
浅谈衬衫MTM定制系统制版建模方法
2021-05-18 02:25:08李凤霞宋海燕杨晓飞
国际纺织导报 2021年2期
李凤霞 宋海燕 杨晓飞 解 升
1. 鲁泰纺织股份有限公司(中国)
2. 山东铂克新材料有限公司(中国)
3. 山东七河生物科技股份有限公司(中国)
随着人们生活水平的提高,服装消费趋于个性化和合体化,在服装CAD系统中派生出量身定制系统,即MTM(made to measure),也称为合体制衣或量身打版MTM系统[1]。
MTM系统针对个体设计,既包含集款式、样板及制造技术和装置需求为一体的数据库,也包括人体三维计测,利用体型数据库、样板库等数据库对规定款式的多档板式进行自动修正的技术与装备。基于MTM系统的生产方式是将定制服装的生产通过产品重组和过程重组转化为或部分转化为批量生产问题的智能工业化生产方式。服装MTM系统的数据库主要包括了人体尺寸数据库、服装号型规格库、号型归档规则库、服装款式库、服装面料库、服装样板库以及样板修改规则库,这些数据库组成了MTM系统的核心部分,为整个系统的正常运行提供了重要的作用。
随着计算机和数据库技术在服装行业的应用,服装MTM系统及其生产方式得到了迅速发展,这种新的服装生产模式不但能有效地满足特殊顾客的需求,而且能使服装企业有效地利用资源,达到服装工艺智能化、信息化与顾客个性化需求完美结合的目的。然而,MTM技术尚在起步探索阶段,仍存在着一些技术和程序间的衔接问题。以中国鲁泰纺织股份有限公司为例,自采用MTM定制系统以来,高级定制衬衫产量逐渐升高,目前月平均产量为2万余件。2020年10月产量达4万余件,但因样板款式和尺寸不良等问题造成的返修率约为2%,其中由款式问题造成的返修占比高达50%左右,尺寸问题造成的返修占比约为40%,其他问题造成的返修约占10%。返修不仅造成成本浪费,而且影响产品的交期。因此有必要对MTM样板库及个体服装纸样建模方法进行探索,从而得到最接近顾客人体信息的样板,确保MTM系统的功能和效用。本文主要以男装衬衫为例,从建模条件、方法、订单特点及客户要求方面着手研究,从而对服装CAD的推档算法进行进一步优化。
1 个体服装纸样建模准备
在对个体服装纸样建模前需准备完整的服装规格表、标准样板、符合客户要求的套码板样板、完善的特殊体型调整方案、成熟规范的下单表,还需要确保具备正确、完整的操作工艺以及丰富的服装打板和推板经验。另外值得注意的是规格表、下单表及样板的尺寸变量描述应保持一致。
2 个体服装纸样建模方法
在服装CAD系统中,纸样推板常用以下几种方法:增量法(点放码法)、公式法和切开线法[2]。而目前MTM系统中对个体服装纸样建模的方法是根据标准样板进行推板,其方法按难度递增顺序主要分为点放码法、建立关联法和画版法。其中根据具体放码方式的不同,点放码又可分为模板放码和工具点放码。
2.1 模板放码
模板放码是利用简单的水平、竖直线搭建框架进行放码,并赋予框架模板属性,再将模板属性转移到样片上。以口袋为例,口袋分为“口袋长”和“口袋宽”的放码。图1显示了采用模板放码方法对口袋样板建模的过程,首先在基础口袋样板平面上的横、纵向各画两条线,然后对线条的起点,即图1b)中红点,进行放码,各尺码的变化可以直接从图1c)中的网状图中看到。检查横、纵线放码无误后,再利用模板属性,将口袋裁片放到模板的对应位置,进行模板放码。放码后口袋裁片的网状图与模板一致。模板放码操作简单,可以对最基本的基准码进行放码,适用于服装部件放码和变化规则不复杂的大身衣片放码。

图1 口袋样板的模板放码过程示意图
2.2 工具点放码
在服装CAD系统中,每个衣片纸样都有一些关键点,这些点的位置决定了纸样尺寸和形状,称为放码点[3]。在工具点放码过程中,点与点之间没有关联,通过对单个放码点进行定义,在基础码上根据档差直接在每个点加或减去档差量。放码时可以直接填写尺寸数据,也可填写当量差等参数,通过参数变动使数值发生改变的工具点放码方法较常用。
2.3 建立关联法
建立关联法是在服装纸样中为目标点选择参照点,将两点建立关联,使得对参照点放码后,目标点可随参照点同时移动。在关联法放码过程中,可分别对目标点和参照点定义,目标点与参照点的关系可以是直线关系,也可以是偏移关系。
以对前身衣片的建立关联法放码为例,如图2所示,对A点和B点进行放码。A点横向定义为1/4胸围,纵向定义为袖笼深;B点横向定义为0,纵向定义为袖窿深。A点为目标点,B点为参照点。在建立关联前,若调整袖笼深,则A点和B点位置会随之调整,但若仅对B点进行放码,A点位置并不会随之移动,如图2b)所示。在对A、B点建立关联后,即通过工具栏将A点与B点设置成联动,若移动点B点的位置,A点位置也会随之移动,如图2d所示。

图2 关联法放码示意图
点放码法与建立关联法的操作均较简单,适用于产品尺寸款式变化较小的订单,可以直接用于客供样版,也可用于由其他软件中导出的样板。
2.4 画版法
画版法需重新绘制一套样板,并在画板的过程中加入关联关系和参数。该方法适合规则复杂、尺寸款式变化较大的订单,也可用于客户没提供样板图,根据所提供的衬衫样品或者尺寸和款式进行打样的订单。画版法操作难度较大,需建模人员具备丰富的推板经验且能熟练打制母版。
采用画版法建模时,具体的画版方式也多种多样,其选择主要取决于订单特点和客户要求。以胸围量法为例,鲁泰优纤品牌客户胸围量法是在袖十字下1 cm处量取的大身围度,而唯品会“私人定制”客户的胸围是在袖十字处量取。以袖十字处作为胸围进行画版时,见图3,图3a)中箭头所示的长度和角度始终不变,当输入单个尺寸时,出现侧缝不顺现象,如图3b)所示,需对其进行调整。

图3 袖十字处胸围画版法建模
以袖十字下1 cm处作为胸围画版是一种改进后的画版建模方法,见图4。如图4a)所示是41码标准版,将其调整为图3一样的尺寸后,侧缝仍然顺滑。此方法以保证胸围不变为主。因此,图4b)中箭头所示的线段角度并非一成不变,而是随着胸腰差改变角度,以确保侧缝顺滑。

图4 袖十字下1 cm处胸围画版法建模
在画版法建模中,服装各部位尺寸的测量方式对最终服装纸样有决定性影响。建模前期应充分了解客户需求与订单特点,构思画版建模方式。建模过程中需要花费较多的时间和精力。
2.5 小结
在MTM系统的不同建模方法中,选用合适的个体服装纸样的建模方式非常重要。点放码和建立关联建模方法操作较为简单,适用于规则简单的服装零部件或款式尺寸变化不大的订单。对于尺寸变化繁多、要求多变的订单,则需采用画版建模方法。
3 变量转化自动化
在服装CAD软件中,推档算法只是简单地应用数学相似原理,并未很好地考虑到服装二推到三推的关系,所以其放码的样板是近似的样板,并不能包含符合人体的外部造型。由于基本形态吻合,可以达到大规模的工业生产的要求。而对于MTM系统来说,需要更加精确的符合人体两线造型的个体样板,所以推档中要引入变量进行样板调整和改进,才能得到合适的最终个体样板[4]。
以袖片的建模为例,袖山高在建模过程中的核对时间占单个订单用时的比重过大,有必要对其进行优化。缩减袖山高核对时间的关键在于需要让袖山高大小与变量(订单袖肥与参考袖肥的差值)产生关联。目前袖山高大小随着前后片袖窿曲量发生变化,而袖窿曲量受袖窿深的影响。因此可将问题转化为使变量与前后片袖窿深关联。袖窿深的调节可通过在袖十字的y轴方向添上加变量a。当订单袖肥比参考袖肥大时,a为正值;当订单袖肥比参考袖肥小时,a为负值。经上述转换,调整袖山高大小的关键在于变量a的变化。可以利用线段表示变量a的数值变化。
图5所示为变量a的建立过程。根据参考袖肥和订单袖肥尺寸画两条线段,将两条线段的差值定义为变量a。如图5a)所示,当订单袖肥比参考袖肥小时,a为袖肥减小量的负值,而袖肥增大数值为0;当订单袖肥比参考袖肥大时[图5b)],a为袖肥增大量的正值,袖肥减小的数值为0。将a引用到袖窿深的变量关系中,即可完成袖山高的快速调整。

图5 参考袖肥和订单袖肥差值表示方法
经过变量自动关联后,袖山高尺寸更加符合客户要求的标准。以中国某客户为例,未进行变量关联建模前,MTM系统自动读取下单表后生成的样板中,由于袖山高仅随胸围与袖笼深尺寸的变化而改变,和袖肥没有关联,因此袖山高制版尺寸于客户要求的标准有很大差异,如图6a)所示。
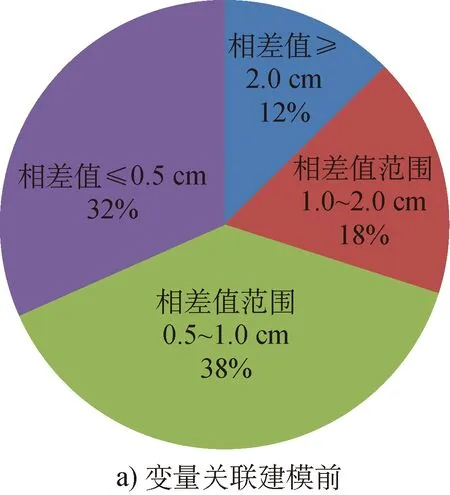
图6 袖山高制版尺寸与客户标准需求尺寸相差值的占比情况
在采用变量关联建模后,袖山高取值不仅随胸围的改变而改变,同时还受胸围和袖肥尺寸的影响。统计结果表明,改进后的袖山高符合程度有很大提高。经测试,客户胸围在92~130 cm范围内,均不需要对袖山高再做调整,从而显著缩短了该客户订单的处理时间,提高了生产效率。
该方法也可用于解决领窝变形问题。现有订单中存在胸围与参考尺寸接近,但领围过大或过小的情况,易导致领窝变形。可在领窝处引入变量b,当订单领围比参考领围大时,b为领围减小量的负值,领窝向内缩;当订单领围比参考领围小时,b为领围增大量的正值,领窝向外扩,如图7所示。

图7 订单领围与参考领围差值的表示方法
此外,对变量关联进行建模还可适用于不同的下单表格式。例如,前胸与后背宽尺寸在下单表中存在两种格式,一种格式提供前胸和后背宽尺寸,另一种格式不提供前胸和后背宽尺寸,样板需按照肩宽和胸围的比例来界定前胸和后背宽尺寸。若要一套样板同时适用于上述两种下单格式,则需运用参数关联进行建模。以后背宽为例,可采用如下公式:

在下单表不提供背宽时,若需样板背宽与胸肩比例相等,则c值需为0;当下单表提供背宽尺寸时,若需样板背宽与下单表背宽相等,c值为胸肩宽比例。可以根据c的取值画出符合条件的参数,如图8所示,变量c为三角形的弦长,当下单表提供后背宽尺寸时,三角形弦长为胸肩比例。当下单表不提供后背宽尺寸时,在y轴方向上没有数值,此时弦长c值为0,不能形成三角形。在对变量c值引入后,只要将计算式“样板后背宽=下单背宽+胸肩比例-c”添加到建模系统中即可。

图8 后背宽表示方法
除以上部位可引用变量解决问题外,还有其他部位在建模过程中也能找到变量的规律。以领窝处建模为例,领窝形状的变化通常由起始点和终点决定,但号型过多时,易出现曲线控制不良及变形的情况,如图9a)所示。此时,在曲线中间加一个放码点,可以很好地缓解这类问题,如图9b)所示。在软件建模过程中,一方面可以根据尺寸变化原理,利用有规律可循的变量来建模;另一方面也可根据足够多的样本,从取样中总结规律。

图9 领窝表示法
4 结语
在充分具备建模条件的前提下,对于款式少和尺寸变化小的衬衫订单,应优先选择省时省力的放码法和建立关联法。对于尺寸变化繁多、款式多变的订单,则需采用画版法与之匹配,有时还需采用手工方法进行调整或者引用变量,并同时将多年的打板经验与MTM系统进行结合,归纳出使用过程中服装各部件的比例关系,为今后MTM系统快速准确打板提供依据。
随着量体定制生产方式的普及以及生产成本的不断降低,MTM系统必将成为当今消费者的首选,真正使量体定制成为一种时尚,同时它也顺应了服装产业生产方式向多品种小批量发展的趋势,为服装企业的生产管理及生产方式的转型指明了方向。
猜你喜欢
今日农业(2022年4期)2022-11-16 19:42:02
中国医疗美容(2022年5期)2022-06-18 07:04:20
中国石油石化(2021年9期)2021-03-30 12:32:15
今日农业(2020年13期)2020-08-24 07:35:08
人大建设(2018年11期)2019-01-31 02:40:56
当代陕西(2018年9期)2018-08-29 01:20:56
能源(2018年5期)2018-06-15 08:56:00
爱你(2015年17期)2015-11-17 10:06:17
创业家(2015年6期)2015-02-27 07:53:35
祝你幸福·午后版(2014年8期)2014-10-29 11:32:42
