基于主应力轨迹线的熔融沉积成型填充路径优化
2021-05-18 05:56:18李帅帅徐惠良陈子谦
同济大学学报(自然科学版) 2021年4期
李帅帅,徐惠良,陈子谦,于 颖,王 玉
(1. 同济大学机械与能源工程学院,上海201804;2. 同济大学中德工程学院,上海201804)
随着增材制造(Additive manufacturing,AM)技术由制造“原型”向制造“零件”转变,其诉求的重点已经由“几何”转向“性能”。以熔融沉积制造(Fused deposition modeling,FDM)为代表的挤出式增材制造,其熔融丝材从线到面、从面到体的材料沉积成型的制造过程(1D→2D→3D)造成了线与线之间(层内)以及面与面之间(层间)较差的抗拉与抗剪强度,这种方向上的性能差异(或称性能的方向依赖性),即所谓的各向异性,对零件机械性能有直接而重要影响[1-3]。研究表明,零件在建造方向相对于水平方向其抗拉性能相差50%左右[4],层内路径位置和走向直接影响零件的机械性能,不同路径有不同的机械性能[5]。一直以来,通过特殊的打印工艺设计减小各向异性[6-7],或采用正交路径来达到材料性能的准各向同性[8]等做法虽然对改善零件的机械性能起到一定作用,但并不能从根本上解决FDM与生俱来的各向异性影响。
与试图减小零件各向异性(认为各向异性是缺点)的做法不同,受复合材料中增强纤维沿载荷路径布置[9-10]、锻件设计中其纤维流线与应力保持一致以及植物纤维的生长和其受力方向一致[11]等思想的启发,如果能按照零件的受力情况进行路径优化,使零件各向异性与其所承受的载荷工况相匹配,则这种各向异性反倒可能会成为一种相对优势。Gardan等[12]以标准拉伸件为对象,比较根据应力场设计的路径与传统填充路径所制造样件的机械性能,发现沿应力方向设计路径拉伸强度最大可提高45%。Stauben 等[13]提出零件内部填充样式应该是其应力分析结果的函数,填充不应是同构的标准样式而应是基于应力场设计的异构模式。基于主应力方向的FDM 路径优化,Xia 等[14]根据有限元分析得到的主应力方向,仅对局部区域的填充路径进行了优化,获得了较好的机械性能。Kam等[15]主要研究了基于应力轨迹线生成的格状结构在曲面壳体打印中的应用,对于实体填充路径并未深入。
本文基于主应力轨迹线对FDM 填充路径进行优化,首先研究基于有限元分析的主应力轨迹线生成和可视化方法,其次研究基于主应力轨迹线种子线的填充路径生成算法以及填充路径转换G代码的方法,最后进行力学试验验证。
1 主应力轨迹线生成方法
类似于描述磁场分布的磁场线,载荷工况下零件内部同样会形成力的流线,它往往是从载荷点流向约束点,一定程度上反映了应力场中力的传递路径。力流线有多种可视化形式,不同的可视化形式有不同的计算生成方法[16-17]。对于一个平面设计域,已知载荷和约束条件,就可以得到设计域内任意点的主应力大小和方向,在这个平面内生成一对正交曲线,使得该曲线上任意点的切线方向是该点的主应力方向,这对力流线即为主应力轨迹线[18]。在弹性变形范围内,主应力轨迹线的分布规律与载荷的大小、物体材料类型无关,主要受载荷和约束的位置、类型影响[19]。主应力轨迹线生成可采用解析法和数值法,解析法是通过求解受力结构得到应力分量解析式,然后基于各点应力轨迹方向的方向导数来生成主应力轨迹线。数值法是基于有限元分析结果,提取节点的主应力大小和方向,然后采用插值方法生成主应力轨迹线,具体流程如图1所示。
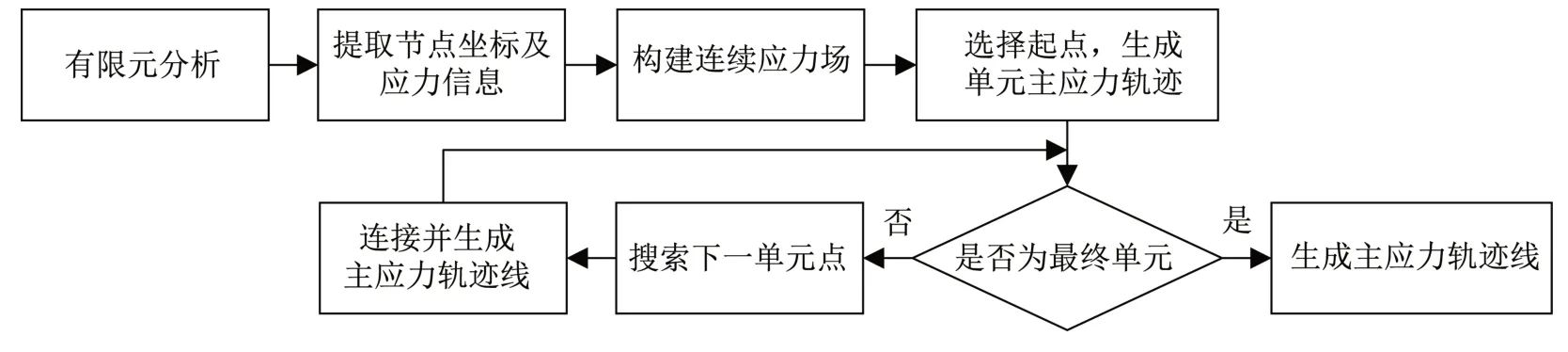
图1 基于有限元分析的主应力轨迹线生成方法Fig.1 Principal stress lines generation method based on finite element analysis
1.1 基于有限元分析的主应力轨迹线生成方法
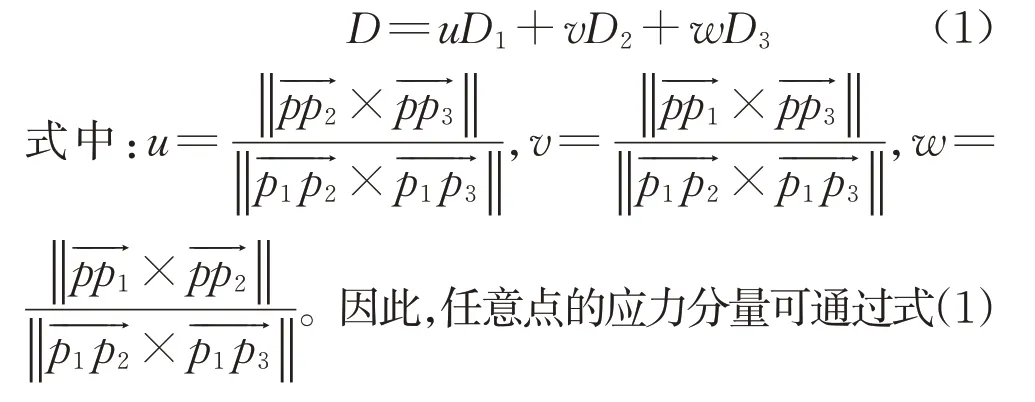
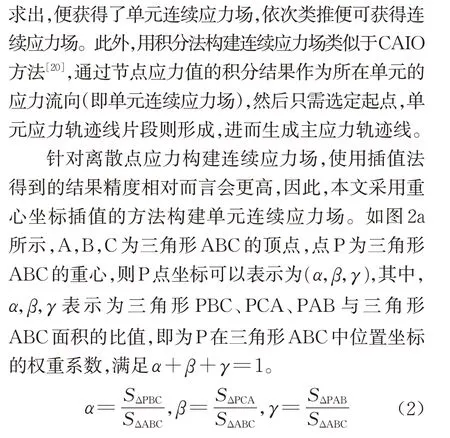
基于有限元分析结果可以获得单元节点处的应力大小及方向,但基于此获得的结果是离散的,因此需要建立起离散节点信息的相互关系,进而构建其对应的连续应力场。常用的数学计算方法有插值法和积分法两种,一般对于三角形单元节点来说,可以利用插值法进行求解。对于三角形单元节点P1,P2和P3以及其对应的应力D1,D2和D3,可求出节点P1,P2和P3所在单元内的点P处的应力D,计算如下:
笛卡尔坐标系下,三角形ABC的面积为
点坐标(x,y)可以表示为
对于重心P 点处方向向量的插值求解,如图2b所示,已知位于三角形ABC 三个顶点处的方向向量,可以求得P点(x,y)处的方向向量为(Vx,Vy)为
通过上述重心坐标的插值求解法,即可以求解出任意三角单元中的重心坐标,同时可以根据顶点的方向向量插值求得该点处方向向量。其中,当系数(α,β,γ)均大于0 且小于1 时,P 点位于三角形ABC 内部;当系数(α,β,γ)中任意一个等于1 时,P点位于三角形ABC 的一条边上;除此之外的情况下,P 点位于三角形ABC 外部。该方法适用于平面内的应力场插值,依次利用三个节点或种子点信息,遍历可构建连续的应力场,进而然后选择起点生成单元连续应力轨迹线片段,最后把各应力轨迹线片段拼接起来生成主应力轨迹线。
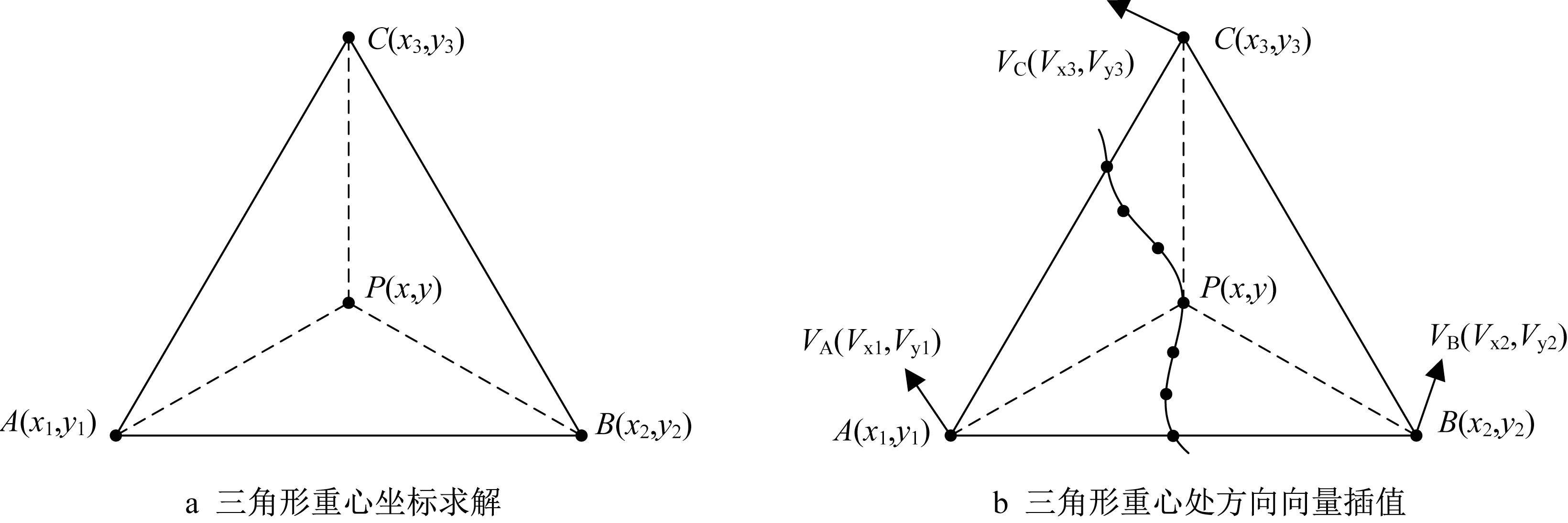
图2 三角形重心坐标插值法Fig.2 Triangle barycenter coordinate interpolation method
1.2 基于Grasshopper的主应力轨迹线可视化
Grasshopper 是基于Rhino 软件的可编程插件,与Rhino 建模软件结合可以便捷实现模型的可视化编程以及交互式设计。因此,基于有限元分析的主应力轨迹线生成方法在Grasshopper 平台上进行了实现。如图3a所示,以一个简支梁的主应力轨迹线生成为例,首先,在Rhino 建模软件中建立简支梁的平面模型,将从有限元分析结果中提取的主应力大小和方向导入Python 语言编的连续应力场构建模块;其次基于Populate Geometry 模块在设计域内生成一定数量的随机种子点,如图3b所示),生成种子点的数量决定了插值生成的主应力轨迹线的密度;最后,插值生成正交的主应力轨迹线,如图3c所示。其中,将最大主应力方向计算生成的曲线称为主应力轨迹线σ1,将最小主应力方向计算生成的曲线称为主应力轨迹线σ2,分别如图3d和3e所示。
2 基于主应力轨迹线的FDM 填充路径优化
FDM 零件的层内各向异性主要体现在丝材之间熔接线处较差的抗拉与抗剪强度,这种各向异性是FDM工艺带来的与生俱来的特性,层内路径的位置与走向直接影响零件的机械性能,不同的路径带来不同的性能表现。在传统切片软件中,打印路径的生成主要基于零件的几何信息,大多采用均匀同构样式,并未考虑零件实际工况下的载荷信息。而基于主应力轨迹线的FDM 填充路径优化是在分析零件设计域内主应力轨迹线的分布特征的基础上,自定义规划FDM层内填充路径,实现填充路径与主应力轨迹线相协调,进而使力尽可能沿着丝的轴向传递,以最大限度减小各向异性对零件力学性能的负面影响。
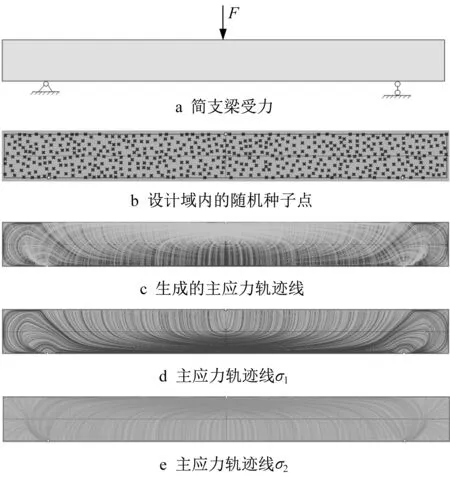
图3 简支梁的主应力轨迹线生成Fig.3 The principal stress lines generation of the simply supported beam
2.1 基于主应力轨迹线的FDM 填充路径生成方法
为了解决传统FDM 切片软件无法实现自定义填充路径的问题,提出了基于种子主应力轨迹线的FDM 填充路径生成方法。该方法流程如图4 所示,首先选取若干条生成的主应力轨迹线为种子线,再以种子线为边界轮廓将模型设计区域内划分为若干子区域;其次遍历各个子区域,以各个子区域对应的边界种子线为准,根据设定的填充密度(即设定打印路径之间的最小距离d)在子区域内生成偏置线作为打印路径,以此完成所有子区域的填充路径的生成;最后,将区域内的路径首尾相连成连续路径,以减少打印过程中的空行程,提高打印效率。
根据上述基于种子线的区域路径生成算法流程,以简支梁的主应力轨迹线σ1为例,详细阐述填充路径生成过程,如图5所示。首先,当定义打印件为100%填充的情况下,种子线的选取需要根据生成的主应力轨迹线的分布和走向,优先确定主应力轨迹线密集处的填充,以主应力轨迹线之间最小间距为选择原则,该间距的设定以所使用的FDM打印机挤出头喷嘴直径为准,如当打印机挤出头的喷嘴直径为0.4mm 时,则选择的种子线之间最小间距为0.4mm,图5a 所示即为从简支梁的主应力轨迹线σ1中选择的种子线,其中每条种子线在中间部分的最小间距均为0.4mm,种子线将设计域划分为了若干子区域。其次,在各个子区域中生成打印路径,以相邻的两条种子线为偏置轮廓线,以挤出头喷嘴的直径0.4mm 为偏置距离,向区域内由下至上、由左至右遍历所有两两种子线间的区域,直至路径填充所有子区域,生成的简支梁的路径如图5b 所示。最后,将种子线及子区域内生成的路径首尾相连,最大程度上保证设计域内路径连续,完成了基于简支梁主应力轨迹线σ1的FDM层内填充路径优化。
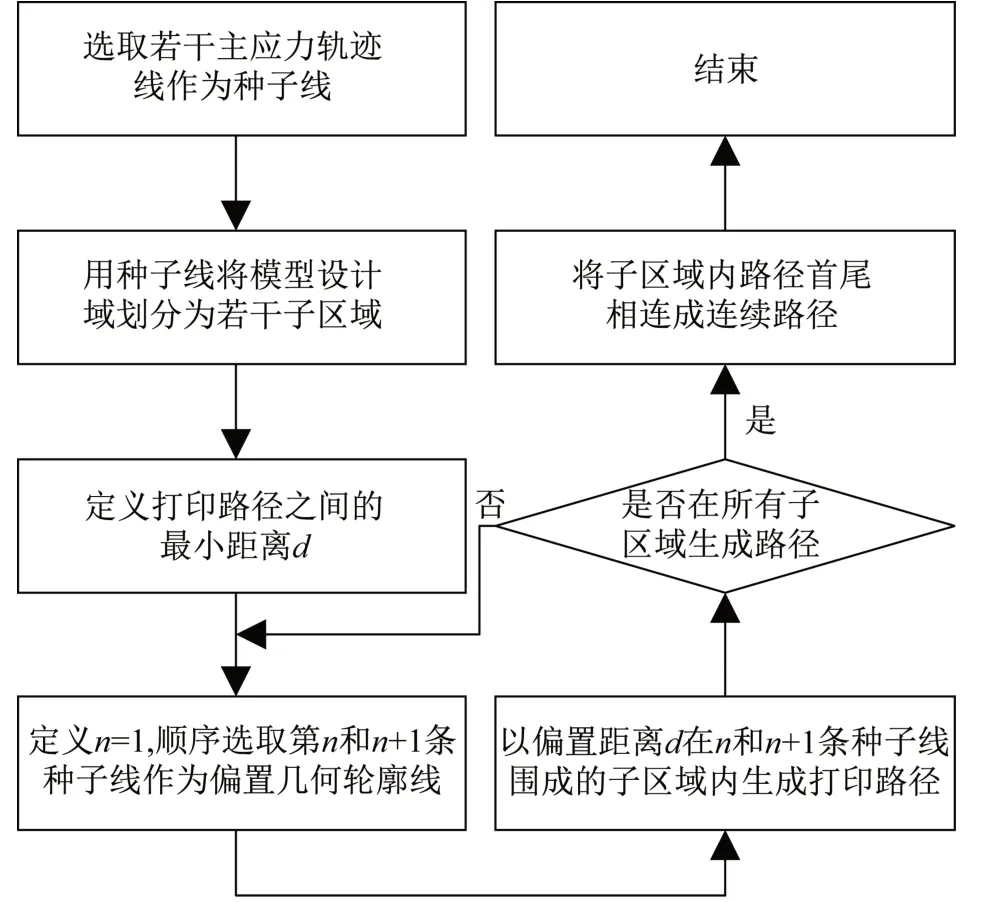
图4 基于种子线的区域路径生成算法流程Fig.4 The algorithm flow of region toolpath genera⁃tion based on seed lines
2.2 基于Grasshopper的FDM工艺平台
虽然已经生成了基于主应力轨迹线的FDM 打印路径,但是由于传统的切片软件内无法实现自定义路径到G代码转换。因此,需要开发一个FDM工艺平台将这些自定义路径转化为打印机可识别的G代码,实现自定义路径的打印。本文基于内嵌于建模软件Rhino的Grasshopper实现了打印路径上的点的提取及参数化编辑,进而实现了自定义路径生成代码,基于Rhino/Grasshopper 的FDM 工艺平台的设计流程如图6a所示。
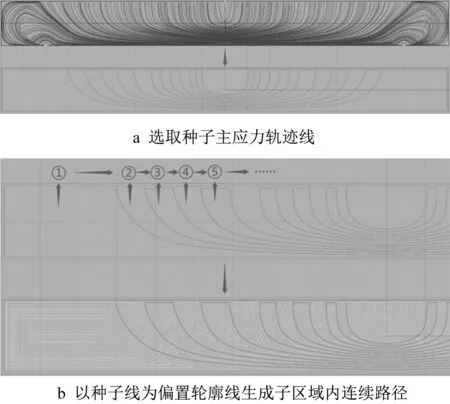
图5 简支梁的填充路径生成Fig.5 The region toolpath generation of the simply supported beam
(1) 基于Grasshopper树形数据结构的FDM填充路径顺序规划
在Grasshopper 中,数据以树形结构存储,即数据在Grasshopper中以一定的层级关系存储,并且这种层级关系是可以根据需求调整的。在FDM 设计域内的填充路径可分为三大类:几何边框,连续的种子主应力轨迹线以及被种子线所划分子区域内的填充路径,需要先定义这三类填充路径的打印先后顺序,这也决定着后续点数据处于树形结构中的顺序。因此,采用单层数据结构中的一个分支存储一条连续路径线的各点坐标,所有连续路径线在单层数据结构中的分支顺序,即可规划路径的打印顺序。
(2) 基于Grasshopper 树形数据结构的G 代码输出
内嵌于Grasshopper平台的Python编译环境,提供了Branch函数来引用位于树形结构中的任意点坐标值。对于单层树形结构,引用方法为Branch[i][j][k]。其中,i对应路径,即所在分支;j表示为所在第i分支的第j个点数据;k即对应点的x/y/z坐标值,k=0时代表对应x坐标值,以此类推。因此,基于传统的FDM打印G代码的逻辑结构,将位于树形结构中的点数据按顺序输出。如图6b 所示为开发的G代码生成模块,该模块可设置首层打印高度,层高、挤出倍率、总打印高度等FDM 工艺参数,突破了传统FDM切片软件不可自定义层内填充路径的限制,能够便捷读取基于主应力轨迹线的层内填充路径,并以G 代码的逻辑输出所需要的打印文件。然而,该模块目前只适用于各层截面形状不变的打印模型,对于各层变截面模型并不适用。
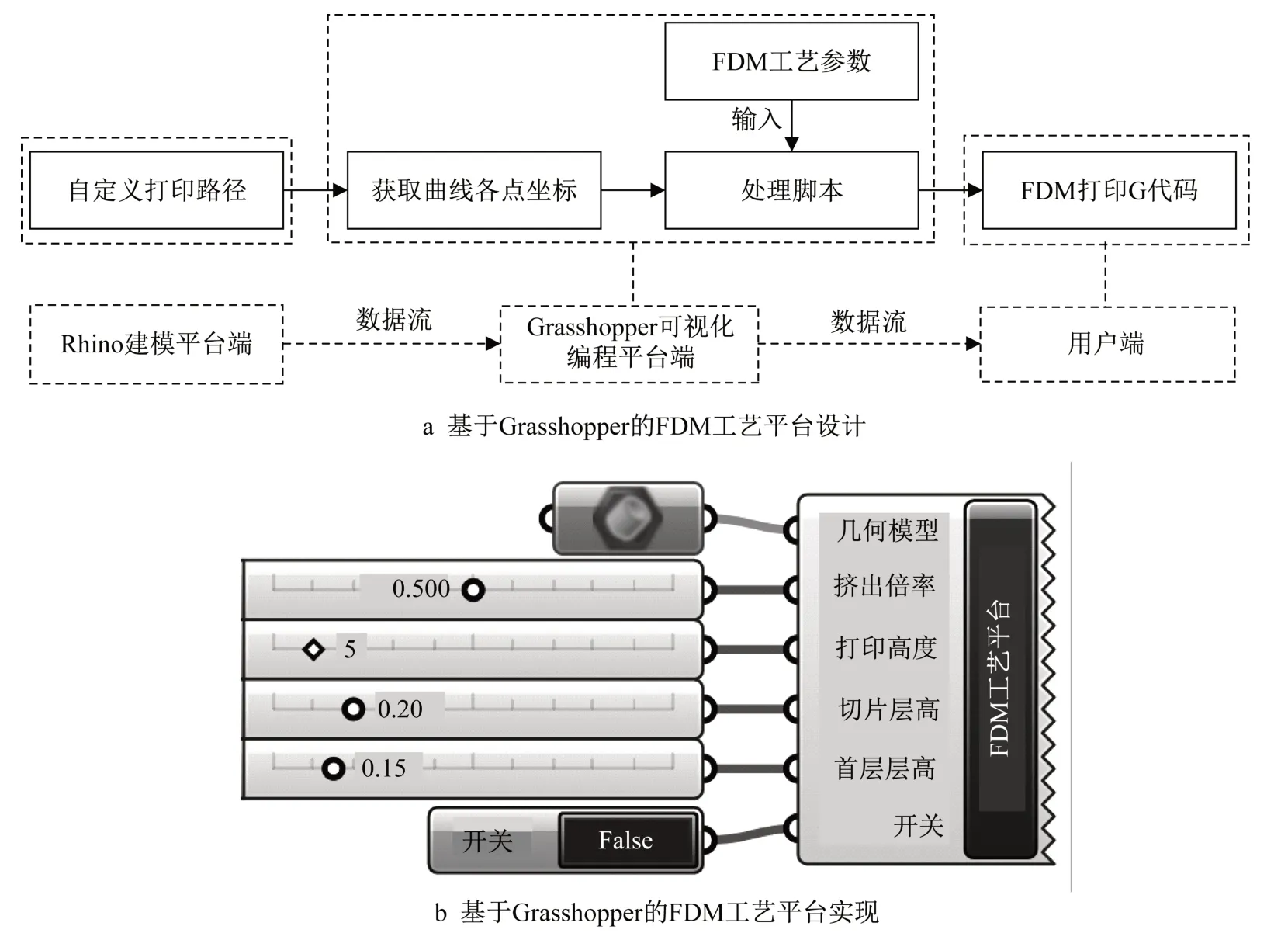
图6 基于Grasshopper的FDM工艺平台设计与实现Fig.6 FDM process platform design and implementation based on Grasshopper
3 基于主应力轨迹线的FDM 打印路径优化试验验证
3.1 试验方案设计
试验选用拉伸试样和三点弯曲试样作为研究对象,对比传统的层内填充路径和基于主应力轨迹线的层内填充路径的试样所表现出来的力学性能。根据塑料拉伸性能的测定标准GB/T 1040-2006 及塑料弯曲性能的测定标准GB/T 9341-2008 设计试验样件的几何尺寸。但是对于标准拉伸试样,由于受力情况及几何较为简单,其在传统FDM工艺下沿试件拉伸方向(即0°方向)填充路径与其内部的主应力轨迹线分布已成映射关系,因此,试样将在标准几何尺寸的基础上,在中间加一个小孔,使其内部主应力轨迹线分布更加复杂,增加试验的对比性。对于拉伸和三点弯曲试样,分别设计了0°方向填充、90°方向填充以及基于主应力轨迹线填充的三种路径样式。其中,传统填充路径0°方向和90°方向的试样的G 代码由传统切片软件Simplify3D 生成,而基于主应力轨迹线的填充路径得G代码由2.2小节中开发的FDM工艺平台生成。图7a和图7b分别为设计得拉伸试样和三点弯曲试样的几何尺寸及填充路径。
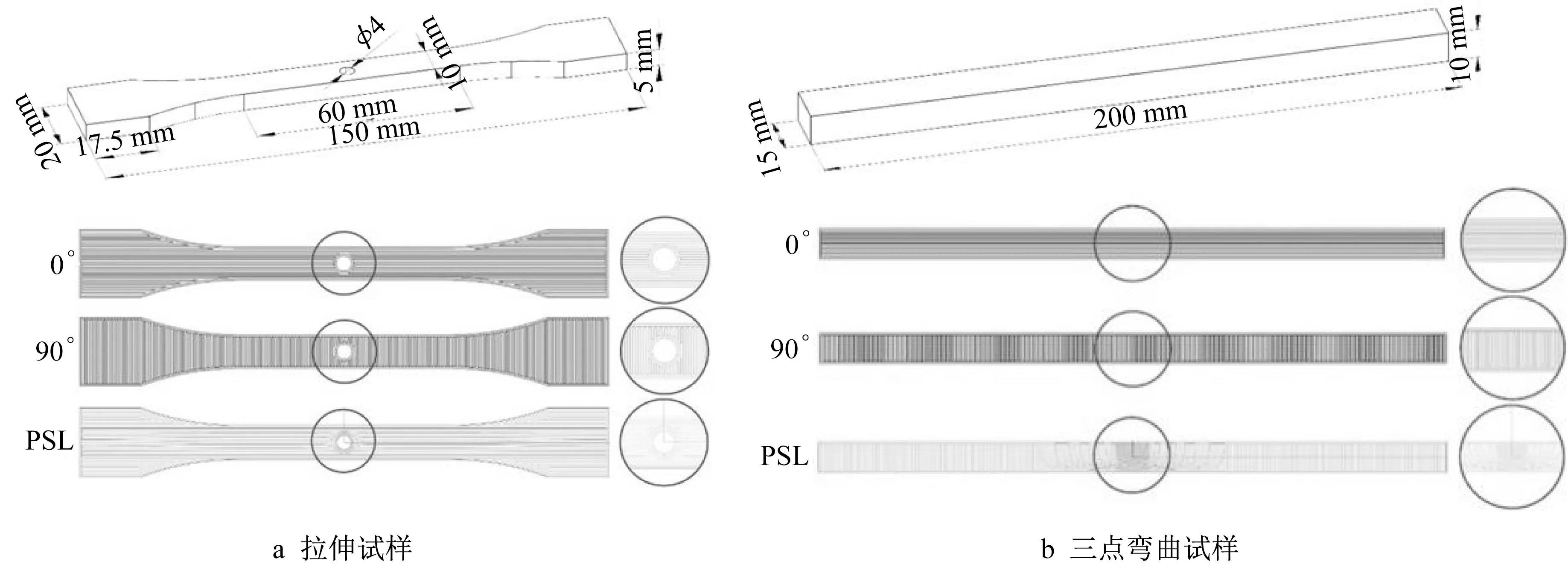
图7 拉伸试样和三点弯曲试样的几何尺寸及填充路径设计Fig.7 Geometry and toolpath design for tensile specimens and three-point bending specimens
拉伸和弯曲试样打印采用的是框架式FDM 打印机,材料采用的是同批次直径为1.75mm,密度为1.25±0.05g cm-3热塑性高分子材料聚乳酸PLA 丝材。样件制备过程中FDM工艺参数如下:喷嘴温度200℃,平台温度60℃,挤出头直径0.4mm,打印速度60mm s-1,打印层高0.2mm,填充密度100%。分别制备了0°方向填充、90°方向填充以及基于主应力轨迹线的填充的拉伸试样和三点弯曲试样,每一种填充试样制备了5个,如图8所示。其中,0°方向、90°方向以及基于主应力轨迹线填充路径的每个拉伸样件打印完成所耗时间分别为:50min,51min和53min;0°方向、90°方向以及基于主应力轨迹线填充路径的每个弯曲样件打印完成所耗时间分别为:1h52min,1h54min和1h59min。
采用MTS万能试验机对6组试样,共30个试样做拉伸及三点弯曲试验。根据塑料拉伸性能的测定标准GB/T 1040-2006 规定,设定初始标距115mm,设定拉伸试验速度为2mm min-1,拉伸断裂后停止试验。试验过程中记录载荷与位移数据,计算应力与应变数据,选取拉伸试验过程中,试样承受的最大拉伸应力作为拉伸强度。根据塑料弯曲性能测定标准GB/T 9341-2008 规定,设定三点弯曲试验速度为5mm min-1,试样弯曲断裂后停止试验,支撑辊子半径5mm,压头辊子半径5mm,支撑辊子间距离(即试样试验跨度L)160mm。试验过程中记录载荷与位移的数据,计算应力与应变数据,选取三点弯曲试验过程中,样件所承受的最大弯曲应力作为弯曲强度。
3.2 试验结果分析
(1) 拉伸试验结果分析
根据测试过程中采集的载荷及位移量,对获取的5 个拉伸试样的试验数据取平均值并进行处理,得到拉伸试样的应力-应变曲线图如图9a所示,最大载荷、拉伸强度对比图如图9b 所示。可以发现,相比90°方向填充试样,0°方向填充试样的抗拉强度提高了10.53%,这主要是由于FDM 层内存在各向异性,当丝材的走向与受力方向保持一致时能够提供最大的强度,而当丝材的走向与受力方向垂直时,丝材与丝材处于受力的薄弱环节呈现较差的抗拉抗剪强度,在此试验中,拉伸试样0°方向与受力方向相协调,而90°方向与受力方向垂直。而基于主应力轨迹线的填充路径的拉伸试样,其抗拉强度相比0°方向填充样件提升了8.33%,这是因为在拉伸试样的中间小孔区域,基于主应力轨迹线的填充相比0°方向填充是一种非线性填充,与小孔区域的主应力方向相适应,改善了传统填充出现的应力集中问题。对比而言,基于主应力轨迹线的填充比90°填充试样的抗拉强度则提高了19.74%,这主要是由于相比90°填充样式,基于主应力轨迹线的填充路径在整个设计域内的丝材走向与主应力方向相协调,最大程度上发挥了丝材的抗拉强度。

图8 打印的拉伸试样和三点弯曲试样Fig.8 The printed tensile specimens and three-point-bending specimens
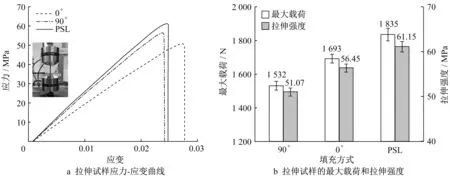
图9 不同填充路径的拉伸试样结果对比Fig.9 Comparative results of tensile specimen with different infill toolpaths
(2) 三点弯曲试验结果分析
与拉伸试验的数据处理方式相同,对5 个三点弯曲试样的试验数据取平均值,得到弯曲应力-应变曲线如图10a所示,三种填充方式下最大载荷及弯曲强度对比图如图10b所示。分析弯曲试验的结果可知,弯曲试样的0°方向填充相比90°方向填充,弯曲强度提升了8.08%。这是由于三点弯曲试样的下部的拉应力为导致样件破坏的主要应力,在此区域,0°方向填充路径分布与拉应力方向较为一致,而90°方向填充路径与拉应力方向垂直,呈现了较差的抗拉性能。基于主应力轨迹线的填充路径的弯曲试样,其弯曲强度相比于0°填充提升了11.46%,相比90°填充提升了20.47%,这是因为相比较简单的拉伸工况,弯曲试样设计域内的主应力轨迹线分布更加的复杂,基于主应力轨迹线填充路径优化已经完全不同于传统的填充路径,优化后的填充路径与试样中主应力方向趋于一致,因此机械性能提升也更为明显。结果表明,基于主应力轨迹线的FDM填充路径优化能够提高零件的力学性能,且零件的载荷工况越复杂,提升效果越明显。
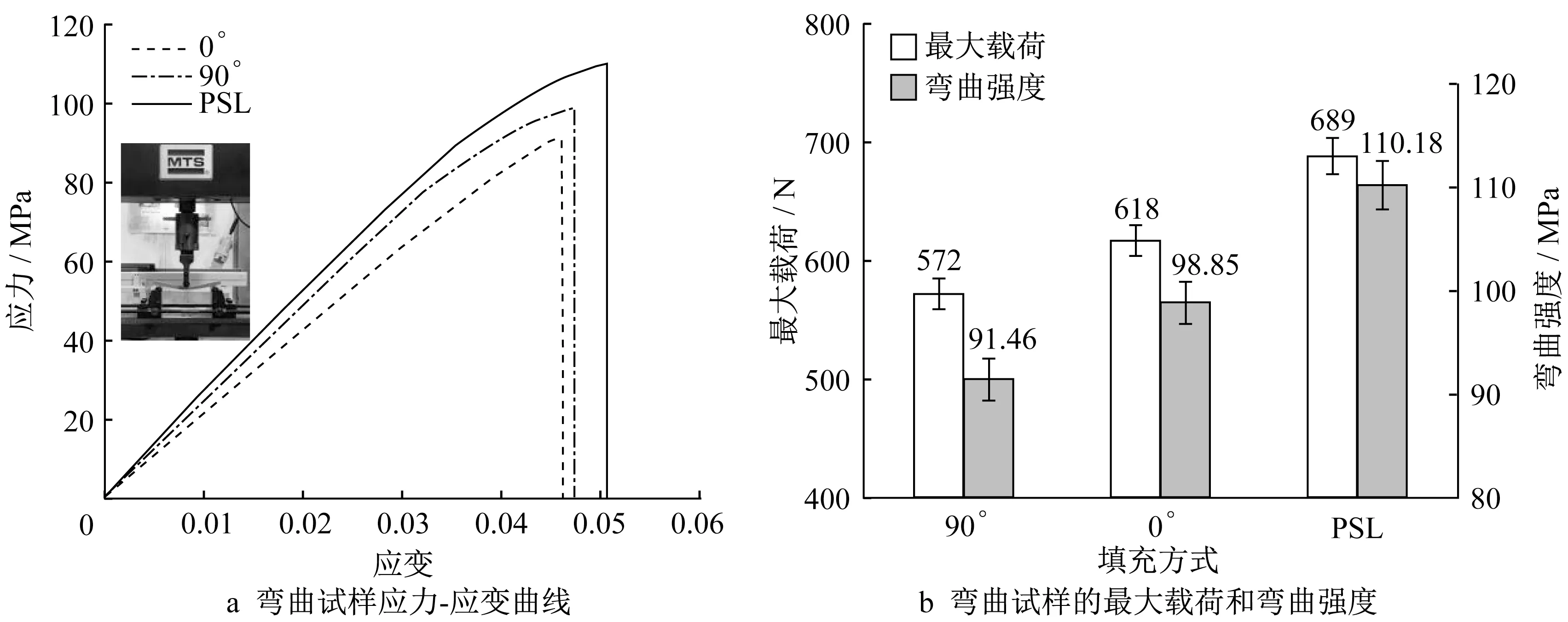
图10 不同填充路径的弯曲试样结果对比Fig.10 Comparative results of bending specimen with different infill toolpaths
4 结论
针对FDM层内的各向异性问题,提出了在主应力轨迹线导引下通过设计与控制各向异性从而改善零件机械性能的方法。基于零件有限元分析结果生成了主应力轨迹线,根据主应力轨迹线种子线生成了区域填充路径,依据优化设计的填充路径使材料方向布置与主应力方向相协调,强化了各向异性的正面作用。最后进行了拉伸和三点弯曲试验,结果表明:相比0°方向和90°方向的填充路径,基于主应力轨迹线填充路径的拉伸试样的拉伸强度分别提升了8.33%和19.74%,基于主应力轨迹线填充路径的弯曲试样的弯曲强度分别提升了11.46%和20.47%。
传统增材制造所谓的个性化定制主要指零件的几何形状,而本文提出的方法可拓展的设计思想不仅能够实现几何定制,更重要的是可以实现基于零件应用工况的性能定制(即使几何形状完全相同的零件因受力工况不同则其填充路径也不同,进而形成内部材料结构也不尽相同),因此能同时实现“几何”与“性能”的可控与定制,从而提高零件的综合性能。此外,推而广之,可以面向温度场、磁场、电场或多场耦合进行增材制造零件设计以改善和定制零件的机械和物理性能。
猜你喜欢
水上消防(2022年2期)2022-07-22 08:45:00
读友·少年文学(清雅版)(2020年4期)2020-08-24 07:36:26
读友·少年文学(清雅版)(2020年3期)2020-07-24 08:57:04
复杂油气藏(2018年4期)2019-01-16 11:23:54
现代装饰(2018年5期)2018-05-26 09:09:39
中国三峡(2017年2期)2017-06-09 08:15:29
北京航空航天大学学报(2016年9期)2016-11-16 02:02:39
煤炭学报(2015年10期)2015-12-21 01:55:44
中国铁道科学(2015年4期)2015-06-21 06:46:12
噪声与振动控制(2015年4期)2015-01-01 07:08:05