
基于模糊PID 的汽车门框打磨机器人主动柔顺控制系统设计
2021-05-20 09:34陈新度
现代电子技术 2021年10期
陈 威,陈新度
(广东工业大学 机电工程学院,广东 广州 510006)
0 引言
汽车门框打磨机器人主动柔顺控制系统的研究背景具体如下:我国汽车产业目前正处于转型时期,根据调查得来的汽车市场数据显示,汽车产业已经结束了发展的黄金期,出现了发展速度增幅较慢甚至负增长的状态[1]。整体产业与汽车产品都处于巨变中,而人工智能与绿色新能源的发展更是对这场巨变起到了助推作用。汽车产业的发展中包含多种业务,其中,零部件是一种十分重要的发展业务,而门框作为一种重要的零部件,其生产加工工序也必须走向智能化以迎合整体产业的发展现状。通过打磨机器人进行门框打磨,成为汽车门框生产加工的全新智能工序,是汽车零部件生产加工产业走向智能化与电子化的发展结果[2]。汽车门框打磨机器人通常采用主动柔顺控制方式,因此其主动柔顺控制系统的研发对于汽车门框打磨机器人的智能化控制有很大意义[3]。国内外对于汽车门框打磨机器人主动柔顺控制系统的研究都十分重视,并取得了多样化的研究成果。其中,国外对于汽车门框打磨机器人主动柔顺控制系统的研究起步较早,有学者提出了一种基于伺服控制器的汽车门框打磨机器人主动柔顺控制系统,主要基于伺服控制器实现汽车门框打磨机器人主动柔顺控制系统的设计。而国内对于汽车门框打磨机器人主动柔顺控制系统的研究则相对起步较晚,有学者提出了一种基于D⁃H 模型的汽车门框打磨机器人主动柔顺控制系统,主要通过D⁃H 模型实现汽车门框打磨机器人主动柔顺控制系统的设计。由于在利用以上系统进行汽车门框打磨机器人主动柔顺控制时,在机器人负载为60%~90%的情况下存在重复定位精度较低的问题,因此将模糊PID 控制应用于汽车门框打磨机器人主动柔顺控制系统的研究中,设计一种基于模糊PID 的汽车门框打磨机器人主动柔顺控制系统。
1 设计基于模糊PID 的汽车门框打磨机器人主动柔顺控制系统
1.1 设计硬件
1.1.1 设计控制器模块
基于模糊PID 的汽车门框打磨机器人主动柔顺控制系统的硬件构成包括控制器模块、外部设备模块以及机器人执行机构模块[4]。系统硬件模块构成具体如图1 所示。

图1 系统硬件模块构成
其中,控制器模块由控制器与操作台触摸屏构成[5]。控制器的选择型号为西门子P7⁃PLC1200,具备很强的操作通用性。该控制器的指令集强大、配置灵活,CPU 可以通过用户程序逻辑实施输出更改与输入监视,其中,用户程序包括复杂数学运算、定时、计数、布尔逻辑以及智能设备通信[6]。该控制器的技术参数具体见图2。
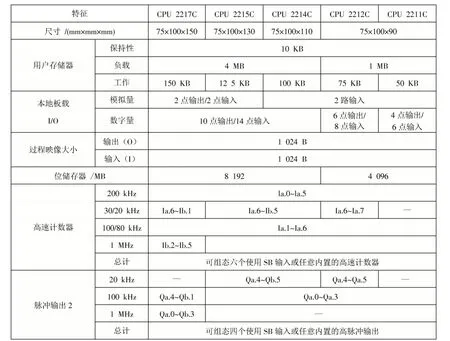
图2 控制器技术参数
1.1.2 设计外部设备模块
外部设备模块由工件夹爪与打磨工具构成[7]。其中,工件夹爪的夹持方式为气动夹持,具体技术参数如表1 所示。
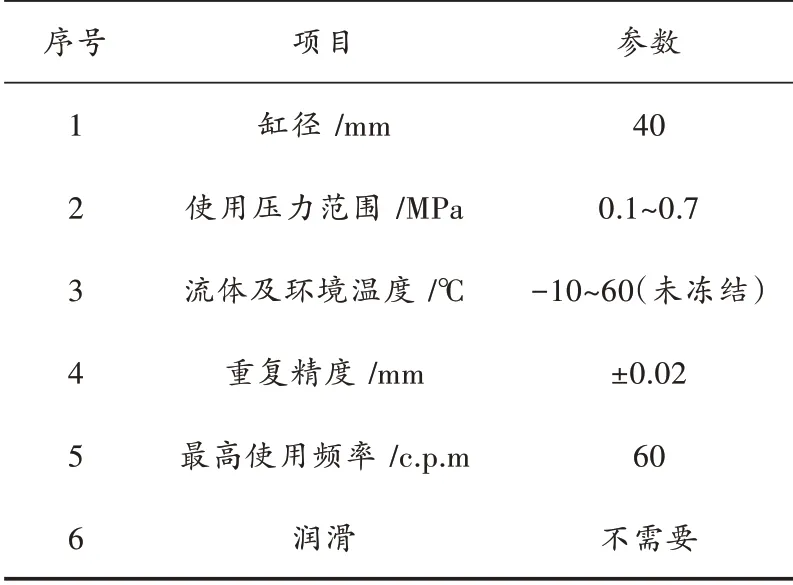
表1 工件夹爪具体技术参数
而打磨工具需要固定安装于打磨支架上,具体技术参数如表2 所示[8]。
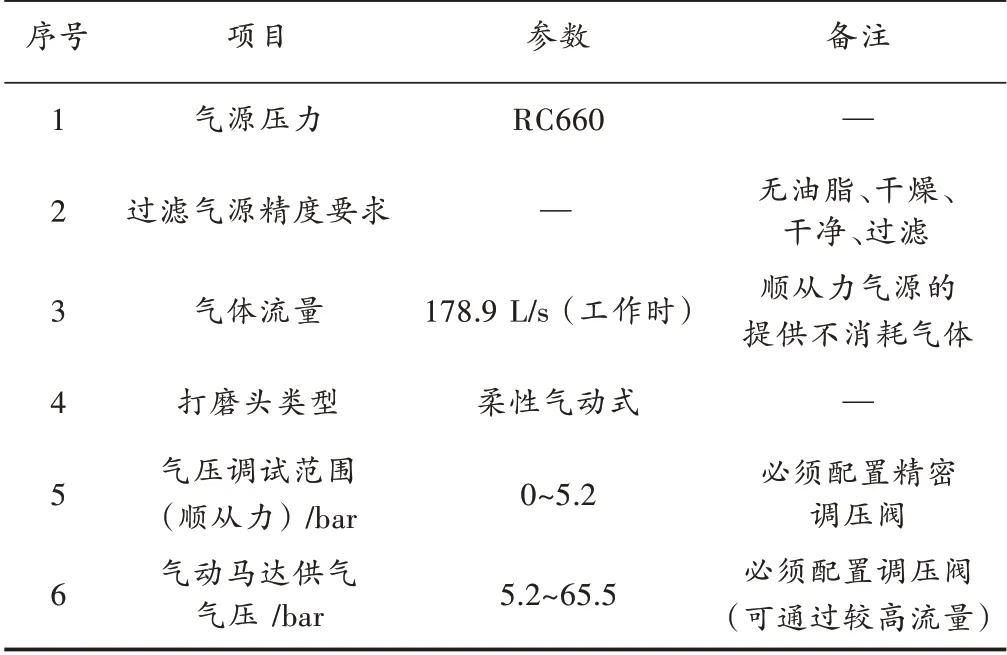
表2 打磨工具具体技术参数
1.1.3 设计机器人执行机构模块
机器人执行机构模块由机器人执行机构、六轴力传感器与I/O 硬线构成[9]。其中,机器人执行机构选择的型号为RS10C,具体技术参数如表3 所示。
六轴力传感器能够获取三维力矩信息与三维力信息,并对结果进行计算与保存,选择的型号为CM3314,利用数据接收仪能够对该传感器进行数据接收[10]。六轴力传感器的具体技术参数如表4 所示。
1.2 设计软件
1.2.1 设计编程模块
基于模糊PID 的汽车门框打磨机器人主动柔顺控制系统的软件构成包括编程模块、主动柔顺控制模块[11]。编程模块中包含三种用户程序,分别为中断程序、可调用子程序、主程序。其中,中断程序能够对程序执行的事件进行中断,中断执行的前后,中断程序能够自动恢复和保护程序运行环境[12]。

表3 机器人执行机构具体技术参数

表4 六轴力传感器的具体技术参数
可调用子程序是一种用户指令集合,可供用户自由选择。子程序的应用需要根据实际要求进行判断,只有其他程序对子程序进行调用时子程序才会执行[13]。其他程序能够反复调用子程序,既可以对程序代码进行简化,还可以节省扫描时间,为整个程序赋予更加严谨的架构。主程序是用户程序中最重要的构成部分,各用户程序中仅有一个主程序。在主程序内,根据用户需求,能够随时对必要的中断程序与子程序进行调用[14]。主程序发出的命令能够对整个用户程序进行控制,其模式为循环执行模式。
1.2.2 设计主动柔顺控制模块
基于模糊PID 设计的主动柔顺控制模块,其使用的模糊PID 控制器具体如图3 所示。

图3 模糊PID 控制器
在主动柔顺控制模块中,通过PTP 软件进行PID 参数的调整。该软件能够通过对响应特性曲线进行采集来改变微分参数、积分、比例,以获得更好的闭环稳态特性,以及改变加速度前馈增益与速度前馈增益,以获得更精准的跟随结果[15]。
2 主动柔顺控制实验测试
2.1 实验设计
为验证设计的基于模糊PID 的汽车门框打磨机器人主动柔顺控制系统的性能,对其进行实验测试。在实验中使用的汽车门框打磨机器人为6 轴机器人,具备4 种坐标系,包括关节坐标系、直角坐标系、工具坐标系、用户坐标系,具体如图4 所示。

图4 汽车门框打磨机器人坐标系
实验汽车门框打磨机器人的工作流程具体如下:通过人工方式把汽车门框的待打磨工件置于上料线上,通过控制器控制机器人对未打磨工件进行抓取并对打磨头进行启动,之后实验汽车门框打磨机器人根据设定的打磨轨迹打磨汽车门框零件。完成打磨后,实验汽车门框打磨机器人将打磨零件移至下料台上并停止打磨头的工作。循环往复地进行汽车门框零件打磨作业。打磨时实验汽车门框打磨机器人的倾角为15°~30°。
利用基于模糊PID 的汽车门框打磨机器人主动柔顺控制系统对实验汽车门框打磨机器人进行汽车门框打磨的主动柔顺控制。在实验中,汽车门框打磨机器人的实际打磨过程包含22 组坐标点,其中,关键坐标点共7 组,具体如表5 所示。
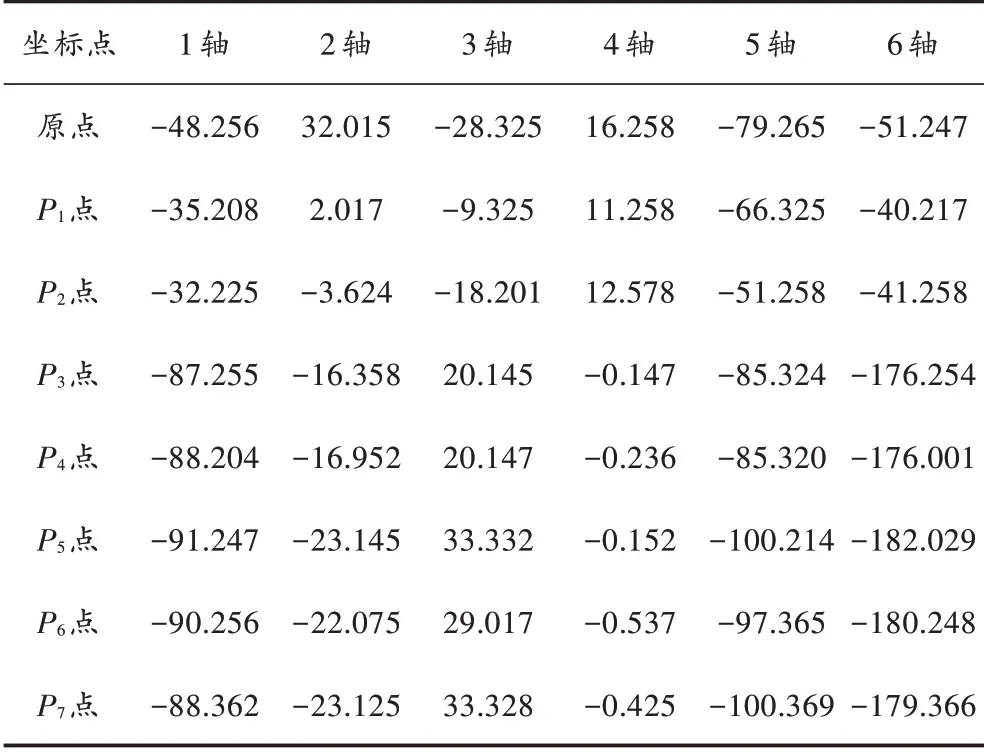
表5 实验关键坐标点
获取机器人负载为60%~90%情况下的重复定位精度作为该系统的实验数据。为避免本次实验结果过于单一、缺乏对比性,将原有的两种系统作为实验中的对比系统,包括基于伺服控制器、基于D⁃H 模型的汽车门框打磨机器人主动柔顺控制系统。同样利用这两种系统进行实验汽车门框打磨机器人的汽车门框打磨的主动柔顺控制。获取机器人负载为60%~90%情况下的重复定位精度作为对比实验数据。
2.2 实验结果分析
在机器人负载为60%~75%的情况下,基于模糊PID 的汽车门框打磨机器人主动柔顺控制系统与基于伺服控制器、基于D⁃H 模型的汽车门框打磨机器人主动柔顺控制系统的重复定位精度实验对比数据具体如表6 所示。根据表6 的重复定位精度实验对比数据可知,在机器人负载为60%~75%的情况下,基于模糊PID的汽车门框打磨机器人主动柔顺控制系统的重复定位精度高于基于伺服控制器、基于D⁃H 模型的汽车门框打磨机器人主动柔顺控制系统的精度。
在机器人负载为76%~90%的情况下,基于模糊PID 的汽车门框打磨机器人主动柔顺控制系统与基于伺服控制器、基于D⁃H 模型的汽车门框打磨机器人主动柔顺控制系统的重复定位精度实验对比数据具体如表7 所示。根据表7 的重复定位精度实验对比数据可知,在机器人负载为76%~90%的情况下,基于模糊PID的汽车门框打磨机器人主动柔顺控制系统的重复定位精度高于基于伺服控制器、基于D⁃H 模型的汽车门框打磨机器人主动柔顺控制系统的精度。

表6 重复定位精度实验对比数据(一) %

表7 重复定位精度实验对比数据(二) %
3 结语
由于在利用原有系统进行汽车门框打磨机器人主动柔顺控制时,在机器人负载为60%~90%的情况下存在重复定位精度较低的问题,因此设计一款基于模糊PID 的汽车门框打磨机器人主动柔顺控制系统。基于模糊PID 的汽车门框打磨机器人主动柔顺控制系统实现了重复定位精度的提升,对于汽车零部件生产加工产业走向智能化与电子化有很大意义。
猜你喜欢
机械制造(2020年10期)2020-10-31
越玩越野(2016年2期)2016-12-26
特别健康·上半月(2016年2期)2016-05-30
中国科技纵横(2015年2期)2015-11-05
越玩越野(2015年2期)2015-08-29
科学中国人(2014年16期)2014-11-20
诗潮(2014年10期)2014-11-17
越玩越野(2014年11期)2014-05-12
中国新技术新产品(2014年3期)2014-03-24
河南科技(2014年11期)2014-02-27
