 对刚度小的钣金、型材零件和装配件,则适当增加“额外”的约束,以保持其准确的几何形状和位置。 在修理装配中,需注意的是,增加“额外”约束的多少取决于零件、装配件的刚度大小、尺寸及形状的复杂程度。 要以能保证其装配准确度为原则,不宜过多,避免出现过定位现象。
3.3 飞机装配准确度、协调性的工艺方法
设计保障准确度和装配协调的工艺方法,划分飞机设计、工艺分离面,结合待修结构情况确定装配过程中的工序、工步组成及各构造元素的装配顺序。
飞机装配准确度要求包括制造准确度要求和协调准确度要求。 协调准确度是指两个相互配合的零件、装配件或部件之间,其配合、对接部位的实际尺寸和几何形状相吻合(一致性)的程度。
影响协调准确度的因素很多,主要取决于:
(1)飞机结构的工艺性及对准确度、特别是协调准确度要求的合理性;
(2)工艺分离面划分和装配顺序安排的正确性;
(3)协调路线设计和保障装配协调及产品互换方法选用的合理性;
(4)工件定位面和定位方法选择的正确性。
若飞机结构设计不合理, 对准确度的要求不恰当,装配型架的制造、安装准确度低,刚性或稳定性不好,结构设计不合理,装配方案和保证协调互换的方法制订不正确, 成套工艺装备之间的协调方法不统一,产品的定位面和定位方法选择不正确等,都将造成协调准确度低,就会出现不协调、不互换问题。
对于飞机机体的装配准确度要求,主要有以下几个方面:
(1)气动力外形的准确度要求。
(2)各部件间相对位置的准确度要求。
(3)设计分离面上的协调准确度要求。 修理装配中,必须保证设计分离面上两对接部件对接部位的吻合性,即协调准确度要求。 如对接面和孔的配合准确度、间隙要求、孔的同轴度要求等。
(4)零件、装配件间的协调准确度要求。 包括不同零件和装配件上各连接配合面形状和尺寸的协调性(如配合面形状的吻合程度、框距、肋距的协调等);同一部件内一些装配件间长度协调准确度(如机翼上的前、后梁,上、下壁板间的长度协调)。
(5)部件内各零件、装配件位置的准确度要求。 如大梁轴线、框轴线、肋轴线、长桁轴线的实际安装位置相对于理论位置的偏差,它们应小于一定的值。
解决修理装配协调问题所采取的工艺保证措施有以下几个方面:
(1)留出必要的工艺补偿量。
判别工艺补偿量设计的装配件,有长度协调要求的中央翼、中外翼和机身各段件中的壁板、梁等,在制订装配和协调方案时,可将一端能确定壁板或梁长度的对接型材、梳状件或接头等,在壁板或梁装配时只进行工艺定位,等到下一装配阶段(一般是总装)按型架定位件(如型架平板)或己定位好的产品零件调整其长度并进行最后定位装配。
(2)合理安排装配顺序。
对一些协调准确度要求高的重要接头,在安排装配顺序时,应尽量放在装配件的其他铆接装配工作完成之后再进行,以减少装配变形对这些接头位置准确度的影响。
(3)采用非固定式型架。
装配型架的总体结构形式,应尽量采用不与地坪固定的整体式或整体底座式结构,以减少由于地坪的伪热胀系数与产品的热胀系数相差几十倍而产生的热胀不一致对协调的不利影响。
(4)数字化协调技术。
数字化协调技术直接将三维数模传递到工艺设计(包括工装设计)和装配的各个环节,具有并行化装配、协调路线短、周期短、成本低等优点。
为了保证飞机修理装配中的协调,应根据机型结构类型,分析协调尺寸的形成过程,研究飞机设计中调整补偿型式,掌握协调尺寸形成过程中各个传递环节固有的误差特性(包括随机误差、装配变形及热膨胀误差等), 对装配和对接部位协调尺寸的积累误差进行估算,合理分配容差,采用最合理的协调方法和协调路线。
4 飞机装配容差分析
在飞机装配过程中,零组件装配定位误差会累积及传播,会导致飞机总体几何要求超差、界面间隙控制要求无法保证、装配不能正常进行等问题。 进行飞机修理装配容差分析和容差累积计算,可验证零组件装配流程、基准体系、工装制造精度等能否满足飞机顶层设计要求[4]。 通过反复迭代运算优化装配流程,以保证飞机装配质量,杜绝盲目装配。
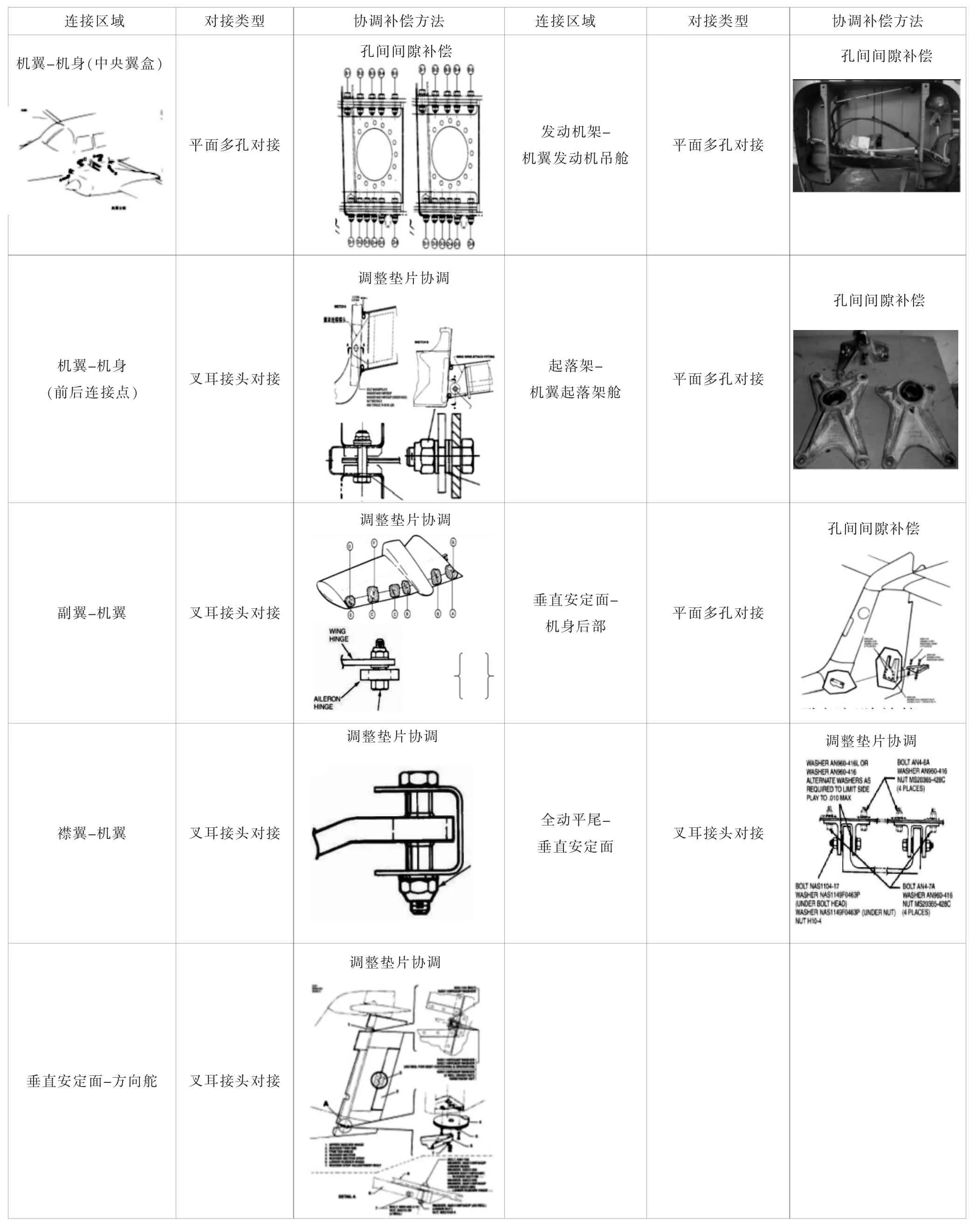
表1 PA-44-180 飞机主要结构连接的设计协调补偿方法
通用航空器大多为铝合金结构, 与大型飞机相比,低速飞机外形准确度的要求相对偏低。 生产制造中常用定位件定位飞机内部的骨架零件,先进行内部骨架定位, 然后蒙皮以骨架定位并和骨架连接起来。这种装配方法,误差的积累由里向外,积累误差最后都反映为飞机的外形误差。 为保障结构协调互换,通航飞机设计补偿型式很多,有球面轴承、调整垫片、衬套、尺型板、分层垫片、偏心衬套、底板上开长孔等补偿结构。
归纳飞机装配容差分析工作流程如图5 所示。
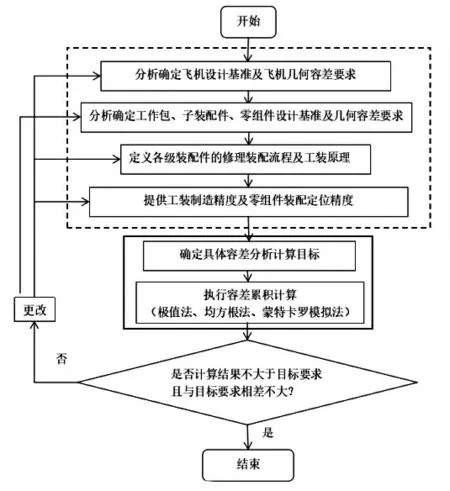
图5 飞机装配容差分析工作流程图
研究机型的关键结构的对接方式和补偿方式,实测补偿间隙数据,可逆向获得飞机设计容差数据。 根据设计补偿间隙值,可经过误差分析计算反推出逐级装配中尺寸传递的积累容差要求,作为钣金件修理装配中的协调依据。
统计了PA—44—180 飞机关键结构连接的设计协调补偿方法,归纳如表1 所示。
5 装配仿真及优化
装配仿真与分析技术能够构建三维的可视化虚拟装配仿真环境。 根据飞机三维数学模型,结合实际需要进行装配工艺设计,用推理设计或拆卸法规划装配序列,并考虑装配难易、装配成本及效率,以满足工程的需求。 通过维修装配对象控制与维修装配操作过程研究,对装配序列进行优化与评估,能避免实际装配中产生碰撞干涉情况,并可对修理装配方案进行验证[6]。
6 结语
以通航维修行业需求为出发点,对制约通航发展的维修关键技术展开研究。 以通航机型为实例,研究通航飞机修理装配流程,提出反推飞机三维数字模型方法, 分析修理装配工装设计方法以及装配定位、装配协调措施,并研究了飞机装配顺序、协调路线规划,以及误差分析方法。
猜你喜欢
经济技术协作信息(2020年27期)2020-02-28 21:03:27
科学与财富(2019年18期)2019-07-10 04:15:51
建筑科技(2018年6期)2018-08-30 03:40:54
中国交通信息化(2016年5期)2016-06-06 03:51:43
公民与法治(2016年19期)2016-05-17 04:18:15
电子机械工程(2015年2期)2015-09-15 15:41:55
读者·校园版(2015年7期)2015-05-14 13:11:40
天津冶金(2014年4期)2014-02-28 16:52:58
机电信息(2014年35期)2014-02-27 15:54:30
河南科技(2014年15期)2014-02-27 14:12:35
